高同心度注塑成型模具的制作方法
1.本实用新型涉及注塑成型生产技术,具体的,其展示一种高同心度注塑成型模具。
背景技术:
2.注塑成型是常见的塑料产品制备方式,但现阶段部分产品的注塑成型存在需要解决问题,如线圈骨架100,线圈骨架100用于变压器,高低压电柜线圈,绕制线圈环节及其关键,如果线圈骨架100的中心孔有偏心会导致绕线不良,造成电压不稳定。
3.现阶段的注塑成型方式,通过一体式的进行模芯设定,线圈骨架100的中心孔通过一体式的柱体形成对应模腔,但线圈骨架的中心孔100包括下中心孔101和上中心孔102,上中心孔102外径大于下中心孔101,下中心孔101和上中心孔102连接部呈台阶状;现阶段的模具中心孔台阶设定方式易造成偏心,无法保证产品质量,且生产不稳定。
4.因此,有必要提供一种高同心度注塑成型模具来解决上述问题。
技术实现要素:
5.本实用新型的目的是提供一种高同心度注塑成型模具。
6.技术方案一如下:
7.一种高同心度注塑成型模具,包括模芯,模芯包括对应形成线圈骨架的外壳对应体,且外壳对应体对应设置有中心孔对应柱,中心孔对应柱与外壳对应体对应形成线圈骨架型腔;中心孔对应柱包括下中心孔对应柱体,下中心孔对应柱体通过精准定位结构连接上中心孔对应柱体,通过精准定位结构使下中心孔对应柱体和上中心孔对应柱体形成组合式高同心度模腔结构。
8.进一步的,精准定位结构包括设置于下中心孔对应柱体中心的定位槽,以及设置于上中心孔对应柱体的与定位槽匹配的定位凸台。
9.进一步的,定位槽为圆形槽体或规则的多边形槽体。
10.进一步的,外壳对应体包括下对应块、与下对应块拼接形成线圈骨架外型的拼接块、以及与下对应块对应设置的用于形成线圈骨架顶部外型的上对应块。
11.进一步的,外壳对应体两侧均设置有顶持块,一侧的顶持块顶持拼接块,且顶持块顶持拼接块的端面位竖直平面。
12.进一步的,顶持块另一侧端面位斜坡面,且模架上对应设置有用于压持顶持快的斜坡面的压持固定块。
13.进一步的,顶持块还通过斜向固定杆固定连接模架。
14.与现有技术相比,本实用新型通过精准定位结构进行分离式的设置线圈骨架的中心孔模腔,精准定位结构使下中心孔对应柱体和上中心孔对应柱体形成组合式高同心度模腔结构,保证线圈骨架中心孔成型的同心度,保证产品的生产的稳定性及合格率。
附图说明
15.图1是线圈骨架100的结构示意图。
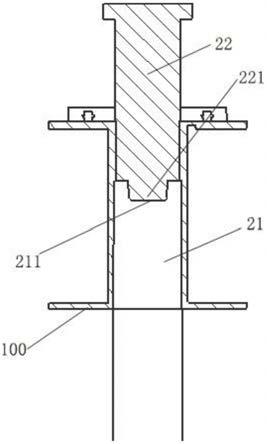
16.图2是本实用新型的结构示意图之一。
17.图3是本实用新型的结构示意图之二。
具体实施方式
18.实施例:
19.参照图2-3,本实施例展示一种高同心度注塑成型模具,包括模芯,模芯包括对应形成线圈骨架的外壳对应体1,且外壳对应体1对应设置有中心孔对应柱2,中心孔对应柱2与外壳对应体1对应形成线圈骨架100的型腔;中心孔对应柱2包括下中心孔对应柱体21,下中心孔对应柱体21通过精准定位结构连接上中心孔对应柱体22,通过精准定位结构使下中心孔对应柱体21和上中心孔对应柱体22形成组合式高同心度模腔结构。
20.精准定位结构包括设置于下中心孔对应柱体21中心的定位槽211,以及设置于上中心孔对应柱体22的与定位槽匹配的定位凸台221。
21.定位槽211为圆形槽体或规则的多边形槽体。
22.外壳对应体1包括下对应块11、与下对应块11拼接形成线圈骨架100外型的拼接块12、以及与下对应块11对应设置的用于形成线圈骨架100顶部外型的上对应块(未展示)。
23.外壳对应体1两侧均设置有顶持块3,一侧的顶持块3顶持拼接块12,且顶持块3顶持拼接块12的端面位竖直平面。
24.顶持块3另一侧端面位斜坡面,且模架上对应设置有用于压持顶持快的斜坡面的压持固定块4。
25.顶持块3还通过斜向固定杆5固定连接模架。
26.与现有技术相比,本实用新型通过精准定位结构进行分离式的设置线圈骨架的中心孔模腔,精准定位结构使下中心孔对应柱体和上中心孔对应柱体形成组合式高同心度模腔结构,保证线圈骨架中心孔成型的同心度,保证产品的生产的稳定性及合格率。
27.以上所述的仅是本实用新型的一些实施方式。对于本领域的普通技术人员来说,在不脱离本实用新型创造构思的前提下,还可以做出若干变形和改进,这些都属于本实用新型的保护范围。
技术特征:
1.一种高同心度注塑成型模具,其特征在于:包括模芯,模芯包括对应形成线圈骨架的外壳对应体,且外壳对应体对应设置有中心孔对应柱,中心孔对应柱与外壳对应体对应形成线圈骨架型腔;中心孔对应柱包括下中心孔对应柱体,下中心孔对应柱体通过精准定位结构连接上中心孔对应柱体,通过精准定位结构使下中心孔对应柱体和上中心孔对应柱体形成组合式高同心度模腔结构。2.根据权利要求1所述的一种高同心度注塑成型模具,其特征在于:精准定位结构包括设置于下中心孔对应柱体中心的定位槽,以及设置于上中心孔对应柱体的与定位槽匹配的定位凸台。3.根据权利要求2所述的一种高同心度注塑成型模具,其特征在于:定位槽为圆形槽体或规则的多边形槽体。4.根据权利要求1-3任意一项所述的一种高同心度注塑成型模具,其特征在于:外壳对应体包括下对应块、与下对应块拼接形成线圈骨架外型的拼接块、以及与下对应块对应设置的用于形成线圈骨架顶部外型的上对应块。5.根据权利要求4所述的一种高同心度注塑成型模具,其特征在于:外壳对应体两侧均设置有顶持块,一侧的顶持块顶持拼接块,且顶持块顶持拼接块的端面位竖直平面。6.根据权利要求5所述的一种高同心度注塑成型模具,其特征在于:顶持块另一侧端面位斜坡面,且模架上对应设置有用于压持顶持快的斜坡面的压持固定块。7.根据权利要求6所述的一种高同心度注塑成型模具,其特征在于:顶持块还通过斜向固定杆固定连接模架。
技术总结
本实用新型高同心度注塑成型模具,包括模芯,模芯包括对应形成线圈骨架的外壳对应体,且外壳对应体对应设置有中心孔对应柱,中心孔对应柱与外壳对应体对应形成线圈骨架型腔;中心孔对应柱包括下中心孔对应柱体,下中心孔对应柱体通过精准定位结构连接上中心孔对应柱体,通过精准定位结构使下中心孔对应柱体和上中心孔对应柱体形成组合式高同心度模腔结构。本实用新型通过精准定位结构进行分离式的设置线圈骨架的中心孔模腔,精准定位结构使下中心孔对应柱体和上中心孔对应柱体形成组合式高同心度模腔结构,保证线圈骨架中心孔成型的同心度,保证产品的生产的稳定性及合格率。保证产品的生产的稳定性及合格率。保证产品的生产的稳定性及合格率。
技术研发人员:王飞龙
受保护的技术使用者:苏州纽微塑胶有限公司
技术研发日:2021.09.18
技术公布日:2022/1/25
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1