车窗用带树脂框体玻璃板及带树脂框体玻璃板的制造方法与流程
本发明涉及树脂框体具备装饰嵌条的车窗用带树脂框体玻璃板、以及带树脂框体玻璃板的制造方法。
背景技术:
1、车窗用玻璃板中,特别是汽车玻璃板、例如固定于车窗用开口部的侧窗玻璃中,填补玻璃板与车窗用开口部之间的间隙的树脂框体大多一体地设置于其周缘部。利用该树脂框体进行将玻璃板向车窗用开口部的固定、以及车窗用开口部的密封,另一方面还可实现玻璃板外观性的提高。
2、上述的树脂框体例如通过在玻璃板的周缘部涂布底涂剂(粘接剂)后安装在模具中,向该模具的腔内注射熔融树脂,从而一体地形成于玻璃板上。藉此,可制造树脂框体一体形成于玻璃板周缘部的带树脂框体玻璃板。另外,本申请的申请人在下述专利文献1等中公开了这种带框体的窗用玻璃板(商品名:maw(注册商标:module assy window))。
3、另一方面,在能从外观看到的树脂框体的表面上,出于对树脂框体进行装饰或增强的目的,有时还具备金属制或树脂制的装饰嵌条(也称为“加饰嵌条”)(参照下述专利文献2和3)。
4、专利文献2和3着眼于装饰嵌条与框体之间的间隙所产生的“吱吱声(日文:きしみ音)”,并提出了无“吱吱声”的带装饰嵌条窗玻璃。专利文献1公开了在装饰嵌条与框体的接触面上形成液态的尼龙系热固型粘接剂层并使其热固化,专利文献2则公开了在装饰嵌条与框体的接触面上形成油性的液态材料或具有流动性的材料或半固体材料的层。
5、现有技术文献
6、专利文献
7、专利文献1:日本专利特开2008-270021号公报
8、专利文献2:日本专利特开2007-1535号公报
9、专利文献3:日本专利特开2007-15555号公报
技术实现思路
1、发明所要解决的技术问题
2、除了像上述那样的在装饰嵌条和框体之间产生间隙时上述“吱吱声(也称为剥离声,下同)”的问题外,还发生以下的问题。即,在将装饰嵌条按压在框体上的情况下,由于装饰嵌条容易变形而无法获得刚性感。
3、为了防止上述不良情况,专利文献1中使用热固型粘接剂。但是,该构成中,由于热固型粘接剂的粘接力,装饰嵌条会追随框体的热收缩(所谓的“缩痕:sink marks”)而变形,因此存在装饰嵌条的车外面的外观性变差的问题。该变形随着装饰嵌条的宽度加宽而更为明显。
4、另一方面,专利文献2中使用油性的液态材料等。但是,该构成中,由于注入模具的熔融树脂的流动(流速和压力),存在液态材料附着在其他玻璃面上的情况,该情况下,该玻璃面与树脂框体之间可能会发生粘接不良的问题。
5、如此,专利文献2和3的带装饰嵌条窗玻璃在品质上尚有问题。
6、本发明是鉴于上述情况而完成的发明,其目的是提供品质良好的车窗用带树脂框体玻璃板、及车窗用带树脂框体玻璃板的制造方法。
7、解决技术问题所采用的技术方案
8、根据本发明的一形态,为了达到本发明的目的,提供一种车窗用带树脂框体玻璃板,其具备玻璃板、设置在玻璃板的周缘部的树脂框体、和配置在树脂框体上的装饰嵌条,树脂框体与玻璃板和装饰嵌条一体成形,其中,在树脂框体与装饰嵌条之间配置有常温下为固体的间隔件。
9、根据本发明的另一形态,为了达到本发明的目的,提供一种车窗用带树脂框体玻璃板的制造方法,其为玻璃板、树脂框体和装饰嵌条一体成形的车窗用带树脂框体玻璃板的制造方法,其中,装饰嵌条具有第一面、和第一面的相反侧的第二面,在装饰嵌条的第二面侧安装常温下为固体的间隔件,将装饰嵌条的第一面侧安装在树脂框体的成形模具中,进而将玻璃板安装在模具中,向模具的模腔空间内注射熔融树脂,藉此制造在树脂框体与装饰嵌条之间配置有间隔件的带树脂框体玻璃板。
10、发明效果
11、根据本发明的这些形态,能够提供品质良好的车窗用带树脂框体玻璃板、以及带树脂框体玻璃板的制造方法。
技术特征:
1.车窗用带树脂框体玻璃板,其具备玻璃板、设置在所述玻璃板的周缘部的树脂框体、和配置在所述树脂框体上的装饰嵌条,所述树脂框体与所述玻璃板和所述装饰嵌条一体成形,其中,在所述树脂框体与所述装饰嵌条之间配置有常温下为固体的间隔件。
2.如权利要求1所述的车窗用带树脂框体玻璃板,其中,所述间隔件是片状构件。
3.如权利要求1或2所述的车窗用带树脂框体玻璃板,其中,所述间隔件由选自热塑性弹性体、橡胶、发泡树脂体和金属的至少1种以上的材料构成。
4.如权利要求3所述的车窗用带树脂框体玻璃板,其中,所述间隔件是对所述树脂框体呈非粘接性的材料。
5.如权利要求1~4中任一项所述的车窗用带树脂框体玻璃板,其中,所述装饰嵌条在至少一部分具有宽度在30mm以上的宽幅区域。
6.如权利要求1~5中任一项所述的车窗用带树脂框体玻璃板,其中,在所述装饰嵌条是金属材料的情况下,所述装饰嵌条的板厚为0.3mm以上且0.8mm以下,在所述装饰嵌条是塑料材料的情况下,所述装饰嵌条的板厚为1.0mm以上且3.5mm以下。
7.如权利要求1~6中任一项所述的车窗用带树脂框体玻璃板,其中,所述间隔件的厚度为0.3mm以上。
8.如权利要求5~7中任一项所述的车窗用带树脂框体玻璃板,其中,在所述装饰嵌条的与所述树脂框体相向的面上,在所述宽幅区域的面积的50%以上且80%以下的区域涂布有所述底涂剂。
9.如权利要求5~8中任一项所述的车窗用带树脂框体玻璃板,其中,在从正面观察时与所述宽幅区域重叠、且所述树脂框体的厚度为3.0mm以下的区域涂布有所述底涂剂。
10.车窗用带树脂框体玻璃板的制造方法,其为玻璃板、树脂框体和装饰嵌条一体成形的车窗用带树脂框体玻璃板的制造方法,其中,
11.如权利要求10所述的车窗用带树脂框体玻璃板的制造方法,其中,所述间隔件是片状构件。
12.如权利要求10或11所述的车窗用带树脂框体玻璃板的制造方法,其中,所述间隔件通过粘接胶带被粘接在所述装饰嵌条的所述第二面上,藉此将所述间隔件以面向所述装饰嵌条的所述第二面的方式定位安装。
13.如权利要求10~12中任一项所述的车窗用带树脂框体玻璃板的制造方法,其中,所述装饰嵌条在至少一部分具有宽度在30mm以上的宽幅区域。
14.如权利要求10~13中任一项所述的车窗用带树脂框体玻璃板的制造方法,其中,在所述装饰嵌条是金属材料的情况下,所述装饰嵌条的板厚为0.3mm以上且0.8mm以下,在所述装饰嵌条是塑料材料的情况下,所述装饰嵌条的板厚为1.0mm以上且3.5mm以下。
15.如权利要求10~14中任一项所述的车窗用带树脂框体玻璃板的制造方法,其中,从正面观察时与所述装饰嵌条重叠的区域中的所述树脂框体的厚度为2.5mm以上。
技术总结
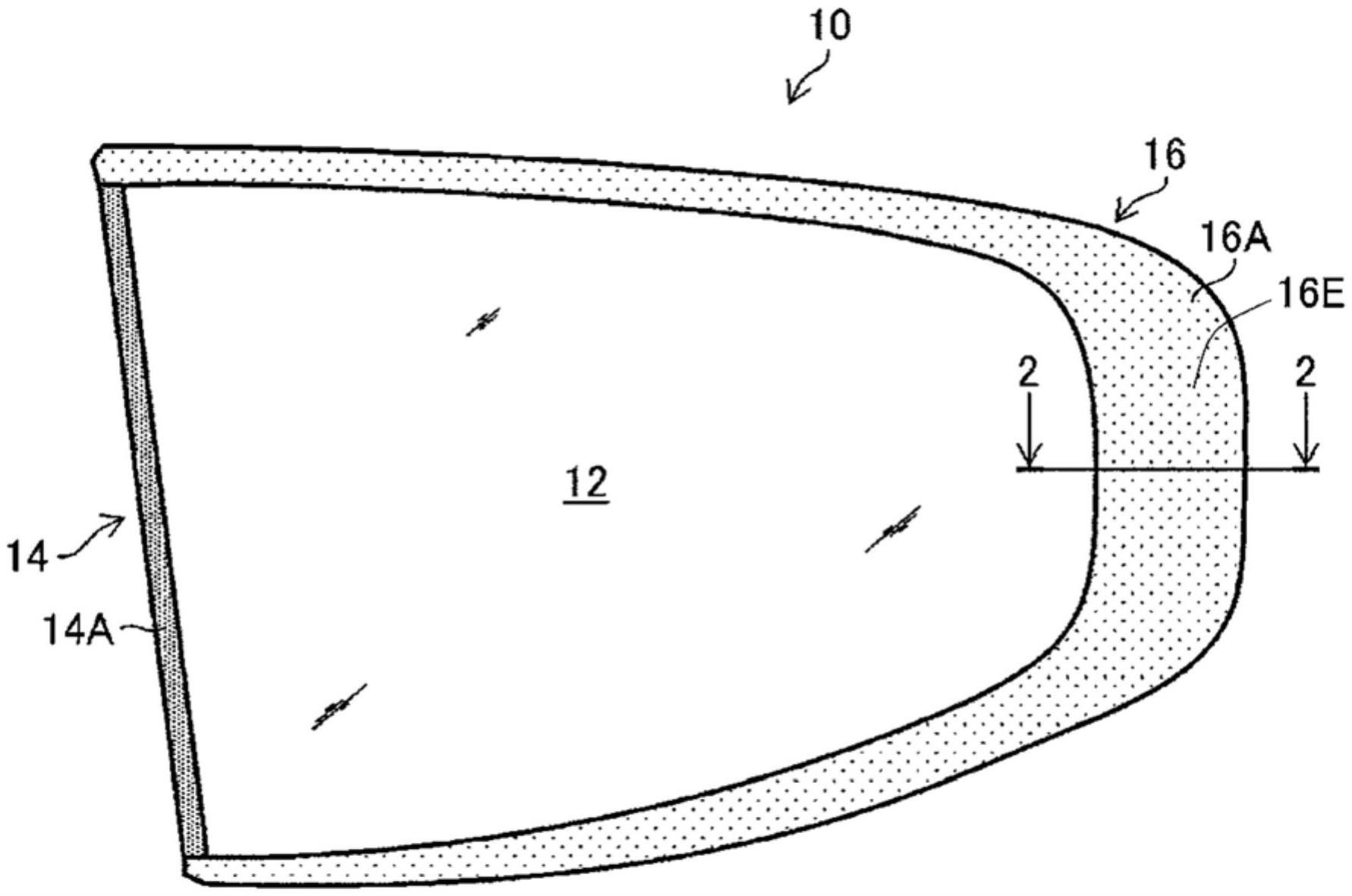
本发明提供品质良好的车窗用带树脂框体玻璃板及带树脂框体玻璃板的制造方法。车窗用带树脂框体玻璃板(10)具备玻璃板(12)、设置在玻璃板(12)的周缘部的树脂框体(14)、和配置在树脂框体(14)上的装饰嵌条(16),树脂框体(14)与玻璃板(12)和装饰嵌条(16)一体成形,其中,在树脂框体(14)和装饰嵌条(16)之间配置有常温下为固体的间隔件(18)。
技术研发人员:高桥和浩,加藤勇斗
受保护的技术使用者:AGC株式会社
技术研发日:
技术公布日:2024/1/14
- 还没有人留言评论。精彩留言会获得点赞!