用于通过辊在膜上产生微结构的方法与流程
用于通过辊在膜上产生微结构的方法
背景技术:
技术领域
1.本披露涉及一种用于通过将球面微结构模具模块设计结合至压延辊中而在膜上产生微结构的方法。
2.相关技术说明
3.已经设计出用于眼科镜片产品的较大微结构阵列。眼科镜片产品通常由镜片和膜组成,并且膜通常层压在镜片的光学表面上。眼科镜片的光学表面通常是球面的。然而,因为膜在施加至镜片之前是平面表面,所以在将光学表面上的微结构阵列转换到膜表面时,微结构阵列会变形。
4.前述“背景技术”说明是为了总体上介绍本披露的上下文。在本背景部分中所描述的发明人的工作成果、以及在提交时可能不被认定为现有技术的本说明的方面,既不明确地也不隐含地承认为针对本披露的现有技术。
技术实现要素:
5.本披露涉及一种设计要结合至压延辊中以在膜上产生微结构的球面微结构模具模块的方法。
6.根据实施例,本披露涉及一种设计要结合至压延辊中以在平面表面上产生微结构的球面微结构模具模块的方法,该方法包括:计算该球面微结构模具模块的第一微结构点的截面平面表面上的第一曲率;计算该球面微结构模具模块的球面表面的第二曲率;测量该球面表面的半径,该半径从该球面表面的中心到该第一微结构点;以及确定该微结构在该平面表面上的定位,该定位由该第一曲率、该第二曲率和该半径推导而出,其中,该第一曲率在该截面平面表面上的第一线与第二线之间,该第一曲率是该第一微结构点在该球面微结构模具模块上的经度,该第二曲率在该球面表面上的第三线与第四线之间,该第二曲率是该第一微结构点在该球面微结构模具模块上的纬度。
7.根据实施例,本披露进一步涉及一种在膜上压延出一个或多个微结构阵列的方法,该方法包括:将热塑性膜挤出在第一辊与第二辊之间;以及通过该第二辊在该热塑性膜上压印出一个或多个微结构阵列,该第二辊具有一个或多个单独的微结构模具模块,该一个或多个单独的微结构模具模块中的每个微结构模具模块对应于该一个或多个微结构阵列中的微结构阵列,其中,该第一辊和该第二辊被控制达到预定温度和预定压力,该第一辊包括光滑圆筒,该第二辊包括圆筒和该一个或多个单独的微结构模具模块,该一个或多个单独的微结构模具模块在该圆筒上。
8.根据实施例,本披露进一步涉及一种辊结构,该辊结构包括:辊结构,该辊结构包括圆筒;至少一个球面微结构模具模块,该至少一个球面微结构模具模块附接至该圆筒;以及至少一个微结构模具阵列,该至少一个微结构模具阵列设置在该至少一个球面微结构模具模块中的相应球面微结构模具模块的球面表面上,其中,应用该至少一个微结构阵列是
为了在接触该辊结构的热塑性膜上形成微结构阵列,其中,该球面微结构模具模块包括一个或多个微结构模具,并且该微结构阵列被设计成设置在球面眼科镜片表面上。
9.根据实施例,本披露进一步涉及一种用于将微结构设置在眼科镜片的光学膜上的膜,该膜包括该光学膜上的一个或多个微结构阵列,该光学膜上的该一个或多个微结构阵列是通过辊形成的,其中,该辊包括一个或多个单独的微结构模具模块,该一个或多个单独的微结构模具模块中的每个微结构模具模块对应于该光学膜上的该一个或多个微结构阵列中的相应微结构阵列,并且其中,每个微结构在该一个或多个微结构阵列中的定位是基于该眼科镜片的光学膜的曲率和半径确定的。
10.前面的段落是作为一般性介绍提供的,而不旨在限制所附权利要求的范围。通过参考以下结合附图的详细说明,将最佳地理解所描述的实施例以及进一步的优点。
附图说明
11.通过参考以下结合附图考虑的详细描述,本披露内容及其许多附带优点变得更好理解,从而将容易获得对其更全面的了解,在附图中:
12.图1是根据本披露的示例性实施例的用于将微结构阵列从球面表面转换到平面表面的方法的图示;
13.图2是根据本披露的示例性实施例的计算与微结构阵列在球面表面上的定位相对应的微结构阵列在平面表面上的定位的图示;
14.图3是根据本披露的示例性实施例的设计要结合至压延辊中以产生微结构的球面微结构模具模块的流程图;
15.图4a是根据本披露的示例性实施例的单独的微结构模具模块的俯视图的图示,该单独的微结构模具模块在球面表面上具有微结构阵列;
16.图4b是根据本披露的示例性实施例的单独的微结构模具模块的截面视图的图示,该单独的微结构模具模块在球面表面上具有微结构阵列;
17.图5是根据本披露的示例性实施例的具有不同微结构设计的一个或多个单独的微结构模具模块的图示;
18.图6是根据本披露的示例性实施例的在压延辊上的不同微结构设计的图示;
19.图7是根据本披露的示例性实施例的通过辊进行膜挤出和微结构压印的系统的图示;
20.图8是根据本披露的示例性实施例的膜在被图7中的系统压印之后具有微结构阵列的图示;
21.图9是根据披露的示例性实施例的通过辊在膜上创建微结构阵列的方法的流程图。
具体实施方式
22.如本文所使用的术语“一”或“一个”被定义为一个或多于一个。如本文所使用的术语“多个”被定义为两个或多于两个。如本文所使用的术语“另一个”被定义为至少第二个或更多。如本文所使用的术语“包含”和/或“具有”被定义为包括(即,开放性语言)。在整个本文件中提及“一个实施例”、“某些实施例”、“实施例”、“实施方式”、“示例”或类似术语意味
着结合实施例描述的具体特征、结构或特点包含在本披露的至少一个实施例中。因此,在整个本说明书中这样的短语的出现或在各个地方的出现不一定都指的是同一个实施例。另外,具体特征、结构或特点可以在一个或多个实施例中以任何适当的方式无限制地组合。
23.术语“约”和“大致”被定义为接近本领域技术人员所理解的。
24.本披露的方法可以“包括”整个本说明书披露的具体成分、组分、组合物等、“基本上由”或“由”整个本说明书披露的具体成分、组分、组合物等组成。
25.根据实施例,本披露描述了一种将具有不同光学设计的针对球面表面(例如,眼科表面)设计的微结构阵列转换到平面表面(例如,压延辊表面)的方法。例如,这种方法可以用于将微结构阵列设计从眼科表面转换到压延辊表面。相应地,可以减少与专门针对球面表面或平面表面设计微结构阵列相关联的时间和成本。
26.根据实施例,本披露描述了一种设计要结合至压延辊中以在平面表面上产生微结构的球面微结构模具模块的方法。例如,设计球面微结构模具模块的方法可以用于通过压延辊用球面表面在膜上高效地压印出微结构。
27.根据实施例,本披露描述了一种在膜上压延一个或多个微结构阵列的方法。例如,在膜上压延出一个或多个微结构阵列的方法可以用于在具有不同光学性质和尺寸(例如球镜度和柱镜度、例如单光视力或渐进视力、非球面透镜直径或球面透镜直径或其他透镜直径)的眼科镜片的光学膜上压延出微结构阵列。
28.根据实施例,本披露描述了一种设计由具有一种或多种微结构设计的单独的可互换模块制成的压延辊套的方法。可以组装或移除每个单个模块,而不会影响其他模块。相应地,可以减少与生产具有不同微结构、不同光学性质、不同尺寸的眼科镜片相关联的时间和成本。
29.现在转到附图,现在将参考图1描述将微结构阵列从球面表面(例如,具有不同光学设计的眼科镜片上的眼科表面)转换到平面表面(例如,压延辊表面)的示意性图示。眼科镜片的材料可以是聚碳酸酯(pc)、聚甲基丙烯酸甲酯(pmma)、聚苯乙烯、聚苯乙烯马来酸酐、聚酰胺、热塑性聚氨酯、热固性聚氨酯、聚酯、共聚酯、聚砜、环烯烃共聚物(oco)、聚二氧苯、烯丙基二甘醇碳酸酯、聚硫胺甲酸酯、环硫聚合物、环氧树脂、聚(甲基)丙烯酸酯、聚硫代甲基丙烯酸酯、或其组合。压延辊表面的材料可以是热塑性材料、玻璃、金属、或其组合。压延辊表面的材料可以具有软化温度和/或玻璃化转变温度介于60℃到240℃之间的材料。
30.根据实施例,示意性图示100描绘了将球面表面102上的微结构阵列106的设计转换为平面表面104上的微结构阵列108。微结构阵列106由球面表面102上的所有空心圆表示。微结构阵列106可以是针对球面表面102的特定微结构阵列设计,该微结构阵列设计稍后将被转换为平面表面104上的微结构阵列108。微结构阵列108由平面表面104上的所有点线圆表示。
31.根据实施例,微结构阵列可以包括光学微结构,比如微沟槽、微棱镜、微透镜、菲涅尔微结构阵列、衍射结构、微透镜阵列、蛾眼微结构阵列等。微结构阵列可以具有微结构阵列中的不同形状,例如方形、圆形、椭圆形、三角形、或其组合。微结构阵列可以具有针对微结构阵列的一个或多个变量,例如微结构阵列的长度、宽度、间距、占空比等。微结构可以设置在膜表面上,这些膜的直径通常为大约百分之一毫米至约2毫米(0.01mm至2mm)并且高度通常为约1微米,但高度可以介于0.01μm到100μm之间。
32.在实施例中,球面表面102可以是眼科镜片的表面。眼科镜片可以在表面上包含膜结构,例如单层膜结构、多层膜结构、层压件、或其组合。相应地,特定的微结构阵列可以仅设计在眼科镜片上的特定膜结构上并且可以是或可以不是可互换的。
33.根据实施例,膜结构可以是包括光致变色染料、蓝光截止染料、uv截止染料、ir截止染料或任何其他功能组分的单层膜结构。
34.根据实施例,膜结构可以是包括至少一个层的多层膜结构,该至少一个层包括光致变色染料、蓝光截止染料、uv截止染料、ir截止染料或任何其他功能组分。
35.在实施例中,微结构阵列106上的微结构可以基于一个或多个参数(例如,半径、曲率、定位等)从球面表面102转换到平面表面104。将参考图2更详细地描述这种转换。
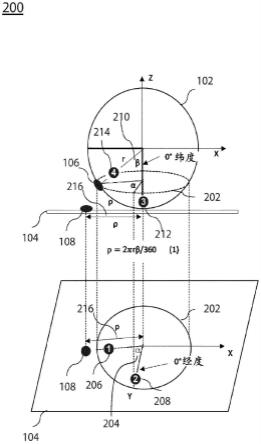
36.在实施例中,以及参考图2,将微结构阵列中的微结构从球面表面102转换到图2中的平面表面202可以如示意性图示200中所展示的实现。例如,可以使用图2中的各种参数计算与微结构阵列108的微结构点在平面表面104上的定位相对应的微结构阵列106的微结构点在球面表面102上的定位。在以下段落中更详细地描述了这些参数。
37.根据实施例,参考图2,图2中展示了球面表面102和平面表面104。图2中还展示了截面平面表面202。在实施例中,截面平面表面202可以与微结构阵列106的微结构点在同一表面上。截面平面表面202可以平行于平面表面104。截面平面表面202可以垂直于线212(例如,图2中的线3)。线212可以被定义为球面表面102的零度纬度(例如,0度)。
38.根据实施例,可以在截面平面表面202上的线206与线208之间计算图2中的第一曲率204(例如,第一角度α)。线206(例如,图2中的线1)可以是图2中的球面表面102的半径(例如,线214)的投影线。投影线206可以在截面平面表面202上。在实施例中,第一曲率可以是微结构阵列106的微结构点在球面表面102上的经度。线208(例如,图2中的线2)可以从截面平面表面202的中心延伸至截面平面表面202的边缘。在实施例中,线208可以被定义为球面表面102上的零度经度(例如,0度经度)。
39.根据实施例,可以在线212与线214之间计算图2中的第二曲率210(例如,第二角度β)。线212(例如,图2中的线3)可以从球面表面102的中心延伸至球面表面102的边缘。球面表面在线212上的边缘也可以在平面表面104上。线212可以与平面表面104接触。线212可以从球面表面102的中心延伸至球面表面102的底部,并且球面表面102的底部可以在平面表面104上。线212可以垂直于平面表面104。在实施例中,线212可以被定义为球面表面102的零度纬度(例如,0度纬度)。第二曲率210可以被计算为微结构阵列106的微结构点在球面表面102上的纬度。
40.根据实施例,线214可以是球面表面102的半径(例如,图2中的r)。线214(例如,图2中的线4)可以从球面表面102的中心延伸至微结构阵列106的微结构点。在实施例中,球面表面102的半径r可以介于50mm到800mm之间。
41.根据实施例,在通过上文所描述的参数(例如,第一曲率204、第二曲率210和半径214)计算与微结构阵列108的微结构点在平面表面104上的定位(例如,图2中的ρ)相对应的微结构阵列106的微结构点在球面表面102上的定位之后。在实施例中,微结构阵列108的微结构点的定位可以被描述为(α,ρ)。微结构阵列108的微结构点在平面表面104上的定位可以由第一曲率α和长度ρ(例如,216)来定义,长度ρ可以通过如下等式1计算。
42.ρ=2πrβ/360
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
(等式1)
43.其中ρ是微结构阵列108的微结构点在平面表面104上的长度,r是球面表面102的半径214,并且β是第二曲率210。在实施例中,例如,微结构阵列108的微结构点在平面表面104上的定位可以具有90度的第一曲率α和20mm的长度ρ。
44.根据实施例,以及参考图3,方法300是一种设计要结合至压延辊中以产生微结构的球面微结构模具模块的方法。方法300可以通过首先在步骤302处计算截面平面表面上的第一曲率来实现。先前在图2中描述了第一曲率204。在图2中,第一曲率204可以在截面平面表面202上的线206与线208之间。在图2中,第一曲率204可以表示微结构阵列106的微结构点在球面表面102上的经度。在实施例中,微结构阵列的每个微结构可以对应于微结构模具模块中的每个单独的微结构模具模块。
45.根据实施例,其次,在方法300的步骤304处,方法300通过计算球面表面上的第二曲率来实现。在实施例中,在图2中,第二曲率210可以是球面表面102上的线212与线214之间的角度。在图2中,第二曲率210可以表示微结构阵列106的微结构点在球面表面102上的纬度。
46.根据实施例,再次,在方法300的步骤306处,方法300通过测量球面表面的半径来实现。在实施例中,半径可以是线214(例如,图2中的线4)。球面表面102的半径的范围可以为50mm至800mm。
47.根据实施例,以及参考图3,最后,在方法300的步骤308处,方法300通过确定微结构在平面表面上的定位来实现。在实施例中,对该定位的确定是通过使用等式1以及步骤302、步骤304和步骤306中所提供的参数来实现。步骤302、步骤304和步骤306中的计算的顺序可以不必与图3中的顺序相同。例如,可以在计算第一曲率之前计算第二曲率,或者可以在计算第一曲率和第二曲率之前测量球面表面的半径。
48.在实施例中,以及参考图4a,展示了单独的微结构模具模块的俯视图,该单独的微结构模具模块在球面表面上具有微结构阵列。例如,图4a中的单独的微结构模具模块中的微结构阵列可以是图1中的球面表面102上的微结构阵列106。在实施例中,图4a中的单独的微结构模具模块中的微结构阵列可以是球面微结构模具模块中的微结构模具模块之一。
49.根据实施例,单独的微结构模具模块中的微结构阵列106可以包括光学微结构,比如微沟槽、微棱镜、微透镜、菲涅尔微结构阵列、衍射结构、微透镜阵列、蛾眼微结构阵列等。微结构阵列可以具有微结构阵列中的不同形状,例如方形、圆形、椭圆形、三角形、或其组合。微结构阵列可以具有针对微结构阵列的一个或多个变量,例如微结构阵列的长度、宽度、间距、占空比等。微结构可以设置在膜表面上,并且直径可以介于0.01mm到2mm之间并且高度可以介于0.01μm到100μm之间。
50.根据实施例,图4a中的球面表面102可以是眼科镜片的表面。该镜片可以包含单层膜结构、多层膜结构、或层压件等。
51.在实施例中,以及参考图4b,展示了单独的微结构模具模块的截面视图,该单独的微结构模具模块在球面表面上具有微结构阵列设计。图4b中的微结构阵列设计可以压印在球面表面上。微结构阵列设计可以包括不同的微结构,例如方形、三角形、圆形、或其组合。在实施例中,微结构阵列中的微结构直径可以介于0.01mm到2mm之间并且高度可以介于0.01μm到100μm之间。
52.在实施例中,以及参考图5,展示了具有不同微结构设计的一个或多个单独的微结
构模具模块。每个光学微结构设计可以对应于一个或多个单独的微结构模具模块中的特定的单独的微结构模具模块。单独的微结构模具模块中的不同的光学设计(例如,sku1、sku2、sku3、sku4、sku5、sku6、skun)可以设置在膜结构502上以产生微结构模具模块阵列。在实施例中,微结构模具模块可以在球面表面上或在平面表面上。在一些实施例中,膜结构502可以是包括光学敏感材料、橡胶、塑料、或其组合的单层膜结构。在一些实施例中,膜结构可以是包括一个或多个膜(例如,热塑性膜、光学膜、聚合物膜、或其组合)的多层膜结构。
53.在实施例中,以及参考图6,展示了在压延辊600上的不同微结构(例如,单独的微结构模具模块)光学设计。压延辊600可以包括圆筒602以及单独的微结构模具模块中的不同的微结构设计,例如具有光学设计sku1的微结构模具模块604、具有光学设计sku2的微结构模具模块606、具有光学设计sku3的微结构模具模块608、具有光学设计sku4的微结构模具模块610、具有光学设计sku5的微结构模具模块612、具有光学设计sku6的微结构模具模块614。
54.根据实施例,单独的微结构模具模块(例如,单独的微结构模具模块604、606、608、610、612和614)中的每个单独的微结构模具模块可以通过一种或多种粘合方法附接至圆筒602。例如,该方法可以包括将单独的微结构模具模块通过物理粘合方法(例如,使用高压或高温)粘合在圆筒602上。再例如,该方法可以包括将单独的微结构模具模块通过化学粘合方法(例如,使用比如环氧树脂、胶水等材料)粘合在圆筒602上。
55.根据实施例,单独的微结构模具模块中的微结构阵列可以被设计成设置在球面表面上。例如,微结构阵列可以设置在眼科镜片表面上。
56.根据实施例,圆筒602的直径可以介于20mm到300mm之间并且长度可以介于80mm到2000mm之间。圆筒602可以由塑料、金属、玻璃、或其组合制成。
57.在实施例中,以及参考图7,展示了一种用于膜挤出和微结构压印的系统700。系统700包括一个压延辊600和一个常规辊704。图6中详细描述了压延辊600。在实施例中,压延辊600包括一个或多个单独的微结构模具模块604、606、608、610、612和614,该一个或多个单独的微结构模具模块设置在图6中的圆筒602上。
58.根据实施例,一个或多个单独的微结构模具模块的每个微结构模具模块可以对应于要压印在膜706上的一个或多个微结构阵列中的微结构阵列。另外,每个微结构模具模块中的微结构阵列设计与先前在图6中所描述的微结构阵列设计(例如,sku1、sku2、sku3、sku4、sku5和sku6)不同。
59.在一些实施例中,压延辊600可以被压模代替。压模可以用于在膜上产生微结构。
60.另外,压延辊600可以与注射模制机集成以在表面(例如,光学表面、塑料表面、或金属表面等)上产生微结构阵列。
61.根据实施例,系统700可以包括膜挤出机702。膜挤出机702可以是塑料膜挤出机等。在实施例中,膜挤出机702可以将膜706挤出在常规辊704与压延辊600之间。膜706可以是热塑性膜、光学敏感膜等。
62.根据实施例,可以使用压延辊600通过一个或多个单独的微结构模具模块604、606、608、610、612、614在膜706上压印出微结构阵列。在实施例中,在开始在膜706上压印一个或多个微结构阵列的工艺之前,可以向压延辊600施加一定范围(例如,60℃至240℃)的温度。在实施例中,在开始在膜706上压印微结构阵列的工艺之前,可以向常规辊704施加一
定范围(例如,60℃至240℃)的温度。
63.根据实施例,常规辊704可以是具有或没有任何图案的圆筒。在实施例中,常规辊704可以是具有光滑表面的圆筒。常规辊704的圆筒可以由金属、塑料、或其组合制成。
64.在实施例中,以及参考图8,展示了一种在膜706上包括微结构阵列804的产品800。膜706上的微结构阵列804是通过压延辊600上的一个或多个单独的微结构模具模块604、606、608、610、612、614压印出的。在实施例中,微结构阵列804的光学设计不同的膜706可以用作眼科镜片的光学膜706。一个或多个微结构阵列804的每个微结构阵列可以对应于光学膜706上的一个或多个单独的微结构模具模块604、606、608、610、612、614中的相应微结构模具模块。
65.根据实施例,产品800可以进一步与喷墨印刷装置、冲压装置、层压装置、或注射模制装置在任何类型的表面(例如,金属装置表面、塑料装置表面、玻璃装置表面等,墨料可以在这些表面处被吸收)上集成。
66.根据实施例,一个或多个单独的微结构模具模块604、606、608、610、612、614的每个微结构模具模块的定位可以基于眼科镜片的光学膜的表面的第一曲率204、第二曲率210和半径r确定。先前在与图2相关联的段落中详细描述了该确定。
67.在实施例中,以及参考图9,在膜(例如,热塑性膜)上产生微结构阵列的方法900可以通过首先在方法900的步骤902处将热塑性膜挤出在常规辊与压延辊之间来实现。在实施例中,常规辊可以是图7中的辊704,并且压延辊可以是图6和图7中的辊600。
68.根据实施例,在将热塑性膜挤出在辊704与辊600之间之后,在方法900的步骤904处,通过压延辊600在热塑性膜上压印出一个或多个微结构阵列。在实施例中,可以使用图7中的结构700在热塑性膜上压印出一个或多个微结构阵列。
69.显然,根据以上教导,许多修改和变化是可能的。因此,应当理解,在所附权利要求的范围内,本发明可以以不同于本文具体描述的方式实施。
70.本披露的实施例也可以如以下括号中所述。
71.(1)一种设计要结合至压延辊中以在平面表面上产生微结构的球面微结构模具模块的方法,该方法包括:计算该球面微结构模具模块的第一微结构点的截面平面表面上的第一曲率;计算该球面微结构模具模块的球面表面的第二曲率;测量该球面表面的半径,该半径从该球面表面的中心到该第一微结构点;以及确定该微结构在该平面表面上的定位,该定位是由该第一曲率、该第二曲率和该半径推导而出。
72.(2)根据(1)所述的方法,其中,该第一曲率在该截面平面表面上的第一线与第二线之间,该第一曲率是该第一微结构点在该球面微结构模具模块上的经度。
73.(3)根据(2)所述的方法,其中,该第一线是该球面表面的半径在该截面平面表面上的投影线,并且该第二线从该截面平面表面的中心到该截面平面表面的边缘。
74.(4)根据(1)所述的方法,其中,该第二曲率在该球面表面上的第三线与第四线之间,该第二曲率是该第一微结构点在该球面微结构模具模块上的纬度。
75.(5)根据(4)所述的方法,其中,该第三线从该球面微结构模具模块的球面表面的中心到该球面表面的底部,并且该第四线从该球面表面的中心到该第一微结构点,该球面表面的底部在该平面表面上。
76.(6)根据(1)所述的方法,其中,该压延辊包括该球面微结构模具模块上的一个或
多个微结构模具,该一个或多个微结构模具中的每个微结构模具具有不同的微结构设计。
77.(7)一种在膜上压延出一个或多个微结构阵列的方法,该方法包括:将热塑性膜挤出在第一辊与第二辊之间;以及通过该第二辊在该热塑性膜上压印出一个或多个微结构阵列,该第二辊具有一个或多个单独的微结构模具模块,该一个或多个单独的微结构模具模块中的每个微结构模具模块对应于该一个或多个微结构阵列中的微结构阵列。
78.(8)根据(7)所述的方法,其中,该第一辊和该第二辊被控制达到预定温度,该第一辊包括光滑圆筒,该第二辊包括圆筒和该一个或多个单独的微结构模具模块,该一个或多个单独的微结构模具模块在该圆筒上。
79.(9)根据(7)所述的方法,其中,该一个或多个单独的微结构模具模块中的每个微结构模具模块具有不同的微结构设计。
80.(10)根据(9)所述的方法,其中,与每个微结构模具模块相对应的每个微结构设计是基于该膜上的该微结构阵列的曲率和半径确定的。
81.(11)一种辊结构,该辊结构包括:辊结构,该辊结构包括圆筒;至少一个球面微结构模具模块,该至少一个球面微结构模具模块附接至该圆筒;以及至少一个微结构模具阵列,该至少一个微结构模具阵列设置在该至少一个球面微结构模具模块中的相应球面微结构模具模块的球面表面上,其中,应用该至少一个微结构阵列是为了在接触该辊结构的热塑性膜上形成微结构阵列。
82.(12)根据(11)所述的辊结构,其中,该球面微结构模具模块包括一个或多个微结构模具。
83.(13)根据(11)所述的辊结构,其中,该微结构阵列被设计成设置在球面眼科镜片表面上。
84.(14)一种用于将微结构设置在眼科镜片的光学膜上的膜,该膜包括该光学膜上的一个或多个微结构阵列,该光学膜上的该一个或多个微结构阵列是通过辊形成的,其中,该辊包括一个或多个单独的微结构模具模块,该一个或多个单独的微结构模具模块中的每个微结构模具模块对应于该光学膜上的该一个或多个微结构阵列中的相应微结构阵列。
85.(15)根据(14)所述的膜,其中,每个微结构在该一个或多个微结构阵列中的定位是基于该眼科镜片的光学膜的曲率和半径确定的。
86.(16)一种在膜上模制出一个或多个微结构阵列的方法,该方法包括:将热塑性膜挤出到第一装置;以及通过第二装置在该热塑性膜上压印出一个或多个微结构阵列,该第二装置具有一个或多个单独的微结构模具模块,该一个或多个单独的微结构模具模块中的每个微结构模具模块对应于该一个或多个微结构阵列中的微结构阵列。
87.(17)根据(16)所述的方法,其中,该第一装置是模制装置并且该第二装置是辊,该模制装置具有平面表面,该辊包括圆筒,并且该一个或多个单独的微结构模具模块在该圆筒上。
88.(18)根据(16)所述的方法,其中,该第一装置是冲压装置并且该第二装置是金属压模,该冲压装置和该金属压膜的表面是平面的。
89.(19)根据(16)所述的方法,进一步包括使用该冲压装置将该一个或多个微结构阵列设置在眼科镜片的光学膜上。
90.通过提供本披露的特征,可以在无需产生具有许多固定设计的昂贵的定制辊的情
况下制造微结构(例如,微透镜)。在设计时考虑到辊的形状和镜片的最终形状的可替换模具模块可以在构想出或实施新的设计或透镜形状时容易地进行更换。因为只需要更换辊上的一个或几个模具模块,而使辊的大部分原封不动,从而允许更快地更新、校准和维修辊,所以这些模具模块的这种可定制的特性改进了制造工艺。这与先前的系统形成对比,该先前的系统在即使模具之一需要改动或维修时也要求更换整个辊。
91.因此,前述讨论仅披露和描述了本发明的示例性实施例。如本领域技术人员将理解的,在不脱离本发明的精神或基本特征的情况下,本发明可以被实施为其他具体形式。因此,本发明的披露内容旨在是说明性的,而不是限制本发明以及其他权利要求的范围。本披露内容(包括本文中的教导的任何容易辨别的变型)部分地限定了前述权利要求术语的范围,使得没有创造性的主题致力于公众。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1