一种水控系统用高精度密封件的加工方法与流程
本发明属于密封件,具体涉及一种水控系统用高精度密封件的加工方法。
背景技术:
1、水控系统是通过联网水控器或脱机水控器对水量进行控制的系统,水控系统包括输送所用的管道,管道内设置有用于密封的胶圈。胶圈有模压成型和粘结成型两种加工方式,模压成型是先通过切割方式得到截面为规则形状的胶圈,然后通过模具对胶圈进行挤压,使得胶圈的截面成为所需的形状;粘结成型是直接将原料挤出成截面为所需形状的胶条,然后对胶条进行定长切割,最后对切割后的胶条两端进行粘结,一般适用于体积较大的胶条制造。
2、通过粘结成型的胶条两端在粘结过程中容易出现错位,导致胶条边缘处不对齐,影响胶条的密封性能;上胶的过程中胶条两个端面之间的胶量难以保持均匀,容易出现部分区域胶量多导致胶黏剂溢出,部分区域胶量小导致出现空缺的情况,参阅图9,同样区域胶量过多和过少也会影响胶条密封性能。
技术实现思路
1、为解决上述技术问题,本发明采用如下技术方案:一种水控系统用高精度密封件的加工方法,包括以下步骤:
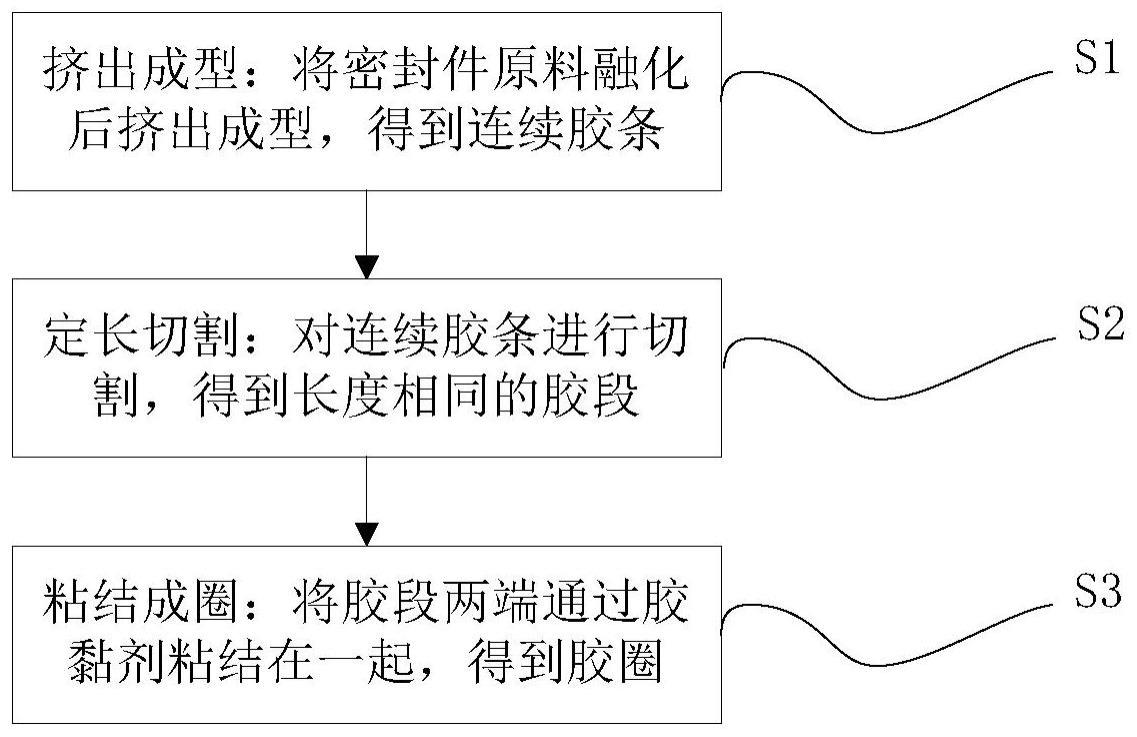
2、步骤一、挤出成型:将密封件原料融化后挤出成型,得到连续胶条。
3、步骤二、定长切割:对连续胶条进行切割,得到长度相同的胶段。
4、步骤三、粘结成圈:将胶段两端通过胶黏剂粘结在一起,得到胶圈。
5、其中,步骤三采用一种胶圈成型装置配合完成,所述胶圈成型装置包括条形的第一框体和条形的第二框体,第一框体位于第二框体下方且二者均为水平状态;第一框体通过第一支架固定安装在底座上方,底座上通过第二支架固定安装有位于第二框体上方的顶板,顶板底面竖直固定安装有气缸,第二框体固定连接在气缸的伸缩段底端;第一框体顶面和第二框体底面相贴合时,二者之间形成两端开口的半封闭腔体;第二框体上安装有供胶机构,第二框体上开设有与供胶机构配合的进胶口;第一框体上对应进胶口的位置安装有定位机构。
6、作为本发明的一种优选技术方案,所述供胶机构包括固定安装在第二框体上表面的存胶箱,存胶箱底面安装有连通存胶箱内部且伸入进胶口内的喷胶头。
7、作为本发明的一种优选技术方案,所述定位机构包括两个以滑动配合方式水平贯穿第一框体侧壁的定位板,定位板为竖直状态且定位板与第一框体长度方向相互垂直;定位板位于第一框体内的端面与第一框体内壁相平齐;定位板位于第一框体外的端面固定安装有平移板,两个平移板之间固定连接有双向弹性伸缩杆。
8、作为本发明的一种优选技术方案,所述底座上表面滑动安装有位于两个平移板之间的电动滑块,电动滑块朝向平移板的端面与平移板相互配合;且电动滑块朝向平移板的端面一侧边缘为圆角,平移板朝向电动滑块的表面一侧边缘也为圆角。
9、作为本发明的一种优选技术方案,所述供胶机构包括升降杆,升降杆以滑动配合方式竖直贯穿第二框体,升降杆底端固定安装有与第二框体内壁相互配合的匀胶板,匀胶板与定位板宽度相同且二者朝向第二框体端口的端面平齐;升降杆顶端固定安装有升降台,升降台与第二框体上表面之间固定连接有套设在升降杆上的伸缩弹簧。
10、作为本发明的一种优选技术方案,所述升降台上转动安装有滚轮,第二框体上表面固定安装有电机座,电机座上固定安装有电机,电机的输出轴上固定安装有与滚轮位置对应的异形凸轮;异形凸轮包括若干个沿其周向均匀设置在其边缘处的凸块,每个凸块顶部与异形凸轮中心的距离均不相同。
11、作为本发明的一种优选技术方案,所述进胶口的侧壁上开设有水平槽,第二框体上安装有切胶机构,切胶机构包括水平滑动安装在水平槽内的刀座,刀座朝向水平槽的端面固定安装有切割刀;刀座和切割刀的表面均与第二框体内壁相平齐;第二框体上水平滑动安装有l形的平移架,平移架的水平段端部固定连接在刀座上,平移架的竖直段与第二框体之间固定连接有水平的弹性伸缩板。
12、作为本发明的一种优选技术方案,所述进胶口内竖直滑动配合有压环,压环的上表面竖直固定安装有压杆,压杆顶端固定安装有压片,压片与第二框体之间固定连接有弹性片。
13、本发明至少具有如下有益效果:(1)本发明在上胶前,通过定位板对胶条两端面之间的距离进行限定,使得胶条两端面之间距离恒定,一方面保证了胶层厚度恒定,同时也避免了胶条两端错位的情况出现,提高了胶条的密封性能;上胶过程中,通过第一框体和第二框体的配合,对胶条两端进行限位,保证胶条两端边缘处始终处于平齐状态,进一步提高了胶条的密封性能。
14、(2)本发明在上胶过程中,通过胶条两端面、定位板、第一框体和第二框体共同组成一个顶部开口的半封闭填胶区域,该区域的边缘处与胶条边缘处平齐,通过供胶机构向该区域内填胶后,形成的胶层边缘与胶条边缘平齐,避免了胶黏剂溢出或无法完全填充的情况出现;供胶机构在填胶过程中,匀胶板不断升降,匀胶板向下移动过程中对胶层进行压匀,促进胶黏剂流动,帮助胶黏剂充分填充到填胶区域内。
15、(3)在实际生产中,如果供胶量与填胶区域容积正好相等,那么胶层顶部对应进胶口的表面很容易出现凹凸不平的情况,影响胶条的密封性能;本发明供胶机构每次供应的胶量略大于填胶区域的容积,以使得部分胶黏剂溢出至进胶口内,并通过切胶机构对多出的胶黏剂进行切除,以保证胶层对应进胶口的表面平齐,保证了胶条的密封性能。
技术特征:
1.一种水控系统用高精度密封件的加工方法,包括以下步骤:
2.根据权利要求1所述一种水控系统用高精度密封件的加工方法,其特征在于:所述供胶机构(6)包括固定安装在第二框体(2)上表面的存胶箱(601),存胶箱(601)底面安装有连通存胶箱(601)内部且伸入进胶口(201)内的喷胶头(602)。
3.根据权利要求1所述一种水控系统用高精度密封件的加工方法,其特征在于:所述定位机构(7)包括两个以滑动配合方式水平贯穿第一框体(1)侧壁的定位板(701),定位板(701)为竖直状态且定位板(701)与第一框体(1)长度方向相互垂直;定位板(701)位于第一框体(1)内的端面与第一框体(1)内壁相平齐;定位板(701)位于第一框体(1)外的端面固定安装有平移板(702),两个平移板(702)之间固定连接有双向弹性伸缩杆(703)。
4.根据权利要求3所述一种水控系统用高精度密封件的加工方法,其特征在于:所述底座(3)上表面滑动安装有位于两个平移板(702)之间的电动滑块(704),电动滑块(704)朝向平移板(702)的端面与平移板(702)相互配合;且电动滑块(704)朝向平移板(702)的端面一侧边缘为圆角,平移板(702)朝向电动滑块(704)的表面一侧边缘也为圆角。
5.根据权利要求3所述一种水控系统用高精度密封件的加工方法,其特征在于:所述供胶机构(6)包括升降杆(603),升降杆(603)以滑动配合方式竖直贯穿第二框体(2),升降杆(603)底端固定安装有与第二框体(2)内壁相互配合的匀胶板(604),匀胶板(604)与定位板(701)宽度相同且二者朝向第二框体(2)端口的端面平齐;升降杆(603)顶端固定安装有升降台(605),升降台(605)与第二框体(2)上表面之间固定连接有套设在升降杆(603)上的伸缩弹簧(606)。
6.根据权利要求5所述一种水控系统用高精度密封件的加工方法,其特征在于:所述升降台(605)上转动安装有滚轮(607),第二框体(2)上表面固定安装有电机座,电机座上固定安装有电机(608),电机(608)的输出轴上固定安装有与滚轮(607)位置对应的异形凸轮(609);异形凸轮(609)包括若干个沿其周向均匀设置在其边缘处的凸块,每个凸块顶部与异形凸轮(609)中心的距离均不相同。
7.根据权利要求1所述一种水控系统用高精度密封件的加工方法,其特征在于:所述进胶口(201)的侧壁上开设有水平槽(202),第二框体(2)上安装有切胶机构(8),切胶机构(8)包括水平滑动安装在水平槽(202)内的刀座(801),刀座(801)朝向水平槽(202)的端面固定安装有切割刀(802);刀座(801)和切割刀(802)的表面均与第二框体(2)内壁相平齐;第二框体(2)上水平滑动安装有l形的平移架(803),平移架(803)的水平段端部固定连接在刀座(801)上,平移架(803)的竖直段与第二框体(2)之间固定连接有水平的弹性伸缩板(804)。
8.根据权利要求7所述一种水控系统用高精度密封件的加工方法,其特征在于:所述进胶口(201)内竖直滑动配合有压环(805),压环(805)的上表面竖直固定安装有压杆(806),压杆(806)顶端固定安装有压片(807),压片(807)与第二框体(2)之间固定连接有弹性片(808)。
技术总结
本发明属于密封件技术领域,具体涉及一种水控系统用高精度密封件的加工方法,包括以下步骤:步骤一、挤出成型:将密封件原料融化后挤出成型,得到连续胶条;步骤二、定长切割:对连续胶条进行切割,得到长度相同的胶段;步骤三、粘结成圈:将胶段两端通过胶黏剂粘结在一起,得到胶圈;其中,步骤三采用一种胶圈成型装置配合完成。本发明在上胶时胶条两端边缘处始终处于平齐状态,提高了胶条的密封性能;本发明通过胶条两端面、定位板、第一框体和第二框体共同组成一个顶部开口的半封闭填胶区域,该区域的边缘处与胶条边缘处平齐,通过供胶机构向该区域内填胶后,形成的胶层边缘与胶条边缘平齐,避免了胶黏剂溢出或无法完全填充的情况出现。
技术研发人员:张科,邬书里,桑德明
受保护的技术使用者:厦门宏阳鑫橡胶科技有限公司
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!