一种具有定量控制功能的橡塑膜片成型装置的制作方法
本发明涉及注射成型,具体为一种具有定量控制功能的橡塑膜片成型装置。
背景技术:
1、橡塑制品注塑成型过程中,常常遇到塑料制件出现顶白、黑点、收缩、气泡、银丝、飞边、等等问题。若在调整好注塑成型工艺参数后,塑料制品仍存在填充不足,内应力高,存在气泡等等现象,这很可能是塑料模具的排气问题。
2、注塑成型模具内气体的来源主要有以下几个:型腔和浇注系统中存在的空气;塑料原料含有的水分在高温下蒸发而产生的水蒸气;高温下塑料分解产生的气体;塑料中某些添加剂挥发或发生化学反应所产生的气体,如热固性塑料成型时,常常由于化学反应而产生气体。
3、塑料模具排气不良,型腔中的气体受到压缩,产生很大的反压力,正是这种反压力阻止了熔融塑料的正常快速充模,使得注塑成型变得困难。一旦遇到注塑成型困难这种情况,注塑人员常采用提高注塑压力的方法,这样导致了保压时间延长,成型周期延滞,生产效率降低,注塑机耗能增加等等后果。甚至有时候腐蚀性气体在型腔内积垢,污染了塑料模具,降低了模具的使用寿命,增加了塑料模具的成本。
4、因此,设计实用性强和提高产品合格率的一种具有定量控制功能的橡塑膜片成型装置是很有必要的。
技术实现思路
1、本发明的目的在于提供一种具有定量控制功能的橡塑膜片成型装置,以解决上述背景技术中提出的问题。
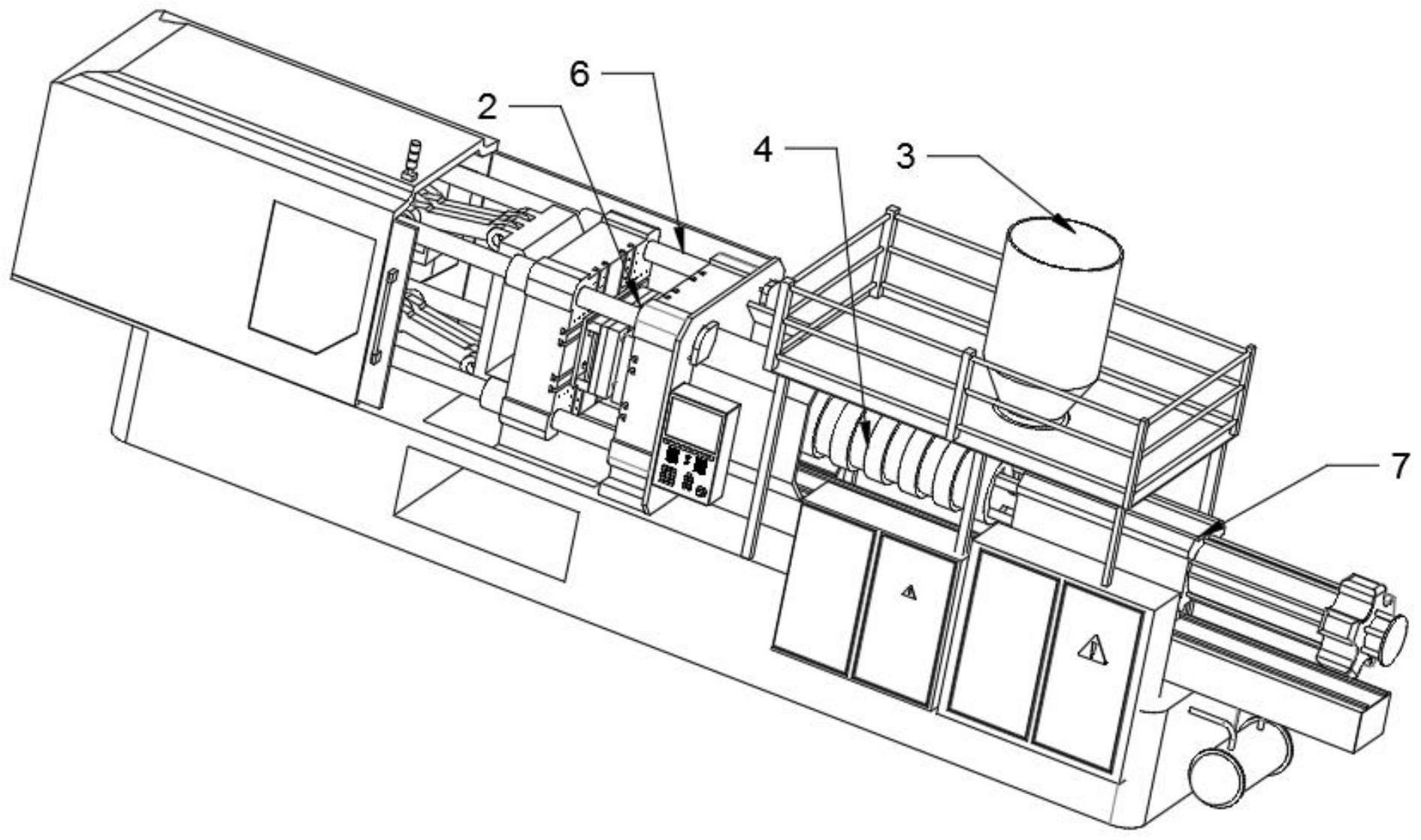
2、为了解决上述技术问题,本发明提供如下技术方案:一种具有定量控制功能的橡塑膜片成型装置,包括注塑机和模具,所述注塑机和模具为固定连接,所述注塑机的左侧设置有顶出油缸,所述顶出油缸的右侧固定连接有固定套,所述固定套的左侧固定连接有移动模板,所述移动模板的左侧固定连接有拉杆,所述移动模板与拉杆为滑动连接,所述移动模板的右侧设置有固定模板,所述模具固定安装在移动模板与固定模板之间,所述固定模板的右侧管道连接有气缸,所述气缸的内部设置有螺杆,所述气缸的外侧固定安装有加热器,所述气缸的上方管道连接有料斗,所述螺杆的右侧传动连接有马达。
3、根据上述技术方案,所述橡塑膜片成型装置使用的系统为智能成型系统,所述智能成型系统包括排气时间分析模块和控制模块,所述控制模块与排气时间分析模块为电连接;
4、所述控制模块用于对成型过程中保压压力、保压时间等多个参数进行控制,所述排气时间分析模块用于对成型产品排气完成的时间进行分析。
5、根据上述技术方案,所述控制模块包括保压模块、排气模块和产品参数模块,所述保压模块、排气模块和产品参数模块与控制模块为电连接;
6、所述保压模块用于对保压压力和保压时间进行记录和控制,所述排气模块用于对模具内部的排气管道进行记录和测量,所述产品参数模块用于对产品的各个参数进行录入,包括直径、厚度、材质。
7、根据上述技术方案,所述保压模块包括保压压力检测模块和保压时间计时模块,所述保压压力检测模块和保压时间计时模块与保压模块为电连接,所述排气模块包括排气量估算模块和气体含量估算模块,所述排气量估算模块和气体含量估算模块与排气模块为电连接;
8、所述保压压力检测模块用于对保压的压力进行检测,所述保压时间计时模块用于对保压的时间进行计数,所述排气量估算模块用于对模具内部的排气管道的直径和管道数量进行测量记录,所述气体含量估算模块用于根据产品的参数估算出注塑时产生的气体含量。
9、根据上述技术方案,所述排气量估算模块包括分型面测量模块和排气槽测量模块,所述分型面测量模块和排气槽测量模块与排气量估算模块为电连接,所述气体含量估算模块包括原材料烘干单元和原材料称重单元;
10、所述分型面测量模块根据加工时的加工轨迹对分型面的大小进行面积计算,所述排气槽测量模块根据加工时的加工直径和数量,对排气槽的排气量进行估算,所述原材料烘干单元用于对原材料中的水分进行烘干,原材料称重单元用于对烘干前后的原材料进行称重。
11、根据上述技术方案,所述智能成型系统的运行步骤如下:
12、s1、先根据产品的图纸将产品的各个参数输入到产品参数模块;
13、s2、随后进行第一次注塑成型,对第一次成型过程中的注射压力、保压压力、保压时间、排气时间进行记录;
14、s3、注塑完成,将产品拿出,进行检验,查看产品的质量,当产品完好,无缺陷,则按第一次的参数继续执行;
15、s4、利用称重单元,将烘干前后的原材料进行称重,估算出原材料的平均含水量,从而得出注射成型时,模具内产生的气体体积;
16、s5、若产品有缺陷,则模具内部的气压对产品产生了影响,利用分型面检测模块和排气槽测量模块,对模具的单位时间排气量进行估算,并将估算的单位时间排气量传输给排气模块;
17、s6、随后保压压力、保压时间和排气量以及气体含量都输入控制模块中,利用排气时间分析模块对排气时间进行估算,从而得出排气时间;
18、s7、随后为了提高生产效率,当排气时间小于保压时间则保持正常运行,若排气时间大于保压时间,则需要再开设排气槽,缩短排气时间。
19、根据上述技术方案,所述步骤s4中,注塑时产生的气体大部分都是原材料中的水分因为蒸发而产生的,而原材料本身高温而产生的气体非常少,可以忽略不计,气体含量l为:l=(m1-m2)1244,m1为烘干前的质量,m2为烘干后的质量,在标准状态下(1标准大气压0℃),1kg水蒸气体积是1244升。
20、根据上述技术方案,所述步骤s5中,根据伯努利方程:p+ρgh+(1/2)*ρv^2=c可以推导出单位时间的排气量ω为:
21、
22、其中,f为保压压力,m为水分的质量,g为重力加速度,ρ为水蒸气密度,r为分型面排气槽的半径,r为模具内部排气槽的半径,n为模具内部排气槽的数量。
23、根据上述技术方案,所述步骤s6中,排气时间t为:式中,l为气体含量,ω为单位时间的排气量。
24、根据上述技术方案,所述步骤s7中,当排气时间大于保压时间时,可以将保压时间带入上述的公式内,从而算出排气槽所需要的数量,再对模具进行加工开设排气槽,缩短排气时间。
25、与现有技术相比,本发明所达到的有益效果是:本发明,通过利用调试好的模具和机器进行第一次试模,得到注塑成型的产品,根据注塑成型的产品,判断模具成型是否存在排气问题,利用对原材料进行称重,得出气体产生的大概体积,再通过排气量估算模块,估算出单位时间的排气量,从而得出排气时间,当排气时间大于保压时间时,则在模具内部再次开设排气槽,缩短排气时间,从而提高质量和工作效率。
技术特征:
1.一种具有定量控制功能的橡塑膜片成型装置,包括注塑机和模具(2),其特征在于:所述注塑机和模具(2)为固定连接,所述注塑机的左侧设置有顶出油缸(1),所述顶出油缸(1)的右侧固定连接有固定套(8),所述固定套(8)的左侧固定连接有移动模板(10),所述移动模板(10)的左侧固定连接有拉杆(6),所述移动模板(10)与拉杆(6)为滑动连接,所述移动模板(10)的右侧设置有固定模板(9),所述模具(2)固定安装在移动模板(10)与固定模板(9)之间,所述固定模板(9)的右侧管道连接有气缸(5),所述气缸(5)的内部设置有螺杆,所述气缸(5)的外侧固定安装有加热器(4),所述气缸(5)的上方管道连接有料斗(3),所述螺杆的右侧传动连接有马达(7)。
2.根据权利要求1所述的一种具有定量控制功能的橡塑膜片成型装置,其特征在于:所述橡塑膜片成型装置使用的系统为智能成型系统,所述智能成型系统包括排气时间分析模块和控制模块,所述控制模块与排气时间分析模块为电连接;
3.根据权利要求2所述的一种具有定量控制功能的橡塑膜片成型装置,其特征在于:所述控制模块包括保压模块、排气模块和产品参数模块,所述保压模块、排气模块和产品参数模块与控制模块为电连接;
4.根据权利要求3所述的一种具有定量控制功能的橡塑膜片成型装置,其特征在于:所述保压模块包括保压压力检测模块和保压时间计时模块,所述保压压力检测模块和保压时间计时模块与保压模块为电连接,所述排气模块包括排气量估算模块和气体含量估算模块,所述排气量估算模块和气体含量估算模块与排气模块为电连接;
5.根据权利要求4所述的一种具有定量控制功能的橡塑膜片成型装置,其特征在于:所述排气量估算模块包括分型面测量模块和排气槽测量模块,所述分型面测量模块和排气槽测量模块与排气量估算模块为电连接,所述气体含量估算模块包括原材料烘干单元和原材料称重单元;
6.根据权利要求5所述的一种具有定量控制功能的橡塑膜片成型装置,其特征在于:所述智能成型系统的运行步骤如下:
7.根据权利要求6所述的一种具有定量控制功能的橡塑膜片成型装置,其特征在于:所述步骤s4中,注塑时产生的气体大部分都是原材料中的水分因为蒸发而产生的,而原材料本身高温而产生的气体非常少,可以忽略不计,气体含量l为:l=(m1-m2)1244,m1为烘干前的质量,m2为烘干后的质量,在标准状态下(1标准大气压0℃),1kg水蒸气体积是1244升。
8.根据权利要求7所述的一种具有定量控制功能的橡塑膜片成型装置,其特征在于:所述步骤s5中,根据伯努利方程:p+ρgh+(1/2)*ρv^2=c可以推导出单位时间的排气量ω为:
9.根据权利要求8所述的一种具有定量控制功能的橡塑膜片成型装置,其特征在于:所述步骤s6中,排气时间t为:式中,l为气体含量,ω为单位时间的排气量。
10.根据权利要求9所述的一种具有定量控制功能的橡塑膜片成型装置,其特征在于:所述步骤s7中,当排气时间大于保压时间时,可以将保压时间带入上述的公式内,从而算出排气槽所需要的数量,再对模具进行加工开设排气槽,缩短排气时间。
技术总结
本发明公开了一种具有定量控制功能的橡塑膜片成型装置,包括注塑机和模具,所述注塑机和模具为固定连接,所述注塑机的左侧设置有顶出油缸,所述顶出油缸的右侧固定连接有固定套,所述固定套的左侧固定连接有移动模板,所述移动模板的左侧固定连接有拉杆,所述移动模板与拉杆为滑动连接,所述移动模板的右侧设置有固定模板,所述模具固定安装在移动模板与固定模板之间,所述固定模板的右侧管道连接有气缸,所述气缸的内部设置有螺杆,所述气缸的外侧固定安装有加热器,所述气缸的上方管道连接有料斗,所述螺杆的右侧传动连接有马达,本发明,具有实用性强和提高产品合格率的特点。
技术研发人员:江全绪
受保护的技术使用者:南通景康橡塑有限公司
技术研发日:
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!