用于制造具有非圆形截面孔口几何形状的管的设备和制造方法与流程
本发明涉及一种管,其头部通过压塑法生产,该模制操作也用于将管状裙部焊接到管的头部。本发明能够生产其截面不是圆形的孔口几何形状,并且应用于包装领域,特别是应用于旨在容纳诸如牙膏的霜或膏的柔性管的包装领域。本发明还涉及一种用于制造该头部的方法和一种具有这种头部的管。
背景技术:
1、通过压塑熔融状态的一定剂量树脂而生产的管头已经知道了许多年,并且例如在第wo 2007/125481号公报中有所描述,该文献的内容通过引用结合到本申请中。这些管头联合使用由一定剂量的材料形成头部的压塑操作焊接到管的裙部。在该方法中,焊接操作不需要施加除了用于模制管头的熔融树脂的热之外的热。通过这种方法获得的管在焊接区具有有利的美学特性。特别地,裙部和管头之间的过渡形成平滑且连续的表面。在这种包装中,管的裙部和管头之间的过渡区域无法被使用者察觉,这对于化妆品领域中使用的管来说是很大的好处。然而,利用已知的现有技术设备,无法在管头中生产非圆形截面孔口。
2、本发明尤其能够弥补这个缺点。
3、第fr2846594号公报公开了一种用于制造塑料模制部件的方法和设备,特别是用于制造在包装容器上形成喷嘴的元件,优选地用于制造包装管的头部。
技术实现思路
1、本发明具体涉及用于制造管的装置和方法,该管的头部通过压塑生产,并且用于取出产品的孔口具有非圆形截面和/或定向和/或复杂截面和/或包括不同形状的多个孔口。根据本发明的装置和方法还使得可以优化材料的分布并防止所生产的头部中的缺陷。
2、本发明还涉及一种管,其孔口的几何形状例如相对于裙部上的印制或相对于盖而定向。
3、本发明还涉及一种具有复杂截面孔口几何形状或不同形状的多个孔的管。
4、根据本发明的管的特征特别在于,颈部的上面具有中心表面和外周表面,孔口在中心表面中开口,并且两个表面相对于彼此偏移。
5、本发明还涉及一种包括多个孔口的管。
6、本发明还涉及一种实施本发明的方法。
7、附图标记和附图说明
8、1:管
9、2:管头
10、3:裙部
11、4:孔口
12、5:过渡区域
13、6:裙部的外表面3
14、7:
15、8:固定装置(例如用于盖)
16、9:外周表面
17、10:凹模
18、11:芯轴
19、12:孔口杆
20、13:形状末端件(shape endpiece)14:
21、15:
22、16:
23、17:
24、18:
25、19:
26、20:管
27、21:管头
28、22:裙部
29、23,23a,23b,23c,23d:孔口24:固定装置(例如螺纹)
30、25:内表面
31、26:外周表面
32、27:凹部
33、28:凸起
34、29:平移导向元件
35、30:增压元件
36、31:增压元件
37、32:出杆支座
38、33:过渡支座
39、34:杆套相对位置支座
40、35:杆套相对位置支座
41、36:衬套凹模对准支座
42、37:衬套
43、38:衬套凹模对准
技术特征:
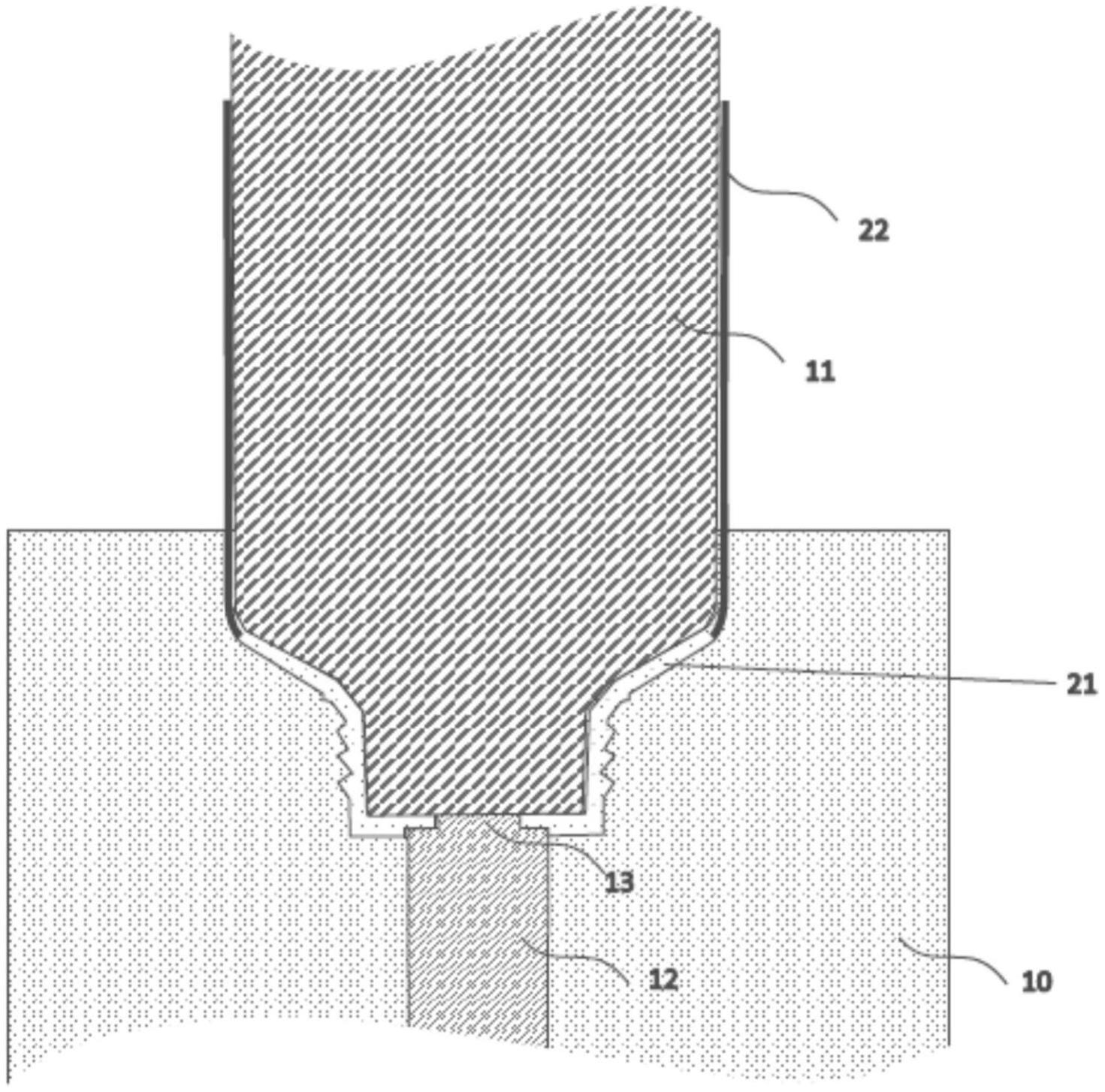
1.一种用于模制物品的设备,其中,所述物品通过压塑熔融状态的一定剂量(14)的材料而获得,并且在压塑操作之后包括至少一个孔口(23),所述设备包括至少一个凹模(10)、与所述凹模(10)配合以实现所述剂量的压塑操作的一个芯轴(11)以及在所述凹模(10)中滑动的一个孔口杆(12),所述设备还包括放置在所述芯轴(11)和所述孔口杆(12)之间以形成所述物品的所述孔口(23)的形状末端件(13)。
2.根据权利要求1所述的设备,其中,所述形状末端件位于所述杆(12)上或所述芯轴(11)上,或者部分地位于所述杆上且部分地位于所述芯轴上。
3.根据前述权利要求中任一项所述的设备,所述设备包括用于经由所述形状末端件(13)保持所述芯轴(11)和所述孔口杆(12)接触的至少一个装置(30)。
4.根据权利要求3所述的设备,其中,所述装置是机械或气动弹簧(30)。
5.根据前述权利要求中任一项所述的设备,所述设备包括用于调节所述杆(12)的轴向运动的幅度的出杆支座(32)。
6.根据前述权利要求中任一项所述的设备,所述设备包括用于在模制结束时施加高压的第二加压元件(31),所述第二元件是短行程柱塞。
7.根据前一权利要求所述的设备,所述设备包括过渡支座,该过渡支座用于从由第一加压元件施加的低压切换到由所述第二加压元件施加的高压。
8.根据前述权利要求中任一项所述的设备,所述设备包括用于使所述剂量集中的衬套(37)。
9.一种由熔融状态的一定剂量(14)的材料形成具有孔口的物品的方法,所述方法使用与芯轴(11)配合的凹模(10)、孔口杆(12)和置于所述芯轴(11)与所述孔口杆(12)之间的形状末端件(13),所述物品通过在所述凹模与所述芯轴之间压塑所述剂量而形成,并且所述物品的所述孔口由在所述压塑操作期间被材料围绕的所述形状末端件形成。
10.根据权利要求9所述的方法,其中,在模具闭合期间,使用第一加压装置使所述形状末端件、所述芯轴和所述孔口杆接触,并且在模制结束时使用第二加压装置施加高压。
11.根据权利要求9或10所述的方法,其中,使用过渡支座以从由所述第一加压装置施加的压力切换到由所述第二加压装置施加的压力。
12.一种物品(1,2),包括至少一个中心表面(25)、一个外周表面(26)和一个由形状末端件(13)形成的孔口(23),所述孔口(23)在所述中心表面(25)中开口,并且所述中心表面和所述外周表面(25,26)相对于彼此偏移。
13.根据权利要求12所述的物品,所述表面之间的所述偏移形成凹部(27)或凸起(28)。
14.根据权利要求12或13中任一项所述的物品,所述孔口(23)包括具有相同几何形状或不同几何形状的至少两个不同的孔口(23a、23b、23c、23d)。
15.根据权利要求12至14中任一项所述的物品,所述物品为管头或管。
技术总结
本发明具体涉及一种用于模制物品的设备,其中,该物品通过压塑熔融状态的一定剂量(14)的材料而获得,并在压塑操作之后包括至少一个孔口(23),所述设备包括至少一个凹模(10)、与所述凹模(10)配合以实现该剂量的压塑操作的一个芯轴(11)和在所述凹模(10)中滑动的一个孔口杆(12),所述设备还包括放置在芯轴(11)和孔口杆(12)之间以形成物品的孔口(23)的形状末端件(13)。
技术研发人员:D·法弗尔
受保护的技术使用者:艾萨帕克控股公司
技术研发日:
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!