一种聚氯乙烯流延膜挤出机专用螺杆的制作方法
1.本实用新型涉及属于高分子材料加工机械技术领域,涉及一种挤出机的螺杆结构,尤其涉及一种聚氯乙烯流延膜挤出机专用螺杆。
背景技术:
2.挤出机用于对多种颗粒原料进行充分混合挤压后并输出,主要用在塑料或橡胶制造领域。工作时挤出机将原料加热使之呈粘流状,在加压的情况下,使之通过具有一定形状的口模,而成为截面与口模形状相仿的连续体然后通过冷却,使之具有一定几何形状和尺寸的原料由粘流态变为高弹态,最后冷却定型为玻璃态,得到所需要的制品。
3.聚氯乙烯流延膜挤出机,是指干燥好的聚氯乙烯塑料通过挤出机下料口进入螺杆与机筒之间的容腔里面,通过螺杆旋转的斜棱面对塑料产生与斜棱面相垂直的推力,将塑料向前推移,推移过程中,由于塑料与螺杆、塑料与机筒之间的摩擦以及粒子间的摩擦,同时机筒外部加热而逐步熔化,熔融的塑料经计量泵、模具等挤出成薄膜。现有的标准挤出机的螺杆结构一般为普通三段式(进料段、压缩段、计量段),从进料段到计量段为壹条螺棱。由于聚氯乙烯熔体属非牛顿型的假性流体,剪切速度越大,表观粘度越小,且变化相当灵敏。升高温度,粘度降低不多,即使塑料在分解温度以下,但因长时间处于较高温度,也会起热及氧化降解现象,而影响其性能。
技术实现要素:
4.本实用新型所要解决的技术问题是针对上述现有技术提供一种聚氯乙烯流延膜挤出机专用螺杆,具有结构设计合理、物料在螺杆里能够混炼均匀,不会过剪切且保证制品表面无晶点的特点。
5.本实用新型解决上述技术问题所采用的技术方案为:一种聚氯乙烯流延膜挤出机专用螺杆,包括螺杆,所述螺杆从进料到出料沿长度方向依次分为进料段、压缩段和计量段,所述进料段、压缩段和计量段的螺杆圆柱面上沿长度方向设有螺旋片,所述螺旋片与螺杆之间形成螺槽和螺棱,其特征在于:所述螺杆上还设有混炼段,所述混炼段包括间隔设于计量段的螺杆圆柱面上的多排销钉,所述螺杆的长径比28:1-32:1。
6.为了使混炼均匀,作为改进,每排销钉均设于计量段的螺槽内,并且相邻的两排销钉分别位于沿螺杆圆柱面轴向对称设置的第一区域和第二区域。
7.优选地,所述销钉为5~6排圆柱形或方形销钉。
8.进一步,每排销钉等间隔设置在计量段。
9.再改进,所述进料段的螺槽深度相同,所述压缩段的螺槽深度逐渐变浅到计量段,所述计量段的螺槽深度相同。
10.再改进,所述进料段的长度<压缩段的长度<计量段的长度。
11.再改进,所述计量段的长度占螺杆总长度的45%~55%。
12.进一步地,所述压缩段的螺杆直径逐渐增大。
13.优选地,所述螺杆的长径比为28:1,所述螺杆直径φ80~φ160mm。
14.最后,所述计量段的尾端呈圆锥形。
15.与现有技术相比,本实用新型的优点在于:通过在螺杆上设置混炼段以使融料流过混炼段时,产生剪切发热,提高塑料塑化均匀度,另通过将螺杆上混炼段的多排销钉间隔设于计量段的螺杆圆柱面上,可使得物料在计量段处经过多次混炼搅拌,以保证制品表面无晶点,并且物料在螺杆里能够混炼均匀,不会过剪切。因此本螺杆结构设计合理,光泽度好,厚度均匀,提高产品质量。
附图说明
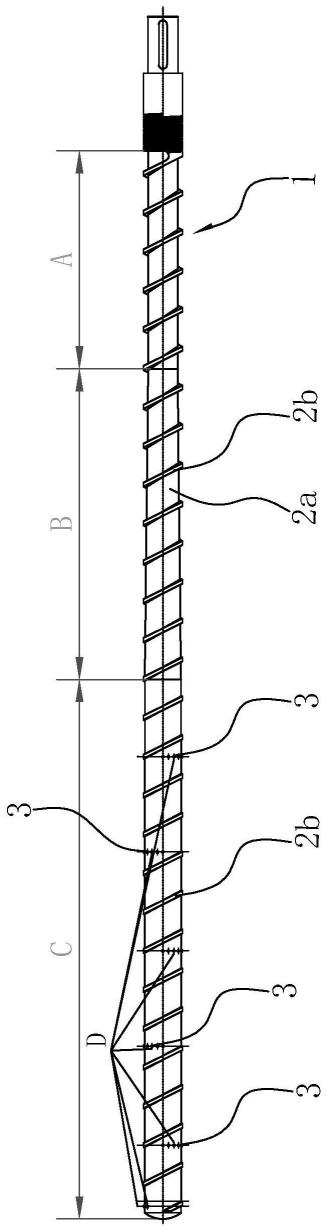
16.图1为本实用新型实施例中螺杆的结构示意图。
具体实施方式
17.以下结合附图实施例对本实用新型作进一步详细描述。
18.如图1所示,本实施例中的聚氯乙烯流延膜挤出机专用螺杆包括螺杆1,螺杆1从进料到出料沿长度方向依次分为进料段a、压缩段b和计量段c,进料段a、压缩段b和计量段c的螺杆圆柱面上沿长度方向设有螺旋片,螺旋片与螺杆1之间形成螺槽2a和螺棱2b,计量段c的尾端呈圆锥形;其中,进料段a的螺棱2b螺距相同且螺槽2a深度相同,压缩段b的螺槽2a深度逐渐变浅到计量段c,压缩段b的螺杆直径逐渐增大,计量段c的螺棱2b螺距相同且螺槽2a深度相同,这样能保证聚氯乙烯能进行充分的压缩塑化并排出水汽。另外,螺杆1上还设有混炼段d,混炼段d包括间隔设于计量段c的螺杆圆柱面上的多排销钉3,销钉3可以为圆柱形或方形销钉,每排销钉3均设于计量段c的螺槽2a内,并且相邻的两排销钉3分别位于沿螺杆圆柱面轴向对称设置的第一区域和第二区域,每排销钉3均远离计量段c的螺棱2b设置,融料流过混炼段d时,产生剪切发热,也能使未熔融物料塑化;本实施例中,销钉3为5排,每排销钉3等间隔设置在计量段c。
19.本实施例中,进料段a的长度<压缩段b的长度<计量段c的长度,计量段c的长度占螺杆1总长度的45%~55%;另外,如果螺杆1长径比过小,则聚氯乙烯在螺杆1里面不能够充分熔融塑化,会导致产品有晶点,长径比过大,则会过度塑化,因此本实施例的螺杆1的长径比为28:1,其中,进料段a的长径比为5:1,压缩段b的长径比为8:1和计量段c的长径比为15:1,以保证聚氯乙烯在螺杆1里面能够充分熔融塑化,同时设定螺杆1的直径为φ80~φ160mm。
20.本实施例经实际使用,可使得物料在计量段c处经过多次混炼搅拌,从而保证制品表面无晶点,光泽度好,厚度均匀,提高产品质量,并且物料在螺杆1里能够混炼均匀,不会过剪切。
21.以上所述仅是本实用新型的优选实施方式,应当指出,对于本技术领域的普通技术人员来说,在不脱离本实用新型技术原理的前提下,还可以做出若干改进和润饰,这些改进和润饰也应视为本实用新型的保护范围。
技术特征:
1.一种聚氯乙烯流延膜挤出机专用螺杆,包括螺杆,所述螺杆从进料到出料沿长度方向依次分为进料段、压缩段和计量段,所述进料段、压缩段和计量段的螺杆圆柱面上沿长度方向设有螺旋片,所述螺旋片与螺杆之间形成螺槽和螺棱,其特征在于:所述螺杆上还设有混炼段,所述混炼段包括间隔设于计量段的螺杆圆柱面上的多排销钉,所述螺杆的长径比28:1-32:1。2.根据权利要求1所述的聚氯乙烯流延膜挤出机专用螺杆,其特征在于:每排销钉均设于计量段的螺槽内,并且相邻的两排销钉分别位于沿螺杆圆柱面轴向对称设置的第一区域和第二区域。3.根据权利要求2所述的聚氯乙烯流延膜挤出机专用螺杆,其特征在于:所述销钉为5~6排圆柱形或方形销钉。4.根据权利要求3所述的聚氯乙烯流延膜挤出机专用螺杆,其特征在于:每排销钉等间隔设置在计量段。5.根据权利要求1所述的聚氯乙烯流延膜挤出机专用螺杆,其特征在于:所述进料段的螺槽深度相同,所述压缩段的螺槽深度逐渐变浅到计量段,所述计量段的螺槽深度相同。6.根据权利要求1~5任一项所述的聚氯乙烯流延膜挤出机专用螺杆,其特征在于:所述进料段的长度<压缩段的长度<计量段的长度。7.根据权利要求6所述的聚氯乙烯流延膜挤出机专用螺杆,其特征在于:所述计量段的长度占螺杆总长度的45%~55%。8.根据权利要求1~5任一项所述的聚氯乙烯流延膜挤出机专用螺杆,其特征在于:所述螺杆的长径比为28:1,所述螺杆直径φ80~φ160mm。9.根据权利要求1~5任一项所述的聚氯乙烯流延膜挤出机专用螺杆,其特征在于:所述压缩段的螺杆直径逐渐增大。10.根据权利要求1~5任一项所述的聚氯乙烯流延膜挤出机专用螺杆,其特征在于:所述计量段的尾端呈圆锥形。
技术总结
本实用新型涉及一种聚氯乙烯流延膜挤出机专用螺杆,包括螺杆,所述螺杆从进料到出料沿长度方向依次分为进料段、压缩段和计量段,所述进料段、压缩段和计量段的螺杆圆柱面上沿长度方向设有螺旋片,所述螺旋片与螺杆之间形成螺槽和螺棱,其特征在于:所述螺杆上还设有混炼段,所述混炼段包括间隔设于计量段的螺杆圆柱面上的多排销钉,所述螺杆的长径比28:1-32:1。本实用新型通过将螺杆上混炼段的多排销钉间隔设于计量段的螺杆圆柱面上,可使得物料在计量段处经过多次混炼搅拌,以保证制品表面无晶点,并且物料在螺杆里能够混炼均匀,不会过剪切。因此本螺杆结构设计合理,光泽度好,厚度均匀,提高产品质量。提高产品质量。提高产品质量。
技术研发人员:黄伟红 庄乾 王志军
受保护的技术使用者:浙江金海塑料机械有限公司
技术研发日:2021.12.10
技术公布日:2022/6/20
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1