一种聚合物变径毛细管成型切割一体化系统及其实现方法
1.本发明涉及聚合物管道加工技术领域,尤其是一种聚合物变径毛细管成型切割一体化系统及其实现方法。
背景技术:
2.微流控技术需要在芯片上制备微流道,常用方法有光刻,数控机床雕刻,激光烧蚀,纳米压印,注塑成型等,微流道制备完成后还要经过键合封装材料制成完整芯片。用于微流控芯片的材料一般需要较高的疏水性以减小流体阻力,防止堵塞,保障流体在管道内顺利通行。如果材料本身不具备疏水性质,还需要额外的进行疏水化处理,工序复杂,成本增加。
3.一些商用聚合物毛细管如聚四氟乙烯(ptfe)、聚氯乙烯(pvc)及氟化乙烯丙烯(fep)毛细管等,具有优异的疏水性和极低的生产成本。但现有的聚合物毛细管一般通过挤出成型工艺制备,受限于模具的加工精度和聚合物的挤出胀大效应,市面上常见的聚合物毛细管最小内径为数百微米,不能满足微流控技术精密控制的应用要求。因此需要通过对商用毛细管的二次加工,使其成型为具有数十微米内径的微流道,提升微流体控制精度的同时,还可以设置成任意的三维结构,在微流控技术中具有极大的应用潜力。
4.为了大规模地生产高精度聚合物毛细管微流道,现有技术通过加热模块与步进电机模块的逻辑控制,实现了聚合物毛细管的自动化批量生产,并收卷在滚轮上。然而,加工后的管道收卷缠绕在滚轮的过程中,管道必然产生弯曲和微变形,也容易形成折痕,影响毛细管内部管径的均匀性,进而影响微流道的流阻。另外,加工收卷后的毛细管在实际应用时,还需要从收卷滚轮上解缠后进行切割裁剪,工序复杂,增加时间成本。
技术实现要素:
5.有鉴于此,本发明实施例提供一种效率高、成本低且加工稳定的,一种聚合物变径毛细管成型切割一体化系统及其实现方法。
6.第一方面,本发明实施例提供了一种聚合物变径毛细管成型切割一体化系统,包括:
7.控制模块,用于根据预设参数信号触发控制信号,并将控制信号发送至预热处理模块、成型模块和切割模块;
8.预热处理模块,用于根据控制模块的控制信号对毛细管进行预热处理,进而使毛细管定型为笔直管束;
9.成型模块,用于根据控制模块的控制信号对预热处理后的毛细管进行成型处理,所述成型处理包括加热处理和冷却处理;所述加热处理用于辅助毛细管变径加工,所述冷却处理用于对完成变径加工后的毛细管进行冷却定型;
10.切割模块,用于根据控制模块的控制信号对成型处理后的毛细管进行切割处理,对加工成型后的变径毛细管进行切割和收集;
11.其中,所述预热处理模块设有第一送料牵引装置,所述切割模块设有第二送料牵引装置,所述控制模块还用于控制所述第一送料牵引装置和所述第二送料牵引装置的送料过程辅助毛细管变径加工。
12.进一步,还包括送料支架,所述送料支架,用于设置毛细管卷盘,卷放待加工毛细管。
13.进一步,所述送料支架、所述预热处理模块、所述成型模块和所述切割模块依次设置于固定底座;
14.所述控制模块设置于固定底座一侧;
15.所述信号处理系统分别连接预热处理模块、成型模块和切割模块。
16.进一步,所述预热处理模块包括进料导管和预热模具;所述进料导管、所述预热模具和所述第一送料牵引装置呈直线的线性布置;所述预热模具和所述第一送料牵引装置均与所述控制模块连接;
17.所述进料导管,用于矫正和引导送料方向;
18.所述第一送料牵引装置,用于根据控制模块的控制信号控制毛细管的送料速率、送料方向和延时时间;
19.所述预热模具,用于对毛细管进行预热定型。
20.进一步,所述成型模块包括加热台、加热模具和冷却模具;所述加热模具和所述冷却模具并排设置于所述加热台,所述加热台与所述控制模块连接;
21.所述加热台,用于根据控制模块的控制信号为所述加热模具和所述冷却模具传热。
22.进一步,所述切割模块包括进料导管、第二送料牵引装置、切割刀具和收集料斗;所述进料导管、所述第二送料牵引装置、所述切割刀具和所述收集料斗呈直线的线性布置;所述第二送料牵引装置和所述切割刀具均与所述控制模块连接;
23.所述进料导管,用于矫正和引导送料方向;
24.所述第二送料牵引装置,用于根据控制模块的控制信号控制毛细管的送料速率、送料方向和延时时间;
25.所述切割刀具,用于根据控制模块的控制信号控制切割速率;
26.所述收集料斗,用于收集完成切割的毛细管。
27.进一步,所述控制模块设有按钮,所述按钮,用于接收用户发出的预设参数设置指令,并根据预设参数设置指令触发相应的预设参数信号。
28.第二方面,本发明实施例还提供了一种聚合物变径毛细管成型切割一体化系统的实现方法,包括以下步骤:
29.通过控制模块根据预设参数信号触发控制信号;
30.通过预热处理模块根据控制信号对毛细管进行预热处理,进而使毛细管定型为笔直管束;
31.通过成型模块根据控制信号对预热处理后的毛细管进行成型处理,所述成型处理包括加热处理和冷却处理;所述加热处理用于辅助毛细管变径加工,所述冷却处理用于对完成变径加工后的毛细管进行冷却定型;
32.通过切割模块根据控制信号对成型处理后的毛细管进行切割处理,对加工成型后
的变径毛细管进行切割和收集;
33.其中,所述预热处理模块设有第一送料牵引装置,所述切割模块设有第二送料牵引装置,还通过控制模块控制所述第一送料牵引装置和所述第二送料牵引装置的送料过程辅助毛细管变径加工。
34.进一步,所述通过控制模块根据预设参数信号触发控制信号的步骤,包括以下至少之一:
35.触发所述预热模块预热温度的控制信号;
36.触发所述成型模块加热温度和冷却温度的控制信号;
37.触发所述切割模块切割速率的控制信号。
38.进一步,所述通过控制模块控制所述第一送料牵引装置和所述第二送料牵引装置的送料过程的步骤,包括:
39.控制第一牵引装置的送料速率、送料方向和延时时间;
40.和,控制第二牵引装置的送料速率、送料方向和延时时间。
41.上述本发明实施例中的一个或多个技术方案具有如下优点:本发明的实施例先通过控制模块根据预设参数信号触发控制信号;进而通过预热处理模块根据控制模块的控制信号对毛细管进行预热处理,进而使毛细管定型为笔直管束;随后,本发明通过成型模块根据控制模块的控制信号对预热处理后的毛细管进行成型处理;并且,本发明通过切割模块根据控制模块的控制信号对成型处理后的毛细管进行切割处理,对加工成型后的变径毛细管进行切割和收集;另外,本发明还通过控制模块控制第一送料牵引装置和第二送料牵引装置的送料过程辅助毛细管变径加工。本发明能够实现全自动的聚合物变径毛细管的成型切割一体化,缩减人工操作,降低生产成本,并且通过控制模块控制系统各功能模块,实现多样化的加工模式。
附图说明
42.为了更清楚地说明本技术实施例中的技术方案,下面将对实施例描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本技术的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
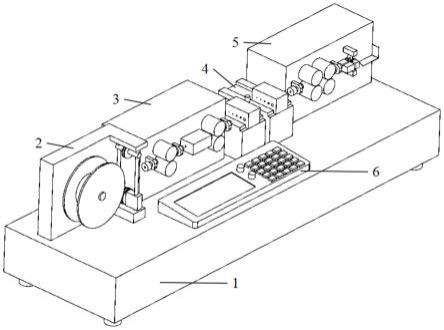
43.图1为本发明的一种聚合物变径毛细管成型切割一体化系统的整体结构示意图;
44.图2为本发明的聚合物变径毛细管成型切割一体化系统的预热处理模块的结构示意图;
45.图3为本发明的聚合物变径毛细管成型切割一体化系统的切割模块的结构示意图。
具体实施方式
46.下面结合说明书附图和具体实施例对本发明作进一步解释和说明。对于本发明实施例中的步骤编号,其仅为了便于阐述说明而设置,对步骤之间的顺序不做任何限定,实施例中的各步骤的执行顺序均可根据本领域技术人员的理解来进行适应性调整。
47.为了使本技术内容及技术方案更加清楚明白,对相关术语及含义进行说明:
48.毛细管:凡内径很细的管子叫“毛细管”。通常指的是内径等于或小于1毫米的细管,因管径有的细如毛发故称毛细管。目前主要应用在医学和建筑材料上。
49.聚合物加工:聚合物加工是指利用聚合物材料分子链松弛过程对温度的依赖性,通过外力辅助,使聚合物在适当的温度条件下,以较快的速度,在较短的时间内经过形变形成所需形状,最后再经过冷却定型得到最终的制品。
50.第一方面,本发明实施例提供了一种聚合物变径毛细管成型切割一体化系统,包括:
51.控制模块,用于根据预设参数信号触发控制信号,并将控制信号发送至预热处理模块、成型模块和切割模块;
52.预热处理模块,用于根据控制模块的控制信号对毛细管进行预热处理,进而使毛细管定型为笔直管束;
53.成型模块,用于根据控制模块的控制信号对预热处理后的毛细管进行成型处理,所述成型处理包括加热处理和冷却处理;所述加热处理用于辅助毛细管变径加工,所述冷却处理用于对完成变径加工后的毛细管进行冷却定型;
54.切割模块,用于根据控制模块的控制信号对成型处理后的毛细管进行切割处理,对加工成型后的变径毛细管进行切割和收集;
55.其中,所述预热处理模块设有第一送料牵引装置,所述切割模块设有第二送料牵引装置,所述控制模块还用于控制所述第一送料牵引装置和所述第二送料牵引装置的送料过程辅助毛细管变径加工。
56.进一步,还包括送料支架,所述送料支架,用于设置毛细管卷盘,卷放待加工毛细管。
57.进一步,所述送料支架、所述预热处理模块、所述成型模块和所述切割模块依次设置于固定底座;
58.所述控制模块设置于固定底座一侧;
59.所述信号处理系统分别连接预热处理模块、成型模块和切割模块。
60.进一步,所述预热处理模块包括进料导管和预热模具;所述进料导管、所述预热模具和所述第一送料牵引装置呈直线的线性布置;所述预热模具和所述第一送料牵引装置均与所述控制模块连接;
61.所述进料导管,用于矫正和引导送料方向;
62.所述第一送料牵引装置,用于根据控制模块的控制信号控制毛细管的送料速率、送料方向和延时时间;
63.所述预热模具,用于对毛细管进行预热定型。
64.进一步,所述成型模块包括加热台、加热模具和冷却模具;所述加热模具和所述冷却模具并排设置于所述加热台,所述加热台与所述控制模块连接;
65.所述加热台,用于根据控制模块的控制信号为所述加热模具和所述冷却模具传热。
66.进一步,所述切割模块包括进料导管、第二送料牵引装置、切割刀具和收集料斗;所述进料导管、所述第二送料牵引装置、所述切割刀具和所述收集料斗呈直线的线性布置;所述第二送料牵引装置和所述切割刀具均与所述控制模块连接;
67.所述进料导管,用于矫正和引导送料方向;
68.所述第二送料牵引装置,用于根据控制模块的控制信号控制毛细管的送料速率、送料方向和延时时间;
69.所述切割刀具,用于根据控制模块的控制信号控制切割速率;
70.所述收集料斗,用于收集完成切割的毛细管。
71.进一步,所述控制模块设有按钮,所述按钮,用于接收用户发出的预设参数设置指令,并根据预设参数设置指令触发相应的预设参数信号。
72.第二方面,本发明实施例还提供了一种聚合物变径毛细管成型切割一体化系统的实现方法,包括以下步骤:
73.通过控制模块根据预设参数信号触发控制信号;
74.通过预热处理模块根据控制信号对毛细管进行预热处理,进而使毛细管定型为笔直管束;
75.通过成型模块根据控制信号对预热处理后的毛细管进行成型处理,所述成型处理包括加热处理和冷却处理;所述加热处理用于辅助毛细管变径加工,所述冷却处理用于对完成变径加工后的毛细管进行冷却定型;
76.通过切割模块根据控制信号对成型处理后的毛细管进行切割处理,对加工成型后的变径毛细管进行切割和收集;
77.其中,所述预热处理模块设有第一送料牵引装置,所述切割模块设有第二送料牵引装置,还通过控制模块控制所述第一送料牵引装置和所述第二送料牵引装置的送料过程辅助毛细管变径加工。
78.进一步,所述通过控制模块根据预设参数信号触发控制信号的步骤,包括以下至少之一:
79.触发所述预热模块预热温度的控制信号;
80.触发所述成型模块加热温度和冷却温度的控制信号;
81.触发所述切割模块切割速率的控制信号。
82.进一步,所述通过控制模块控制所述第一送料牵引装置和所述第二送料牵引装置的送料过程的步骤,包括:
83.控制第一牵引装置的送料速率、送料方向和延时时间;
84.和,控制第二牵引装置的送料速率、送料方向和延时时间。
85.下面结合说明书附图,对本发明的聚合物变径毛细管成型切割一体化系统的具体结构及实现原理进行详细说明:
86.参照图1,本发明提供一种聚合物变径毛细管成型切割一体化系统,包括固定底座1、送料支架2、预热处理模块3、成型模块4、切割模块5以及控制模块6。
87.所述送料支架2、预热处理模块3、成型模块4、切割模块5以及控制模块6依次设置在所述固定底座1上。
88.所述送料支架2设置在所述固定底座1的最左端,用于设置待加工的毛细管卷盘,可调节高度使待加工毛细管保持水平,防止扭曲或打结。
89.所述预热处理模块3设置在所述送料支架2右边,参照图2,预热处理模块3包括进料导管3-1、预热模具3-2和第一送料牵引装置3-3。所述进料导管3-1用于矫正和引导送料
方向,减少人工整理线束,提高送料精度,从左至右依次包括第一进料导管、第二进料导管、第三进料导管。所述第一送料牵引装置3-3用于传送和固定经过预热处理的聚合物毛细管,包括但不限于多组胶轮牵引(本实施例中为2组4个胶轮牵引方式),也可以使用皮带牵引。所述送料胶轮保持每组上下对称,可通过间距调节使其与毛细管材充分接触并保持一定压力。所述胶轮与电机(包括普通电机、步进电机、伺服电机)连接,所述电机由所述控制模块6进行驱动和控制,通过plc程序控制可实现所述胶轮的速度调节、正转、反转、延时等多种驱动逻辑。所述预热处理模块3用于对缠绕在毛细管卷盘上的弯曲毛细管进行预热处理,使其重新定型为笔直管束,保障成型后变径毛细管内微流道的轴对称性,提高加工精度。
90.所述成型模块4衔接所述预热处理模块3,用于对聚合物毛细管进行加热和冷却成型处理,包括加热台、加热模具、冷却模具,所述加热台用于为加热模具和冷却模具传热。所述加热模具用于加热聚合物毛细管,所述冷却模具用于对加工后地变径毛细管进行冷却定型。
91.其中,所述加热模具设有多个通孔,允许对应尺寸的聚合物毛细管穿过所述通孔进行接触传热或辐射传热。所述加热模具保持恒定的成型温度,所述成型温度高于待加工聚合物材料的玻璃转化温度。
92.在一些实施例中,所述成型模块4还设有滑轨和升降装置,可调节空间位置,使待加工毛细管与模具通孔保持同轴,从而均匀受热;也可以调节待加工毛细管与模具地相对位置,在毛细管两侧形成温度梯度。
93.所述加热模具为导热系数较高地金属材料,包括不锈钢、铝合金和铜,模具结构、尺寸以及数量根据加热地方式可以增加或更换。
94.所述冷却模具设有通孔,允许聚合物毛细管穿过所述通孔进行冷却定型,冷却模具保持恒定的冷却温度,所述冷却温度低于待加工聚合物材料的玻璃转化温度。
95.所述切割模块5用于切割加工成型后的变径毛细管,参照图3,切割模块5包括进料导管5-1、第二送料牵引装置5-2、切割刀具5-3和收集料斗5-4,通过程序控制每完成一次加工和送料,所述切割刀具5-3以设定的切割速度将成型的变径毛细管切割为两端粗中间细的变径毛细管组件,并自动掉落至所述收集料斗5-4中。
96.所述第二送料牵引装置5-2用于传送和固定加工后的变径毛细管,包括两组相邻的送料胶轮(或送料皮带),所述送料胶轮与步进电机连接,通过plc程序控制可实现上下送料胶轮的速度调节、正转、反转、延时等多种驱动逻辑;所述送料轮保持每组上下对称,可通过间距调节使其与毛细管材充分接触并保持一定压力,所述送料导管用于校准送料方向,保证精准稳定地送料。
97.所述控制模块6用于预热模具以及加热台的温度控制、第一送料牵引装置3-3和第二送料牵引装置5-2的电机驱动程序,温度控制包括预热温度、加热温度和冷却温度。需要说明的是,控制模块还设有按钮,用于接收用户发出的预设参数设置指令,并根据预设参数设置指令触发相应的预设参数信号。
98.通过控制模块6协同控制所述第一送料牵引装置3-3与所述第二送料牵引装置5-2组成聚合物毛细管拉伸控制模组,通过plc程序向所述毛细管拉伸控制模组发送控制指令,对待加工毛细管进行拉伸处理。包括:
99.控制所述第一送料模块3-3和所述第二送料模块5-2同步送料或异步送料;
100.控制所述第一送料模块3-3和所述第二送料模块5-2的送料速率;
101.控制所述第一送料模块3-3和所述第二送料模块5-2的送料方向;
102.控制所述第一送料模块3-3和所述第二送料模块5-2的延时时间。
103.下面结合一些具体实施例对本发明的聚合物变径毛细管成型切割一体化系统的应用原理做进一步的详细说明,所述是对本发明的解释而不是限定:
104.一、将整卷的商用聚四氟乙烯(ptfe)毛细管(外径0.7mm,内径0.3mm)挂在送料支架上,将毛细管前端经导线滑轮后依此穿过所有进线导管、预热处理模具通孔(厚度10mm,孔径0.9mm)、加热模具通孔(厚度3mm,孔径0.9mm)、冷却模具通孔(厚度8mm,孔径0.9mm)以及所有送料牵引胶轮的间隙;
105.二、调节各送料牵引胶轮的间距,使上下胶轮对聚四氟乙烯毛细管保持均匀压力,不滑动,调节预热处理模具、加热模具和冷却模具与毛细管的相对位置,使毛细管与各模具通孔保持同轴。
106.三、通过控制模块设置预热温度为200℃,加热(成型)温度为350℃,冷却温度为80℃,启动加热台使各模具达到相应温度并保持稳定。
107.四、通过控制模块设置第一送料牵引装置、第二送料牵引装置以及切割模块的电机运行程序:
108.说明:本实施例中,切割刀具在最右侧,因此,从左向右为前进(进料),从右向左后退(退料);第一送料牵引装置简称m1,第二送料牵引装置简称m2,送料距离表示为d(distance),送料速度表示为v(velocity),循环次数表示为n(number),延时时间表示为t(time),控制刀具的电机表示为m3,刀具垂直进行上下运动。
109.本实施例的程序设置为:
110.1.m1前进d1,速度为v1;
111.2.延时t1;
112.3.m1和m2同时前进d2,速度为v2;
113.4.m3驱动刀具向下移动d3,速度为v3;
114.5.m3驱动刀具向上移动d4,速度为v4;
115.6.延时t2;
116.7.从步骤1开始循环,循环次数为n1;
117.8.结束。
118.本实施例中对应的参数分别为:d1=5mm,v1=100mm/s,t1=1s,d2=20mm,v2=100mm/s,d3=10mm,v3=50mm/s,d4=10mm,v4=50mm/s,t2=10s,n1=100。
119.五、设置好程序待温度稳定,启动程序,系统自动完成100件变径毛细管的加工和切割,并收集在料斗内。
120.综上所述,本发明实现了全自动的聚合物变径毛细管的成型切割一体化,大批量生产用于微流控技术的具有超小尺寸微流道的变径毛细管组件,缩减人工操作,降低生产成本;通过plc程序控制模具温度及电机的转动逻辑,实现多样化的加工模式;利用送料支架、进料导管等辅助装置,提升了加工过程中送料的稳定性,从而提升整个系统的稳健性和抗噪能力,减小批次间的差异性,实现高效、稳定、精密的加工效果。
121.在本说明书的描述中,参考术语“一个实施例”、“一些实施例”、“示例”、“具体示
例”、或“一些示例”等的描述意指结合该实施例或示例描述的具体特征、结构、材料或者特点包含于本发明的至少一个实施例或示例中。在本说明书中,对上述术语的示意性表述不一定指的是相同的实施例或示例。而且,描述的具体特征、结构、材料或者特点可以在任何的一个或多个实施例或示例中以合适的方式结合。
122.尽管已经示出和描述了本发明的实施例,本领域的普通技术人员可以理解:在不脱离本发明的原理和宗旨的情况下可以对这些实施例进行多种变化、修改、替换和变型,本发明的范围由权利要求及其等同物限定。
123.以上是对本发明的较佳实施进行了具体说明,但本发明并不限于所述实施例,熟悉本领域的技术人员在不违背本发明精神的前提下还可做作出种种的等同变形或替换,这些等同的变形或替换均包含在本技术权利要求所限定的范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1