用于注射成型的模具的制作方法
用于注射成型的模具
背景技术:
1.本发明涉及一种适合用于注射成型工具的模具,该模具包括主体,该主体由包含塑料材料的材料制成,并且该主体的一侧形成模腔,并且其中所述模具还包括浇口,该浇口具有第一端和第二端,所述第一端具有用于连接至布置在注射成型工具中的注入口或流道的开口,所述第二端形成通入模腔中的最狭窄的浇口开口。
2.在这种关系中,所述模具可以构成完整的模具部件或适于插入到注射成型工具的承座中的模具嵌件。
3.传统上,这种类型的模具用于快速且轻松地进行较小体积的塑料产品(例如原型)的注射成型,但是在最近几年中,将这种模具也用于较大体积的产品的生产变得越来越有吸引力。
4.出于此目的,为了提高模具嵌件对诸如在生产期间引起的磨损的抵抗力,例如,在第9902108号美国专利中提出了模具嵌件的多种不同实施例,其中模具嵌件是由添加有填料的塑料材料铸造成型的。
5.在这种关系中,浇口设有标准化的(现成的)金属衬套,该金属衬套形成从安装有模具嵌件的成型工具中的流道通向形成在模具嵌件中的模腔的注射浇口。
技术实现要素:
6.在此基础上,本发明的目的是提供一种用于上述类型的注射成型的模具,该模具更容易生产并且构造简单,但是仍然提供在相同的模具嵌件中生产大体积的产品的方案。
7.这是通过使用如权利要求1所限定的模具来实现的,其中由塑料材料制成的主体形成浇口的至少一部分,尤其是浇口的第二端。这个实施例特别适合与具有用于提高主体的耐磨性的填料(例如陶瓷填料)的塑料材料结合使用。
8.在另一个优选实施例中,所述主体形成完整的浇口。
9.为了进一步提高浇口的耐磨性,浇口可以包括布置在最狭窄的浇口开口的上游的第一漏斗形段、以及布置在最狭窄的浇口开口与第一漏斗形段之间的第二漏斗形段,并且其中第一漏斗形段的两个相对侧之间的夹角大于第二漏斗形段的两个相应侧之间的夹角。
10.此外,所述浇口可以有利地包括形成通入模腔内的最狭窄的浇口开口的第三段,该第三段是圆柱形或漏斗形的,并且其中第二漏斗形段的两个相对侧之间的夹角大于第三漏斗形段的两个相应侧之间的夹角。
11.在一个特别有利的实施例中,第一漏斗形段的两个相对侧之间的夹角大于60度,第二漏斗形段的两个相应侧之间的夹角小于45度且大于20度。
12.此外,第一漏斗形段和第二漏斗形段中的每一个可以有利地形成截头圆锥体。
13.所述浇口还可以具有布置在第一漏斗形段与第二漏斗形段之间的过渡漏斗形段,该过渡漏斗形段形成在第一漏斗形段与第二漏斗形段之间提供平滑过渡的圆环体的一部分。
14.如上文所述,所述主体还可以包含添加到塑料材料中的填料。
15.在这种情况下,所述填料可以有利地包括陶瓷材料,但是也可以包括纤维材料。
16.本发明还涉及一种制造上述模具的方法,其中所述模具最好是通过使用包含可光聚合树脂的材料的立体光刻打印来制造的。
附图说明
17.图1是示出模具嵌件的现有技术实施例的构造的横截面图。
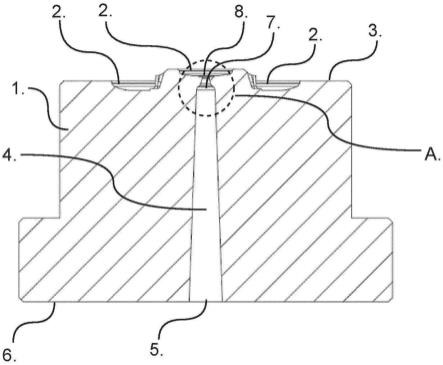
18.图2是示出本发明的模具的一个实施例的构造的横截面图,这个实施例中的模具嵌件适于生产与图1中公开的模具嵌件相同的产品。
19.图3是示出图2所示的模具嵌件的a部分的放大横截面图。
20.图4是示出本发明的模具嵌件的一个替代实施例的构造的横截面图。
21.图5是示出图2所示的模具嵌件的b部分的放大横截面图。
具体实施方式
22.图1示出了现有技术的用于注射成型的模具嵌件的一个实施例,其中该模具嵌件具有主体1,该主体1适于安装到注射成型工具中,例如安装到模板(未示出)中。在附图中未示出具有本领域技术人员所公知的构造的注射成形工具。
23.这种现有技术的模具嵌件的主体1是通过增材制造(例如立体光刻打印)以逐层方式制成的,该增材制造方法使用包含具有填料(例如陶瓷材料)的可光聚合树脂的材料。所述主体具有布置在与注射成型工具的分离平面重合的一侧3的模腔2,并且在模具嵌件中布置有用于注射的针状浇口4。在这个实施例中,针状浇口4形成直通道,该直通道具有布置在主体的相对侧6的第一端5,并且与模制工具的第二分离平面重合。如现有技术中所公知的,针状浇口4的第一端5连接至注射成型工具中的流道(未示出)。
24.针状浇口4具有第二端,该第二端形成通入模腔2中的最狭窄的浇口开口8,从而来自流道的液化塑料材料可以通过针状浇口经由最狭窄的浇口开口8注射到模腔2中。此后可以从模腔2中排出形成最终产品的固化塑料材料,并且,在注射模具打开时,可以同时排出针状浇口中的固化塑料材料。
25.如现有技术中所公知的,针状浇口4是由诸如钢衬套或黄铜衬套等金属衬套9、10形成的。
26.图2示出了本发明的一个实施例的模具嵌件,该模具嵌件具有与图1所示的现有技术的模具嵌件完全相同的外部尺寸,并且具有模腔和针状浇口,从而该模具嵌件能够生产与图1所示的现有技术的模具嵌件相同的产品。由此图2所示的模具嵌件可以代替图1所示的现有技术的模具嵌件,而无需对注射成型工具进行任何改变。因此,图2中所示的相应附图标记具有与图1中所示的附图标记相同的功能。
27.但是,根据本发明的这个实施例,主体1形成针状浇口4和最狭窄的浇口开口8。
28.图3示出了图2的圆形截面a的放大视图,在此更详细地示出了本发明的一个实施例。根据这个实施例,针状浇口4的第二端7具有第一漏斗形段11、过渡漏斗形段12、第二漏斗形段13和形成最狭窄的浇口开口8的第三段14。
29.根据本发明的这个实施例,第一漏斗形段11的侧壁比第二漏斗形段13的相应侧壁更加发散,并且第三段14几乎是或完全是圆柱形的。这些特征中的每一个都使得针状浇口4
的第二端更耐磨。这还是通过在第一漏斗形段11与第二漏斗形段13之间提供过渡漏斗形段12来实现的,该过渡漏斗形段12被成形为圆环体的一部分,从而在这两个漏斗形段11、13之间提供平滑过渡。
30.在图2和图3中参照具有针状浇口的实施例解释了本发明,但是对于本领域技术人员来说显而易见的是,除了这些图中所示的实施例之外,本发明也可以在许多不同的实施例中实施。如上文所述,本发明的原理也可以用于如图4和图5所示的具有不同类型和形状的浇口的模具嵌件,图4和图5示出了具有隧道式浇口或者更具体地说是香蕉状浇口15的模具嵌件。
31.在这个实施例中,主体1还形成连接至香蕉状浇口的第一端4的流道15。
技术特征:
1.一种适于注射成型工具的模具,该模具包括主体,该主体由包含塑料材料的材料制成,并且该主体的一侧形成模腔,并且其中所述模具还包括浇口,该浇口具有第一端和第二端,所述第一端具有用于连接至布置在注射成型工具中的注入口或流道的开口,所述第二端形成通入模腔中的最狭窄的浇口开口,其特征在于,所述主体至少形成浇口的第二端。2.如权利要求1所述的模具,其特征在于,所述主体形成完整的浇口。3.如权利要求1或2所述的模具,其特征在于,所述浇口具有布置在最狭窄的浇口开口的上游的第一漏斗形段、以及布置在最狭窄的浇口开口与第一漏斗形段之间的第二漏斗形段,并且其中第一漏斗形段的两个相对侧之间的夹角大于第二漏斗形段的两个相应侧之间的夹角。4.如权利要求3所述的模具,其特征在于,所述浇口具有形成通入模腔内的最狭窄的浇口开口的第三段,该第三段是圆柱形或漏斗形的,并且其中第二漏斗形段的两个相对侧之间的夹角大于第三漏斗形段的两个相应侧之间的夹角。5.如权利要求3或4所述的模具,其特征在于,第一漏斗形段的两个相对侧之间的夹角大于60度,第二漏斗形段的两个相应侧之间的夹角小于45度且大于20度。6.如权利要求3、4或5所述的模具,其特征在于,所述第一漏斗形段和所述第二漏斗形段中的每一个形成截头圆锥体。7.如权利要求6所述的模具,其特征在于,在所述第一漏斗形段与所述第二漏斗形段之间布置有过渡漏斗形段,该过渡漏斗形段形成在所述第一漏斗形段与所述第二漏斗形段之间提供平滑过渡的圆环体的一部分。8.如前述权利要求中的一项或更多项所述的模具,其特征在于,所述主体还包含添加到塑料材料中的填料。9.如权利要求8所述的模具,其特征在于,所述填料包括陶瓷材料。10.一种产生如权利要求9所述的模具的方法,其特征在于,使用包含可光聚合树脂的材料进行立体光刻打印。
技术总结
一种适合用于注射成型工具的模具。该模具包括由包含塑料材料和诸如陶瓷材料等填料的材料制成的主体(1)。主体(1)具有形成模腔(2)的一侧,并且所述模具还包括完全或部分地由所述主体形成的浇口(4)。该浇口具有第一端(5)和第二端,所述第一端具有用于连接至布置在注射成型工具中的注入口或流道的开口,所述第二端形成通入模腔(2)中的最狭窄的浇口开口(8)。形成通入模腔(2)中的最狭窄的浇口开口(8)。形成通入模腔(2)中的最狭窄的浇口开口(8)。
技术研发人员:M
受保护的技术使用者:乐高公司
技术研发日:2021.07.28
技术公布日:2023/3/30
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1