片材及其制造设备和制造方法与流程
本申请涉及片材制造领域。具体而言,本申请涉及一种片材,以及该片材的制造设备和制造方法。
背景技术:
1、随着材料工艺的发展和社会需求的增多,弹性有机材料制成的片材得到广泛使用。例如,人们越来越多地使用各种便携式设备以应用于各种不同的场所,例如,设备从室内使用移到户外进行使用。作为典型代表,充气产品重量轻、易于包装和存储,已广泛应用于生活中。现有技术中,充气产品往往由若干片高分子材料制成的片状材料彼此高频焊接拼接而构造其外部轮廓,因此这些片状材料往往使用可高频焊接的弹性高分子材料,例如热塑性聚氨酯(thermoplastic polyurethanes,tpu)或聚氯乙烯(polyvinyl chloride,pvc),制成。但是,在产品内部气压较高的情况下,片状材料会发生拉伸变形,从而使充气产品的外形发生变形,影响用户使用。
2、为了加固片状材料,技术人员已经尝试将织物贴附于片状材料,以改善片状材料的抗拉伸性能。以通过tpu制成的片状材料为例,现有的织物贴合工艺通常首先将粘合剂涂覆于织物基层上以获得基层材料,将基层材料卷成基层料卷以方便运输,并准备好由待贴合的tpu材料卷成的tpu料卷。随后将基层料卷和待贴合的tpu料卷一齐转运至贴合机,将分别由基层料卷、tpu料卷供料的基层材料的粘合剂、tpu材料加热至熔融并压合,形成通过粘合剂粘合tpu材料和织物基层的片状材料。
3、然而,上述工艺具有一些明显的缺点。一方面,在获得中间材料后,需要将这些中间材料卷成沉重的料卷进行运输。另一方面,在使用胶粘剂的场合下,需要将胶粘剂溶解于有机溶剂中获得胶粘剂溶液,将胶粘剂溶液涂在织物表面,再使有机溶剂蒸发而使胶粘剂留在织物表面,然后将带有胶粘剂的织物卷起,才能获得可用于运输的基层料卷;而蒸发的有机溶剂可能造成严重的环境污染。
技术实现思路
1、本申请提供一种用于制作充气产品的片材的制造设备以及制造工艺,简化片材的生产过程,降低生产成本,并减少可能的环境污染。
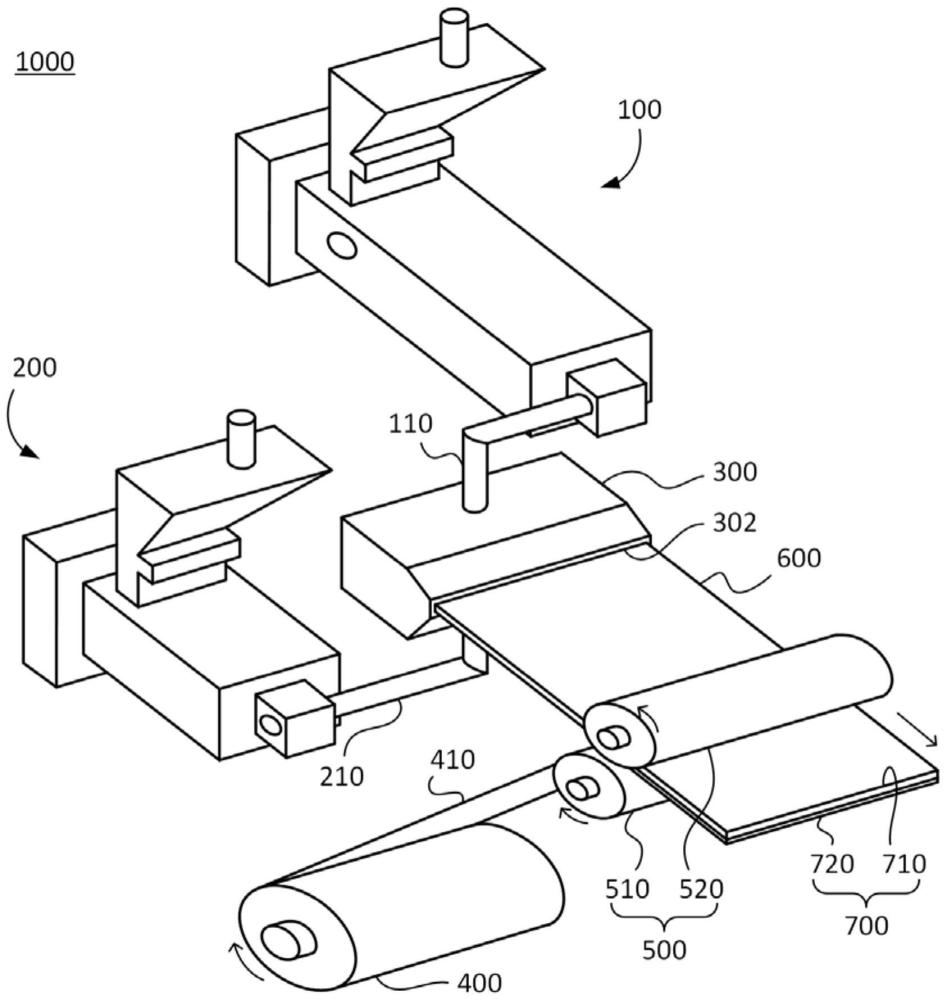
2、具体而言,本申请提供了一种片材制造设备,其包括:
3、原料处理装置,包括第一流道、第二流道、合流腔和材料出口,所述第一流道、所述第二流道、所述材料出口分别与所述合流腔连通;
4、第一供料装置,用于向第一流道输送弹性高分子材料;
5、第二供料装置,用于向第二流道输送粘结材料;
6、第三供料装置,用于提供织物片;以及,
7、压紧装置,用于将织物片贴合于第一料片的粘结材料所在一侧,其中第一料片由材料出口送出。
8、在一个实施例中,压紧装置包括对置的第一辊和第二辊,第一料片和织物片被置于第一辊和第二辊之间。
9、在一个实施例中,第一辊和第二辊中的至少一个具有由金属材料制成的工作面。
10、在一个实施例中,该片材制造设备还包括冷却系统,冷却系统包括冷却管路;第一辊具有由金属材料制成的工作面,冷却管路设置于第一辊中。
11、在一个实施例中,该片材制造设备还包括冷却系统,冷却系统包括冷却管路;第二辊具有由金属材料制成的工作面,冷却管路设置于第二辊中。
12、在一个实施例中,第一辊和第二辊中的一个具有由弹性材质制成的工作面。
13、在一个实施例中,粘结材料包括反应型胶粘剂。
14、本申请还提供了一种片材制造方法,包括以下步骤:
15、连续提供弹性高分子材料、粘结材料和织物片;以及
16、形成第二料片,第二料片包括第一层、第二层和织物层,第二料片的第一层包括弹性高分子材料,第二料片的第二层包括粘结材料,且第二料片的第一层和第二层之间有一中间层,中间层包括包含弹性高分子材料和粘结材料的混合物;织物层由织物片形成,且第二料片的第二层和织物层结合。
17、在一个实施例中,在形成所述第二料片之前,上述方法还包括以下步骤:
18、形成连续的第一料片,其中第一料片包括第一层和第二层,其中第一料片的第一层包括弹性高分子材料,第一料片的第二层包括粘结材料,且第一料片的第一层和第二层之间有一中间层,第一料片的中间层包括弹性高分子材料和粘结材料的混合物;以及,
19、压紧第一料片和织物片,使第一料片通过第一料片的第二层与事实织物片结合以形成第二料片。
20、在一个实施例中,上述方法还包括以下步骤:
21、通过用于压紧第一料片和织物片的压紧装置为第一料片提供冷却。
22、在一个实施例中,上述粘结材料包括反应型胶粘剂。
23、本申请还提供了一种片材,其包括织物层及覆盖层;其中,覆盖层包括第一层和第二层,第一层包括弹性高分子材料,第二层包括粘结材料,并且覆盖层由流动性的弹性高分子材料和流动性的粘结材料合流后形成;并且织物层与粘结材料结合。
24、在一个实施例中,所述片材由所述覆盖层和所述织物层压合后制成。
25、在一个实施例中,上述粘结材料包括反应型胶粘剂。
26、与现有技术相比,本申请所提出的片材制造设备和片材制造方法,免去了先制作涂覆有粘合剂的基层材料、再将基层材料运至贴合装置的麻烦,提升了片材制造效率。同时,反应型胶粘剂可以应用于本申请提出的片材,且本申请提出的制造设备、制造方法也适用于应用反应型胶粘剂的场合。因此,本申请的技术方案也避免了蒸发的有机溶剂对环境的不利影响。虽然反应型胶粘剂(例如反应型聚氨酯,polyurethane reactive,pur)不含水和有机溶剂,高性能、环保,兼有普通热熔胶粘剂无溶剂、初粘性高、装配时定位迅速等特性,又具有反应型胶粘剂特有的耐水、耐热、耐寒、耐蠕变和耐介质等性能。但是,反应型胶粘剂在固化完成后无法进行逆反应,如要使其再进入可用状态需要再将其加热至一定的温度。本申请提出的片材的制造设备和制造工艺,在使用反应型胶粘剂的场合下,可以在反应型胶粘剂固化完成前即完成贴合过程,相较于现有的生产工艺,避免了对胶粘剂再次加热使其熔化的过程,不仅提升了生产效率,也节约了能源。
技术特征:
1.一种片材制造设备,其特征在于,包括:
2.根据权利要求1所述的制造设备,其特征在于,所述压紧装置包括对置的第一辊和第二辊,所述第一料片和所述织物片被置于所述第一辊和所述第二辊之间。
3.根据权利要求2所述的制造设备,其特征在于,所述第一辊和所述第二辊中的至少一个具有由金属材料制成的工作面。
4.根据权利要求3所述的制造设备,其特征在于,还包括:
5.根据权利要求3所述的制造设备,其特征在于,还包括:
6.根据权利要求2所述的制造设备,其特征在于,所述第一辊和所述第二辊中的一个具有由弹性材质制成的工作面。
7.根据权利要求1所述的制造设备,其特征在于,所述粘结材料包括反应型胶粘剂。
8.一种片材制造方法,其特征在于,包括:
9.根据权利要求8所述的制造方法,其特征在于,在形成所述第二料片之前,还包括:
10.根据权利要求9所述的制造方法,其特征在于,还包括:
11.根据权利要求8所述的制造方法,其特征在于,所述粘结材料包括反应型胶粘剂。
12.一种片材,其特征在于,包括:
13.根据权利要求12所述的片材,其特征在于,所述片材由所述覆盖层和所述织物层压合后制成。
14.根据权利要求12所述的片材,其特征在于,所述粘结材料包括反应型胶粘剂。
技术总结
本申请的目的是提供一种片材及其制造设备、制造方法,其中该片材包括织物层及覆盖层,所述覆盖层包括第一层和第二层,所述第一层包括弹性高分子材料,所述第二层包括粘结材料,并且所述覆盖层由流动性的所述弹性高分子材料和流动性的所述粘结材料合流后形成;并且所述织物层与所述粘结材料结合。相较于现有技术,本申请的技术方案简化了片材的制造工艺,也更环保。
技术研发人员:曾祥林
受保护的技术使用者:上海荣威塑胶工业有限公司
技术研发日:
技术公布日:2024/3/12
- 还没有人留言评论。精彩留言会获得点赞!