一种适用于脆性材料铸造用内浇道的制作方法
1.本实用新型涉及铸造行业技术领域,尤其涉及一种适用于脆性材料铸造用内浇道。
背景技术:
2.脆性材料在外力作用下仅产生很小的变形即破坏断裂的材料,聚合物脆性与聚合物结构及使用条件有关,柔性链高分子聚合物脆性小,韧性好;刚性链高分子则相反,脆性材料铸造时容易出现内浇口带肉导致铸件缺材现象。
3.现有技术中的脆性材料铸造用内浇道,存在以下问题:脆性材料在铸造零件时采用平时常用内浇道铸造时,在后续容易出现内浇口带连导致铸件缺材,使零件直接报废的情况,成为了制约脆性材料生产的瓶颈。
4.因此,亟需设计一种适用于脆性材料铸造用内浇道来解决上述问题。
技术实现要素:
5.本实用新型的目的是为了解决现有技术中存在的缺点,而提出的一种适用于脆性材料铸造用内浇道。
6.为了实现上述目的,本实用新型采用了如下技术方案:
7.一种适用于脆性材料铸造用内浇道,包括铸型腔架,所述铸型腔架的外部设置有横浇道,所述铸型腔架和横浇道之间设置有内浇道本体,所述内浇道本体包括有小头端,且小头端的一端与横浇道的一侧连通,所述小头端的另一端固定有大头端,且大头端的一端与铸型腔架的外侧连通,所述内浇道本体的一端开有连通孔,所述铸型腔架和横浇道通过内浇道本体内的连通孔连通,所述铸型腔架的内形成有铸件。
8.进一步的,所述横浇道的一侧设置有进料管,且进料管与横浇道连通。
9.进一步的,所述内浇道本体的外部设置有凹槽,且凹槽位于小头端和大头端之间。
10.本实用新型的有益效果为:
11.1.通过设置的内浇道本体,通过内浇道本体的大头端与铸件接触的铸型腔架的外边相连接,小头端与横浇道相连接,由于大头端与铸件相连接通,增加内浇道本体与铸件接触的面积,使铸件在冷却时不会因局部温度巨大差异导致内浇道带连,从而获得完美的铸件,内浇道本体解决了因内浇道带连导致铸件缺材,导致铸件报废的问题,提高了产品成品率,节约了成本。
附图说明
12.图1为本实用新型提出的一种适用于脆性材料铸造用内浇道的应用结构示意图;
13.图2为本实用新型提出的一种适用于脆性材料铸造用内浇道的剖视结构示意图;
14.图3为本实用新型提出的一种适用于脆性材料铸造用内浇道的整体结构示意图;
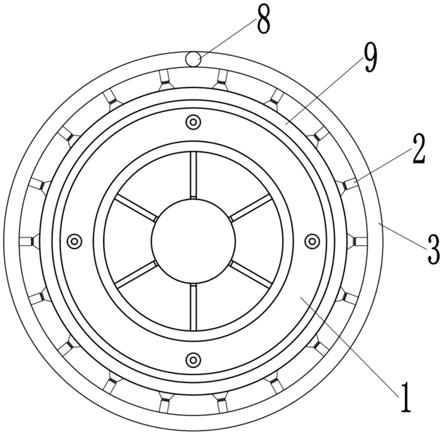
15.图4为本实用新型提出的一种适用于脆性材料铸造用内浇道的主视结构示意图。
16.图中:1、铸件;2、内浇道本体;3、横浇道;4、小头端;5、大头端;6、凹槽;7、连通孔;8、进料管;9、铸型腔架。
具体实施方式
17.下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本实用新型一部分实施例,而不是全部的实施例。基于本实用新型中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本实用新型保护的范围。
18.需要说明的是,当组件被称为“固定于”另一个组件,它可以直接在另一个组件上或者也可以存在居中的组件。当一个组件被认为是“连接”另一个组件,它可以是直接连接到另一个组件或者可能同时存在居中组件。当一个组件被认为是“设置于”另一个组件,它可以是直接设置在另一个组件上或者可能同时存在居中组件。本文所使用的术语“垂直的”、“水平的”、“左”、“右”以及类似的表述只是为了说明的目的。
19.除非另有定义,本文所使用的所有的技术和科学术语与属于本实用新型的技术领域的技术人员通常理解的含义相同。本文中在本实用新型的说明书中所使用的术语只是为了描述具体的实施例的目的,不是旨在于限制本实用新型。本文所使用的术语“及/或”包括一个或多个相关的所列项目的任意的和所有的组合。
20.请同时参见图1至图4,一种适用于脆性材料铸造用内浇道,包括铸型腔架9,铸型腔架9的外部设置有横浇道3,铸型腔架9和横浇道3之间设置有内浇道本体2,内浇道本体2解决了因内浇道带连导致铸件1缺材,导致铸件1报废的问题,提高了产品成品率,节约了成本,内浇道本体2包括有小头端4,且小头端4的一端与横浇道 3的一侧连通,小头端4的另一端固定有大头端5,且大头端5的一端与铸型腔架9的外侧连通,由于大头端5与铸件1相连接通,增加内浇道本体2与铸件1接触的面积,使铸件1在冷却时不会因局部温度巨大差异导致内浇道带连,从而获得完美的铸件1,内浇道本体2 的一端开有连通孔7,铸型腔架9和横浇道3通过内浇道本体2内的连通孔7连通,铸型腔架9的内形成有铸件1。
21.进一步的,横浇道3的一侧设置有进料管8,铸造脆性材料的原料通过进料管8先进入到横浇道3内,然后原料通过内浇道本体2内的连通孔7进入到铸型腔架9内,且进料管8与横浇道3连通。
22.进一步的,内浇道本体2的外部设置有凹槽6,且凹槽6位于小头端4和大头端5之间。
23.工作原理:使用时,将内浇道本体2的大头端5与铸件1接触的铸型腔架9的外边相连接,小头端4与横浇道3相连接,脆性材料原融化之后的料通过进料管8进入到横浇道3内,横浇道3内的材料通过内浇道本体2中的连通孔7流入到铸型腔架9内形成铸件1,由于大头端5与铸件1相连接通,使铸件1在冷却时不会因局部温度巨大差异导致内浇道带连,从而获得完美的铸件1,内浇道本体2解决了因内浇道带连导致铸件1缺材,导致铸件1报废的问题,提高了产品成品率,节约了成本,本脆性材料铸造用内浇道比较合理,在实际生产中,比以前内浇道带连情况有极为明显的改善。
24.以上所述,仅为本实用新型较佳的具体实施方式,但本实用新型的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本实用新型揭露的技术范围内,根据本实用
新型的技术方案及其实用新型构思加以等同替换或改变,都应涵盖在本实用新型的保护范围之内。
技术特征:
1.一种适用于脆性材料铸造用内浇道,包括铸型腔架(9),其特征在于:所述铸型腔架(9)的外部设置有横浇道(3),所述铸型腔架(9)和横浇道(3)之间设置有内浇道本体(2),所述内浇道本体(2)包括有小头端(4),且小头端(4)的一端与横浇道(3)的一侧连通,所述小头端(4)的另一端固定有大头端(5),且大头端(5)的一端与铸型腔架(9)的外侧连通,所述内浇道本体(2)的一端开有连通孔(7),所述铸型腔架(9)和横浇道(3)通过内浇道本体(2)内的连通孔(7)连通,所述铸型腔架(9)的内形成有铸件(1)。2.根据权利要求1所述的一种适用于脆性材料铸造用内浇道,其特征在于:所述横浇道(3)的一侧设置有进料管(8),且进料管(8)与横浇道(3)连通。3.根据权利要求1所述的一种适用于脆性材料铸造用内浇道,其特征在于:所述内浇道本体(2)的外部设置有凹槽(6),且凹槽(6)位于小头端(4)和大头端(5)之间。
技术总结
本实用新型公开了一种适用于脆性材料铸造用内浇道,包括铸型腔架,铸型腔架的外部设置有横浇道,铸型腔架和横浇道之间设置有内浇道本体,内浇道本体包括有小头端,且小头端的一端与横浇道的一侧连通,小头端的另一端固定有大头端,且大头端的一端与铸型腔架的外侧连通,内浇道本体的一端开有连通孔,铸型腔架和横浇道通过内浇道本体内的连通孔连通,铸型腔架的内形成有铸件。本实用新型大头端与铸件相连接通,增加内浇道本体与铸件接触的面积,使铸件在冷却时不会因局部温度巨大差异导致内浇道带连,从而获得完美的铸件,内浇道本体解决了因内浇道带连导致铸件缺材,导致铸件报废的问题,提高了产品成品率,节约了成本。节约了成本。节约了成本。
技术研发人员:范博
受保护的技术使用者:河北铸熳科技有限公司
技术研发日:2021.12.22
技术公布日:2022/5/15
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1