模仁结构的制作方法
本发明关于一种模仁结构,尤指一种内部具有随形风路并通过控制进、排气体使成品脱模及控制模温改善包风现象的模仁结构。
背景技术:
1、目前,在射出成型的工艺中,塑料经熔融射出成型后,会先在模具的型腔中稍作冷却使其固化,再通过顶针从模具型腔将成品顶出来,由于顶出的力道大,成品上会留下一个方形或是圆形的顶针痕。另外地有模具是在模仁中设置空气销(气动顶针)结构将成品顶出,其主要是利用圆形空气阀控制吹气,以空气扩散的原理,使产品在瞬间脱落,然而,碍于模仁尺寸及结构使得空气销的分布有限,故必须以高压方式将空气喷出,当空气一面高压喷出一面顶出时,会对成品产生冲击而造成喷痕的形成,而顶出时也会留下圆形顶出痕,且空气阀所吹出的气体温度与型腔内的成品温度有落差,也会导致成品容易有不平整的痕迹。而当塑料原料为硅胶、橡胶等黏性较高的材质时,成型后成品的表面容易黏附于模穴,更是造成脱模不易。
2、另外,当熔融塑料在注入模具后,会压缩型腔内的空气,导致型腔内压增高,进而增加流动的阻力,且当模具排气不良时,熔融塑料注入到末段时,流动阻力就会上升,进而因为过度压缩热空气,造成塑料在成品末端产生缺料、塑流包抄空气使成品产生空洞或气泡、缩水、凹陷、裂痕、焦黑等状况,虽然现有的模具以型腔末端设置排气沟槽对应,但仍然改善有限。
3、并且,由于熔融塑料填充型腔时,热量会通过热传导传递至模壁,造成模温发生变化,现有模具以冷却水路来对应模温的变化,但是冷却水路仍然有无法到达成品的死角或是无法到达模仁积热处的问题,导致模仁温度分布不均匀,成品因温度差异造成热应力产生翘曲变形的现象,且模仁积热也会使射出的熔融塑料流速改变,而影响成品良率与生产周期,且模穴为了保持熔融塑料的流动性,必须维持一定的温度,而等待冷却成品时,模具又必须降温,在急热急冷的切换下相当耗能。
技术实现思路
1、有鉴于现有技术的缺点及不足,本发明主要目的在改善现有模具结构在脱模过程中产生痕迹的问题以及工艺中的排气不良问题与改善模仁积热的问题。
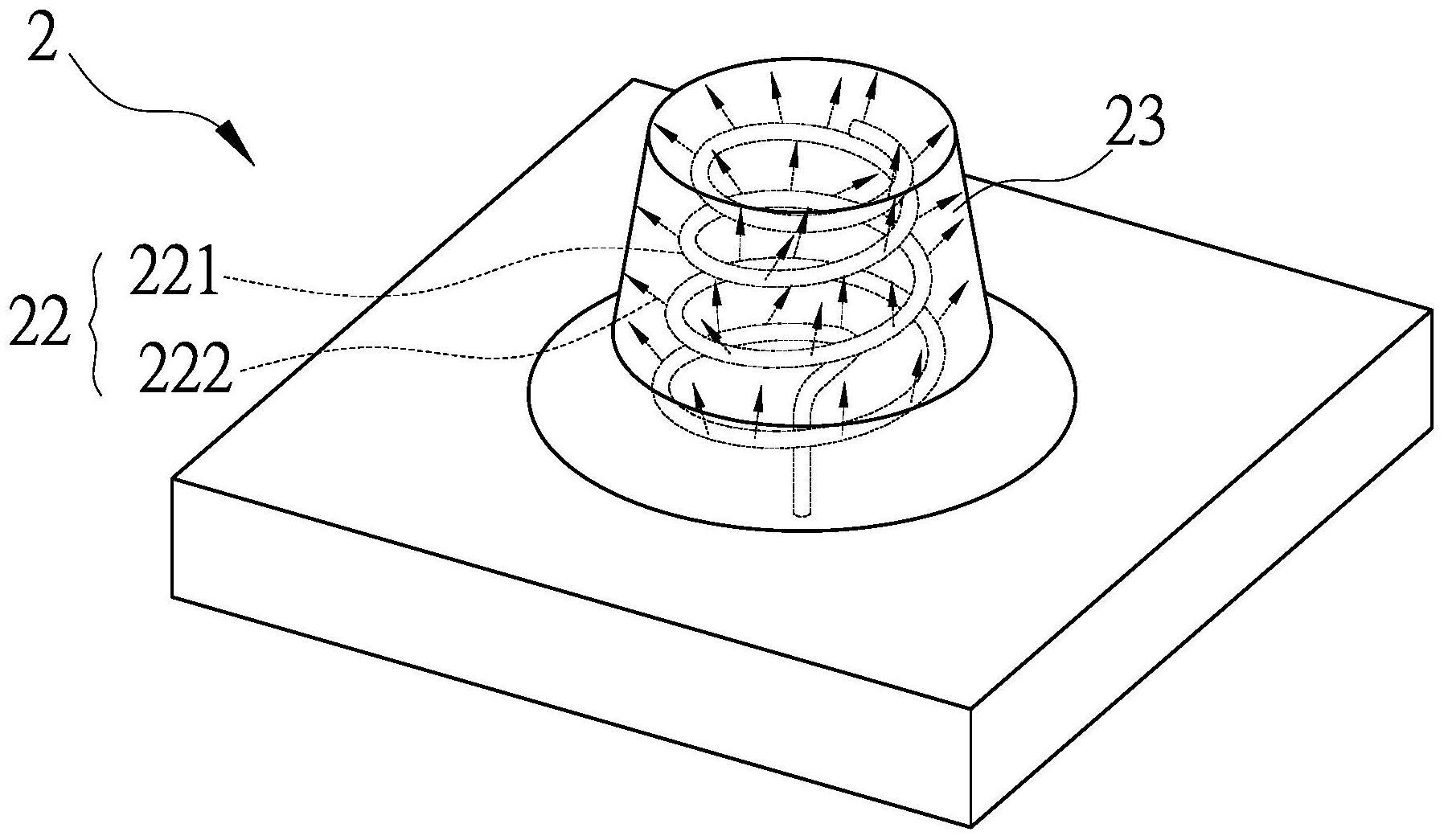
2、为达上述目的,本发明所采用的技术手段为一种模仁结构,其配合组设于一模具中,该模仁结构主要包括:一模仁本体,由三维打印制成的实心体,其一侧设有一成型部,其可供与该模具内部结构合围成一型腔,该模仁本体内部设有一随形风路,该随形风路具有至少一主风道及多个次风道,该主风道具有一第一端及一第二端,该第一端位于该模仁本体的一侧且连接外部一气控装置,该气控装置控制气体通过该随形风路进入或排出该型腔,该第二端位于该模仁本体内部,该主风道的路径于该第一端与该第二端之间自由地并间隔该成型部绕设,各次风道一端连通于该主风道,另一端则连通该成型部并朝成品的顶出方向设置。
3、进一步的,各次风道朝向该成型部的一端呈渐缩状。
4、进一步的,该模仁本体于邻近各次风道处设置一温控器。
5、进一步的,该模仁本体材质为高硬度、不易生锈之金属材质。
6、为达成上述目的,本发明另外地公开了一种模仁结构,其配合组设于一模具上,该模仁结构主要包括:一模仁本体,由三维打印制成,其包括一实心区及一透气区,该实心区为实心体,该透气区的三维打印填充密度低于该实心区的填充密度,使得该透气区布满相连结的微孔,该模仁本体一侧设有一成型部,其可供与该模具内部结构合围成一型腔,该成型部范围包括该实心区及该透气区,且该模仁本体内部更设有一随形风路,该随形风路具有至少一主风道及多个次风道,该主风道具有一第一端及一第二端,该第一端位于该模仁本体的一侧且连接外部一气控装置,该气控装置控制气体通过该随形风路进入或排出该型腔,该第二端位于该模仁本体内部,该主风道的路径于该第一端与该第二端之间自由地并间隔该成型部绕设,各次风道一端连通于该主风道,另一端则连通该成型部并朝成品的顶出方向设置,该随形风路绕设范围包括该透气区与该实心区或仅包括该透气区。
7、进一步的,该成型部具有一靠破区,该靠破区设于该实心区范围内。
8、进一步的,各次风道朝向该成型部的一端呈渐缩状。
9、进一步的,该模仁本体于邻近各次风道处设置一温控器。
10、进一步的,该模仁本体材质以高硬度、不易生锈的金属材质。
11、借此,通过该模仁本体的设置,使该模具在熔融塑料注入该型腔前,该气控装置将该型腔内部的空气抽离排出该模具外部,以降低流动阻力;在成品于该型腔内等待冷却时,通过该气控装置使气体通过该随形风路扩散,以调节该模仁本体的温度缩短冷却时间,同时解决模仁积热的问题;当该成品欲脱离该型腔时,以该气控装置控制将气体通过该随形风路进入该型腔中,通过气体由各次风道的喷出,而使该成品完成脱离,进而降低脱模产生痕迹的问题。
技术特征:
1.一种模仁结构,其配合组设于一模具上,该模仁结构包括:
2.如权利要求1所述的模仁结构,其特征在于,各次风道朝向该成型部的一端呈渐缩状。
3.如权利要求1所述的模仁结构,其特征在于,该模仁本体于邻近各次风道处设置一温控器。
4.如权利要求1所述的模仁结构,其特征在于,该模仁本体材质为金属材质。
5.一种模仁结构,其配合组设于一模具上,该模仁结构包括:
6.如权利要求5所述的模仁结构,其特征在于,该成型部具有一靠破区,该靠破区设于该实心区范围内。
7.如权利要求5所述的模仁结构,其特征在于,各次风道朝向该成型部的一端呈渐缩状。
8.如权利要求5所述的模仁结构,其特征在于,该模仁本体于邻近各次风道处设置一温控器。
9.如权利要求5所述的模仁结构,其特征在于,该模仁本体材质为金属材质。
技术总结
本发明提供一种模仁结构,其配合组设于一模具上,该模仁结构主要包括:一模仁本体,由三维打印制成的实心体,其一侧设有一成型部,可供与该模具内部合围成一型腔,该模仁本体内部设一随形风路,其具有至少一主风道及多个次风道,该主风道一端连接外部一气控装置,可供控制气体通过该随形风路进入或排出该型腔,另一端位于该模仁本体内部,该主风道的路径于该两端之间自由地并间隔该成型部绕设,各次风道一端连通于该主风道,另一端则连通该成型部并朝将成品的顶出方向设置,通过该气控装置控制气体而使成品脱离模具。
技术研发人员:林顺福,苏裕章
受保护的技术使用者:瑞皇精密工业股份有限公司
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!