一种线缆敷设管道内模具的制作方法
1.本实用新型属于管道挤出技术领域,具体涉及一种线缆敷设管道内模具。
背景技术:
2.一些塑料管需要沿着纵向布置电缆、热电偶线等,用于跟随管路铺设传输通讯、监控管路温度等。目前现有的实施方案,有的是跟随管道外侧铺设,额外安装工作量较大,且占用空间多。有的将线缆和管道通过再包覆一层塑料固定,外表面凸出一部分,不美观且占用空间多,生产步骤也较多。有的在后期管道内开槽埋设线缆,然后覆盖线缆,此方法生产步骤也较多,且容易出现开槽碎屑难清理、覆盖线缆不美观或对线缆保护不好的情况。本实用新型提供一种在管道挤出时在模具内敷设线缆的方案,可避免上述问题。
技术实现要素:
3.针对现有技术存在的上述技术问题,本申请的目的在于提供一种线缆敷设管道内模具。
4.所述的一种线缆敷设管道内模具,包括挤出模具、口芯模具、定径套及牵引机构,挤出模具将熔融管胚挤出后依次从口芯模具和定径套内穿过后与牵引机构连接,口芯模具与定径套之间的熔融管胚的横截面为逐渐收缩的倾斜面,口芯模具包括芯模和口模,口模固定套在芯模外侧,其特征在于:所述口模的模壁内穿设有线缆导管,线缆导管内穿设有线缆,线缆的直径略小于线缆导管的内径;线缆导管的入口设置在口模的侧壁外面上,线缆导管的出口从口模的挤出端面斜向内侧穿出,且其穿出的倾斜角度与从口芯模具中挤出的熔融管胚的收缩倾斜角度相匹配,且挤出的熔融管胚能够将线缆导管的出口完全包覆在内。
5.所述的一种线缆敷设管道内模具,其特征在于:所述口模内壁上还固定设有用于增强和保护线缆导管的分流梭;线缆导管分为前后两段,前段导管穿设在口模的模壁内,后段导管从分流梭的内部穿过,线缆导管的出口从分流梭中穿出并稍稍伸出至口模的挤出端面外;其中,分流梭远离口模内壁的一侧面为平面,该平面与芯模外表面之间的间距,小于或等于线缆导管出口与芯模外表面之间的间距。
6.所述的一种线缆敷设管道内模具,其特征在于:沿着融管胚的挤出方向,所述分流梭分为三段,依次为半梭形前段、分流梭平直段以及分流梭渐缩段,分流梭平直段的宽度大于线缆导管的直径,分流梭渐缩段远离分流梭平直段的一端为圆弧端,该圆弧端位于口模的挤出端面内侧,且该圆弧端的直径与线缆导管的直径相同;线缆导管的后段导管从分流梭平直段的内部穿过,且线缆导管的出口从分流梭渐缩段的圆弧端向外穿出。
7.所述的一种线缆敷设管道内模具,其特征在于:口模的侧壁外面上设有入口斜块,线缆导管的入口设置在口模侧壁外面上的入口斜块上,线缆导管的入口倾斜设置且为扩口,以方便线缆导入。
8.相较于现有技术,本申请取得的有益效果是:
9.熔融管胚挤出后,经过牵引、调节外径和壁厚等尺寸达标后,再将线缆导入熔融管
胚的料流中,避免浪费线缆。随着料流被后端拉伸向定径套方向收缩,将线缆压住一起向前进,随着管道冷却定形,线缆被敷设入管道内,生产步骤简单且线缆完全被敷设至管道内,外表美观且对线缆保护效果好。
附图说明
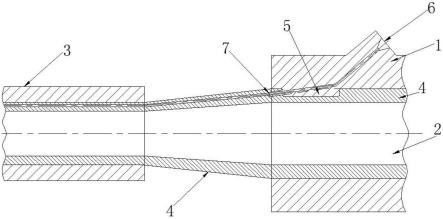
10.图1为本申请线缆敷设管道内模具的截面结构示意图;
11.图2为口芯模具及线缆导管、分流梭的截面结构示意图;
12.图3为图2中a-a向口模的结构示意图;
13.图4为口芯模具及线缆导管、分流梭的侧视图;
14.图5为图4中b处的放大图。
具体实施方式
15.下面结合具体实施例对本发明作进一步说明,但本发明的保护范围并不限于此。
16.实施例:对照图1-5
17.一种线缆敷设管道内模具,包括挤出模具、口芯模具、定径套及牵引机构,挤出模具将熔融管胚挤出后依次从口芯模具和定径套3内穿过后与牵引机构连接,口芯模具包括芯模2和口模1,口模1固定套在芯模2外侧。对照图1中,口芯模具与定径套3之间的熔融管胚的横截面为逐渐收缩的倾斜面。
18.口模安装在挤出模具的末端,口模内设有用于通线缆的与线缆数量对应的导管和分流梭,与口模为一体化结构。
19.口模1的模壁内穿设有线缆导管7,线缆导管7内穿设有线缆8,线缆8的直径略小于线缆导管7的内径;线缆导管7的入口设置在口模1的侧壁外面上,线缆导管7的出口从口模1的挤出端面斜向内侧穿出,且其穿出的倾斜角度与从口芯模具中挤出的熔融管胚的收缩倾斜角度相匹配,且挤出的熔融管胚能够将线缆导管7的出口完全包覆在内。由于熔融管胚的物料挤出后压力已经释放,无论是牵引还是不牵引下,熔融物料都不会返流进入线缆导管中。
20.口模1内壁上固定设有用于增强和保护线缆导管的分流梭5。对照图1中,线缆导管7分为前后两段,前段导管穿设在口模1的模壁内,后段导管从分流梭5的内部穿过,线缆导管7的出口从分流梭5中穿出并稍稍伸出至口模1的挤出端面外;其中,分流梭5远离口模1内壁的一侧面为平面,该平面与芯模2外表面之间的间距,小于或等于线缆导管7出口与芯模2外表面之间的间距。也就是说,对照图1中分流梭底部低于等于线缆导管底部,可减小料流对线缆导管的冲击,并在调节管材壁厚均匀度时防止导管碰到芯模起到保护作用。
21.对照图3中,沿着融管胚的挤出方向,分流梭5分为三段,依次为半梭形前段501、分流梭平直段502以及分流梭渐缩段503,分流梭平直段502的宽度大于线缆导管7的直径,分流梭渐缩段503远离分流梭平直段502的一端为圆弧端,该圆弧端位于口模1的挤出端面内侧,且该圆弧端的直径与线缆导管7的直径相同;线缆导管7的后段导管从分流梭平直段502的内部穿过,且线缆导管7的出口从分流梭渐缩段503的圆弧端向外穿出。也就是说,半梭形前段的结构设计能够减少料流流过时的阻力,分流梭后端的圆角半径与线缆导管半径相同,分流梭后端的圆角在口模端面内结束,使物料填充回线缆导管所占空间从而覆盖线缆。
22.对照图4中,口模1的侧壁外面上设有入口斜块9,线缆导管7的入口设置在口模1侧壁外面上的入口斜块9上,线缆导管7的入口倾斜设置且为扩口6,以方便线缆导入。
23.在本申请中,定径套为常规定径套,可对物料外表面进行真空吸附和冷却。物料开机挤出后,经过牵引、调节外径和壁厚等尺寸达标后,再将线缆导入料流中,避免浪费线缆。随着料流被后端拉伸向定径套方向收缩,将线缆压住一起向前进,随着管道冷却定形,线缆被敷设入管道内。
24.本说明书所述的内容仅仅是对发明构思实现形式的列举,本发明的保护范围不应当被视为仅限于实施例所陈述的具体形式。
技术特征:
1.一种线缆敷设管道内模具,包括挤出模具、口芯模具、定径套及牵引机构,挤出模具将熔融管胚挤出后依次从口芯模具和定径套(3)内穿过后与牵引机构连接,口芯模具与定径套(3)之间的熔融管胚的横截面为逐渐收缩的倾斜面,口芯模具包括芯模(2)和口模(1),口模(1)固定套在芯模(2)外侧,其特征在于:所述口模(1)的模壁内穿设有线缆导管(7),线缆导管(7)内穿设有线缆(8),线缆(8)的直径略小于线缆导管(7)的内径;线缆导管(7)的入口设置在口模(1)的侧壁外面上,线缆导管(7)的出口从口模(1)的挤出端面斜向内侧穿出,且其穿出的倾斜角度与从口芯模具中挤出的熔融管胚的收缩倾斜角度相匹配,且挤出的熔融管胚能够将线缆导管(7)的出口完全包覆在内。2.如权利要求1所述的一种线缆敷设管道内模具,其特征在于:所述口模(1)内壁上还固定设有用于增强和保护线缆导管的分流梭(5);线缆导管(7)分为前后两段,前段导管穿设在口模(1)的模壁内,后段导管从分流梭(5)的内部穿过,线缆导管(7)的出口从分流梭(5)中穿出并稍稍伸出至口模(1)的挤出端面外;其中,分流梭(5)远离口模(1)内壁的一侧面为平面,该平面与芯模(2)外表面之间的间距,小于或等于线缆导管(7)出口与芯模(2)外表面之间的间距。3.如权利要求2所述的一种线缆敷设管道内模具,其特征在于:沿着融管胚的挤出方向,所述分流梭(5)分为三段,依次为半梭形前段(501)、分流梭平直段(502)以及分流梭渐缩段(503),分流梭平直段(502)的宽度大于线缆导管(7)的直径,分流梭渐缩段(503)远离分流梭平直段(502)的一端为圆弧端,该圆弧端位于口模(1)的挤出端面内侧,且该圆弧端的直径与线缆导管(7)的直径相同;线缆导管(7)的后段导管从分流梭平直段(502)的内部穿过,且线缆导管(7)的出口从分流梭渐缩段(503)的圆弧端向外穿出。4.如权利要求1所述的一种线缆敷设管道内模具,其特征在于:口模(1)的侧壁外面上设有入口斜块(9),线缆导管(7)的入口设置在口模(1)侧壁外面上的入口斜块(9)上,线缆导管(7)的入口倾斜设置且为扩口(6),以方便线缆导入。
技术总结
本申请公开了一种线缆敷设管道内模具,包括挤出模具、口芯模具、定径套及牵引机构,口芯模具包括芯模和口模,口模固定套在芯模外侧,口模的模壁内穿设有线缆导管,线缆导管内穿设有线缆;线缆导管的入口设置在口模的侧壁外面上,线缆导管的出口从口模的挤出端面斜向内侧穿出,且其穿出的倾斜角度与从口芯模具中挤出的熔融管胚的收缩倾斜角度相匹配,且挤出的熔融管胚能够将线缆导管的出口完全包覆在内。本申请的模具工作时,熔融管胚挤出后,随着熔融管胚的料流被后端拉伸向定径套方向收缩,将线缆压住一起向前进,随着管道冷却定形,线缆被敷设入管道内,生产步骤简单且线缆完全被敷设至管道内,外表美观且对线缆保护效果好。外表美观且对线缆保护效果好。外表美观且对线缆保护效果好。
技术研发人员:黄咸伟 刘秦元 周庆国 霍福磊
受保护的技术使用者:临海伟星新型建材有限公司
技术研发日:2021.12.29
技术公布日:2023/1/12
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1