注塑模具可控制调胶精度装置的制作方法
1.本发明涉及一种注塑模具,特别是涉及一种注塑模具可控制调胶精度装置。
背景技术:
2.塑料注塑模具是生产塑料制品的工具,应用非常广泛。在塑料制品注塑成型中,为了满足不同产品注胶量的需要,需要精密控制注塑模具的出胶量。传统的注塑模具控制注塑模具的方法为模具外部调胶,即在试验和生产过程中,需要将模具从注塑机台上拆卸下来,在模具上对进胶口大小进行重新加工更改后,再安装回注塑机台上,此方法耗时耗力,极大的增加了生产成本。
技术实现要素:
3.本发明的目的在于提供一种可精密控制出胶量的注塑模具可控制调胶精度装置。
4.为实现上述目的,本发明的技术解决方案是:本发明是一种注塑模具可控制调胶精度装置,包括调节阀、连接轴、转换装置、限位杆、限位套、活塞、阀门控制针、嘴套、嘴口;所述调节阀通过连接轴与转换装置的动力输入端连接,转换装置的动力输出端与限位杆的上端连接,限位杆的中部具有外螺纹且该外螺纹与限位套的螺孔螺接,限位杆的下端顶靠在活塞的顶面,阀门控制针上端固定在活塞内,阀门控制针的下端活动穿过在嘴套后伸入嘴口内,嘴口的上端固定在嘴套的下端。
5.所述调节阀包括旋钮、转轴和位置计数器;所述旋钮固定在转轴的外端,转轴的中部穿置在位置计数器内,转轴的内端与连接轴一端连接。
6.所述转换装置包括蜗杆、蜗轮;所述蜗杆的外端与连接轴固定连接,蜗杆的另一端与蜗轮连接,限位杆的上端固定套置在蜗轮的轴孔内。
7.本发明还包括密封圈;所述密封圈套接在活塞的外壁上。
8.所述嘴套的中部具有贯穿全长的长通孔;所述嘴口内具有贯穿全长的短通孔,该短通孔由大孔、锥形孔、小孔构成,大孔、锥形孔、小孔依次连通;所述阀门控制针的下端为锥形柱,阀门控制针下端穿过嘴套的长通孔后阀门控制针下端的锥形柱间隙插入嘴口短通孔的锥形孔和小孔内,在阀门控制针的锥形柱与嘴口的锥形孔配合,用于控制嘴口的出胶量。
9.所述活塞活动安装在活塞板的活塞缸体内,在活塞与活塞缸体之间设有两个密封圈。
10.采用上述方案后,本发明可通过手动旋转调节阀上的旋钮,旋钮通过连接轴驱动转换装置动作,转换装置带动限位杆上下移动,限位杆可驱动活塞上下运动,活塞带动阀门控制针移动,阀门控制针与嘴口配合,精密控制嘴口的出胶量。
11.下面结合附图和具体实施例对本发明作进一步的说明。
附图说明
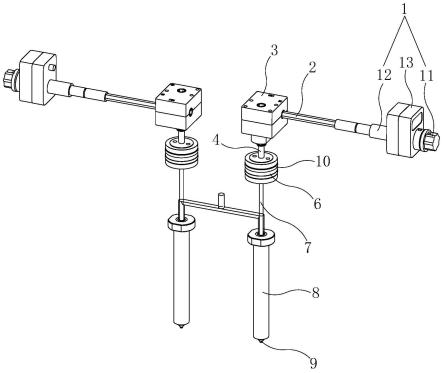
12.图1是本发明的轴测图;图2是本发明的正视图;图3是本发明转换装置的轴测图;图4a是本发明限位杆与限位套配合的正视图;图4b是本发明限位杆与限位套配合的剖视图;图5是本发明关闭状态的剖视图;图6是图5在a处的局部放大图;图7是本发明打开1毫米状态的示意图;图8是本发明打开3毫米状态的示意图。
具体实施方式
13.如图1、图2所示,本发明是一种注塑模具可控制调胶精度装置,包括调节阀1、连接轴2、转换装置3、限位杆4、限位套5、活塞6、阀门控制针7、嘴套8、嘴口9、密封圈10。
14.所述调节阀1通过连接轴2与转换装置3的动力输入端连接,转换装置3的动力输出端与限位杆4的上端连接,限位杆4的中部具有外螺纹41且该外螺纹与限位套5的螺孔51螺接(如图4a、图4b所示),限位杆4的下端顶靠在活塞6的顶面,密封圈10套接在活塞的外壁上,活塞6活动安装在活塞板100的活塞缸体101内(如图5所示),在活塞6与活塞缸体101之间设有两个密封圈10。所述阀门控制针7上端固定在活塞6内,阀门控制针7的下端活动穿过在嘴套8后伸入嘴口9内,嘴口9的上端固定在嘴套8的下端。
15.所述调节阀1包括旋钮11、转轴12和位置计数器13;所述旋钮11固定在转轴12的外端,转轴12的中部穿置在位置计数器13内,转轴12的内端与连接轴2一端连接。
16.如图3所示,所述转换装置3包括蜗杆31、蜗轮32;所述蜗杆31的外端与连接轴2固定连接,蜗杆31的另一端与蜗轮32连接,限位杆4的上端固定套置在蜗轮32的轴孔321内。
17.如图5、图6所示,所述嘴套8的中部具有贯穿全长的长通孔81,该长通孔81构成垂直分流道,该垂直分流道与水平分流道102连通,该水平分流道102设置在流道板103上;所述嘴口9内具有贯穿全长的短通孔91,该短通孔91由大孔911、锥形孔912、小孔913构成,大孔911、锥形孔912、小孔913依次连通;所述阀门控制针7的下端为锥形柱71,阀门控制针7下端穿过嘴套8的长通孔81后阀门控制针7下端的锥形柱71间隙插入嘴口9短通孔91的锥形孔912和小孔913内,在阀门控制针7的锥形柱71与嘴口9的锥形孔912配合,用于控制嘴口9的出胶量,嘴口9的下端与设置在浇口板104上的浇口105连通。
18.需要说明的是,在本实施例中,定模板是由活塞板100、流道板103、浇口板104等构成。
19.本发明的工作原理:如图1所示,手动旋转调节阀1上的旋钮11,旋钮11通过连接轴2驱动转换装置3动作,转换装置3带动限位杆4上下移动,限位杆4可驱动活塞6上下运动,活塞6带动阀门控制针7移动,阀门控制针7插入嘴套8内,在嘴口9部位密封,活塞6往上运动时可打开嘴口9,进行注胶,反之活塞6复位可密封嘴口9。需要注胶时,驱动活塞6往上运动,打开嘴口,受限位杆4限制,活塞6只能到达限位杆4指定位置,通过调节限位杆4的位置来控制嘴口9打开的大
小,以实现可控制的精密调胶。
20.当模具存在多穴产品时,通过分别控制活塞6来分别控制单穴产品的注胶口开合度,再通过调节阀1来控制注胶口打开的大小,控制精度可以达到0.01mm;如图7、图8所示,为嘴口9注胶口开合度为1毫米和3毫米的两种状态。
21.以上所述,仅为本发明较佳实施例而已,故不能以此限定本发明实施的范围,即依本发明申请专利范围及说明书内容所作的等效变化与修饰,皆应仍属本发明专利涵盖的范围内。
技术特征:
1.一种注塑模具可控制调胶精度装置,其特征在于:包括调节阀、连接轴、转换装置、限位杆、限位套、活塞、阀门控制针、嘴套、嘴口;所述调节阀通过连接轴与转换装置的动力输入端连接,转换装置的动力输出端与限位杆的上端连接,限位杆的中部具有外螺纹且该外螺纹与限位套的螺孔螺接,限位杆的下端顶靠在活塞的顶面,阀门控制针上端固定在活塞内,阀门控制针的下端活动穿过在嘴套后伸入嘴口内,嘴口的上端固定在嘴套的下端。2.根据权利要求1所述注塑模具可控制调胶精度装置,其特征在于:所述调节阀包括旋钮、转轴和位置计数器;所述旋钮固定在转轴的外端,转轴的中部穿置在位置计数器内,转轴的内端与连接轴一端连接。3.根据权利要求1所述注塑模具可控制调胶精度装置,其特征在于:所述转换装置包括蜗杆、蜗轮;所述蜗杆的外端与连接轴固定连接,蜗杆的另一端与蜗轮连接,限位杆的上端固定套置在蜗轮的轴孔内。4.根据权利要求1所述注塑模具可控制调胶精度装置,其特征在于:还包括密封圈;所述密封圈套接在活塞的外壁上。5.根据权利要求1所述注塑模具可控制调胶精度装置,其特征在于:所述嘴套的中部具有贯穿全长的长通孔;所述嘴口内具有贯穿全长的短通孔,该短通孔由大孔、锥形孔、小孔构成,大孔、锥形孔、小孔依次连通;所述阀门控制针的下端为锥形柱,阀门控制针下端穿过嘴套的长通孔后阀门控制针下端的锥形柱间隙插入嘴口短通孔的锥形孔和小孔内,在阀门控制针的锥形柱与嘴口的锥形孔配合,用于控制嘴口的出胶量。6.根据权利要求1所述注塑模具可控制调胶精度装置,其特征在于:所述活塞活动安装在活塞板的活塞缸体内,在活塞与活塞缸体之间设有两个密封圈。
技术总结
本发明公开了一种注塑模具可控制调胶精度装置,包括调节阀、连接轴、转换装置、限位杆、限位套、活塞、阀门控制针、嘴套、嘴口;所述调节阀通过连接轴、转换装置与限位杆连接,限位杆的中部具有外螺纹且该外螺纹与限位套的螺孔螺接,限位杆的下端顶靠在活塞的顶面,阀门控制针上端固定在活塞内,阀门控制针的下端活动穿过在嘴套后伸入嘴口内,嘴口的上端固定在嘴套的下端。本发明可通过手动旋转调节阀上的旋钮,旋钮通过连接轴驱动转换装置动作,转换装置带动限位杆上下移动,限位杆可驱动活塞上下运动,活塞带动阀门控制针移动,阀门控制针与嘴口配合,精密控制嘴口的出胶量。精密控制嘴口的出胶量。精密控制嘴口的出胶量。
技术研发人员:廖博华 杨叶繁 张小庆 张剑标
受保护的技术使用者:厦门捷信达精密科技股份有限公司
技术研发日:2022.05.31
技术公布日:2022/9/27
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1