一种90的制作方法
一种90
°
弯管注塑模芯模结构及其脱模方法
技术领域:
1.本发明涉及一种90
°
弯管注塑模芯模结构,其属于弯管铸造工艺领域。
背景技术:
2.对于90
°
塑料弯管,整体式芯模存在无法脱模的问题,一般只能采用“吹塑成型工艺”生产。
3.但对某些产品因为使用要求而必须采用“注塑成型工艺”生产的90
°
塑料弯管,一般的整体式芯模存在无法脱模的问题。
4.因此,确有必要对现有技术进行改进以解决现有技术之不足。
技术实现要素:
5.本发明是为了解决上述现有技术存在的问题而提供一种90
°
弯管注塑模芯模结构,其能够解决“90
°
塑料弯管注塑模芯脱模”问题,使得90
°
塑料弯管能够采用“注塑成型工艺”生产。
6.本发明采用如下技术方案:一种90
°
弯管注塑模芯模结构,包括对称设置的左芯模和右芯模,所述右芯模包括中间模块以及与中间模块安装配合于一起的上模块、下模块和侧模块,所述中间模块上未安装有上模块、下模块和侧模块的一末端通过连接螺栓连接有底板,所述中间模块上安装有上模块、下模块和侧模块的一末端安装有定位圆柱销,所述右芯模与左芯模相对称设置,所述左芯模亦包括中间模块以及与中间模块安装配合于一起的上模块、下模块和侧模块,在所述左芯模的中间模块上与定位圆柱销相配合的端面上形成有定位孔。
7.进一步地,在所述上模块、下模块和侧模块上均设有阴性燕尾槽,在所述中间模块上设有与阴性燕尾槽相配合的阳性燕尾槽。
8.进一步地,所述上模块、下模块和侧模块与中间模块通过阴性燕尾槽和阳性燕尾槽装配到一起,并由底板进行轴向定位。
9.进一步地,所述定位圆柱销与左芯模的中间模块采用小间隙配合。
10.进一步地,所述定位圆柱销的个数为两个。
11.进一步地,所述定位圆柱销与中间模块采用锁紧配合连接成一体。
12.本发明还采用如下技术方案:一种90
°
弯管注塑模芯模结构的脱模方法,步骤如下:
13.步骤一:先取出右芯模,沿上模块、下模块和侧模块围成的圆柱轴向拔出中间模块,所述中间模块上带有两个定位圆柱销;
14.步骤二:将上模块、下模块移动到圆柱轴向中央位置后,沿轴向拔出;
15.步骤三:将侧模块移动到圆柱轴向中央位置后,沿轴向拔出;
16.步骤四:依照步骤一至步骤三的步骤和顺序,将左芯模拔出。
17.本发明具有如下有益效果:本发明90
°
弯管注塑模芯模结构可很好地解决“注塑成
型工艺”生产90
°
塑料弯管的注塑模芯模脱模问题,使得90
°
塑料弯管能够较方便地采用“注塑成型工艺”生产。
附图说明:
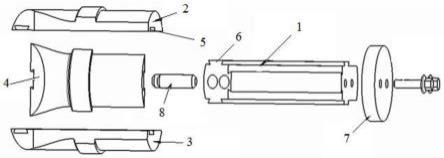
18.图1为本发明90
°
弯管注塑模芯模结构示意图。
19.图2为拔出中间模块示意图。
20.图3为拔出上模块示意图。
21.图4为拔出下模块示意图。
22.图5为拔出侧模块示意图。
23.图6为本发明90
°
弯管注塑模芯模剖视图。
具体实施方式:
24.下面结合附图对本发明作进一步的说明。
25.本发明90
°
弯管注塑模芯模结构,包括对称设置的左芯模和右芯模,其中右芯模包括中间模块1以及与中间模块1安装配合于一起的上模块2、下模块3和侧模块4。在上模块2、下模块3和侧模块4上均设有阴性燕尾槽5,在中间模块1上设有与阴性燕尾槽5相配合的阳性燕尾槽6,通过阴性燕尾槽5与阳性燕尾槽6的配合以将上模块2、下模块3和侧模块4与中间模块1安装配合于一起。
26.中间模块1上未安装有上模块2、下模块3和侧模块4的一末端通过连接螺栓连接有底板7,上模块2、下模块3和侧模块4与中间模块1通过燕尾槽结构装配到一起,并由底板7进行轴向定位。
27.中间模块1上安装有上模块2、下模块3和侧模块4的一末端安装有两个定位圆柱销8,两个定位圆柱销8与中间模块1采用锁紧配合连接成一体。
28.定位圆柱销8与左芯模的中间模块采用小间隙配合,便于脱模时,随同右芯模的中间模块一同拔出。
29.右芯模与左芯模相对称设置,右芯模与左芯模结构大致相同,唯一不同之处在于,在左芯模的中间模块上与定位圆柱销8相配合的端面上形成有定位孔(未图示),通过定位圆柱销8与定位孔的配合进而保证左左芯模、右芯模配合时的位置准确性。
30.本发明90
°
弯管注塑模芯模结构,脱模过程具体如下:
31.步骤一:以先取出右芯模为例,直接沿上模块2、下模块3和侧模块4围成的圆柱轴向拔出中间模块1,中间模块1上带有两个定位圆柱销8;
32.步骤二:将上模块2、下模块3移动到圆柱轴向中央位置后,沿轴向拔出;
33.步骤三:将侧模块4移动到圆柱轴向中央位置后,沿轴向拔出;
34.步骤四:依照步骤一至步骤三的步骤和顺序,将左芯模拔出。
35.本发明90
°
弯管注塑模芯模结构可很好地解决“注塑成型工艺”生产90
°
塑料弯管的注塑模芯模脱模问题,使得90
°
塑料弯管能够较方便地采用“注塑成型工艺”生产。
36.以上所述仅是本发明的优选实施方式,应当指出,对于本技术领域的普通技术人员来说,在不脱离本发明原理的前提下还可以作出若干改进,这些改进也应视为本发明的保护范围。
技术特征:
1.一种90
°
弯管注塑模芯模结构,其特征在于:包括对称设置的左芯模和右芯模,所述右芯模包括中间模块(1)以及与中间模块(1)安装配合于一起的上模块(2)、下模块(3)和侧模块(4),所述中间模块(1)上未安装有上模块(2)、下模块(3)和侧模块(4)的一末端通过连接螺栓连接有底板(7),所述中间模块(1)上安装有上模块(2)、下模块(3)和侧模块(4)的一末端安装有定位圆柱销(8),所述右芯模与左芯模相对称设置,所述左芯模亦包括中间模块(1)以及与中间模块(1)安装配合于一起的上模块(2)、下模块(3)和侧模块(4),在所述左芯模的中间模块上与定位圆柱销(8)相配合的端面上形成有定位孔。2.如权利要求1所述的90
°
弯管注塑模芯模结构,其特征在于:在所述上模块(2)、下模块(3)和侧模块(4)上均设有阴性燕尾槽(5),在所述中间模块(1)上设有与阴性燕尾槽(5)相配合的阳性燕尾槽(6)。3.如权利要求2所述的90
°
弯管注塑模芯模结构,其特征在于:所述上模块(2)、下模块(3)和侧模块(4)与中间模块(1)通过阴性燕尾槽(5)和阳性燕尾槽(6)装配到一起,并由底板(7)进行轴向定位。4.如权利要求3所述的90
°
弯管注塑模芯模结构,其特征在于:所述定位圆柱销(8)与左芯模的中间模块采用小间隙配合。5.如权利要求1所述的90
°
弯管注塑模芯模结构,其特征在于:所述定位圆柱销(8)的个数为两个。6.如权利要求1所述的90
°
弯管注塑模芯模结构,其特征在于:所述定位圆柱销(8)与中间模块(1)采用锁紧配合连接成一体。7.一种90
°
弯管注塑模芯模结构的脱模方法,其特征在于:步骤如下:步骤一:先取出右芯模,沿上模块(2)、下模块(3)和侧模块(4)围成的圆柱轴向拔出中间模块(1),所述中间模块(1)上带有两个定位圆柱销(8);步骤二:将上模块(2)、下模块(3)移动到圆柱轴向中央位置后,沿轴向拔出;步骤三:将侧模块(4)移动到圆柱轴向中央位置后,沿轴向拔出;步骤四:依照步骤一至步骤三的步骤和顺序,将左芯模拔出。
技术总结
本发明公开了一种90
技术研发人员:吴林 王思文
受保护的技术使用者:江苏开沃汽车有限公司
技术研发日:2022.07.21
技术公布日:2022/11/25
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1