一种头盔成型方法及其头盔与流程
1.本发明涉及头盔技术领域,尤其是指一种头盔成型方法及其头盔。
背景技术:
2.现有的塑胶头盔,均采用一模腔做的成型坯体结构,头盔坯体成型后,通过在坯体表面喷漆等涂层工艺以达到头盔外观色彩的多样化。但,采用这种头盔制造工艺和表面处理结构,不仅工序繁杂,大多还不满足环保要求,头盔表面后处理的颜色层耐磨性差,会产生褪色和掉色的情况。基于此,亟需提供一种改进的方案。
技术实现要素:
3.基于现有技术的不足,本发明的目的是提供一种头盔成型方法及其头盔,其减少加工工序,能有效控制成本,表面耐磨性好,延长了头盔的使用寿命。
4.为了实现上述目的,本发明提供如下技术方案:
5.本发明提供一种头盔成型方法,其包括以下步骤:
6.s1:采用第一成型模具注塑成型头盔壳体的第一成型部;
7.s2:将步骤s1中成型得到的第一成型部放入第二成型模具中,采用第二成型模具注塑成型得到头盔壳体的第二成型部,成型后的第二成型部与第一成型部连接;
8.s3:将步骤s1和步骤s2成型得到的第一成型部和第二成型部放入第三成型模具中,采用第三成型模具注塑成型得到头盔壳体的第三成型部,成型后的第三成型部与第二成型部连接;
9.在步骤s2和步骤s3中成型过程中,所述第二成型部与第一成型部、以及第三成型部与第二成型部均采用注塑成型连接,以使成型后的头盔壳体的第一成型部、第二成型部和第三成型部为一体成型结构。
10.进一步的,在步骤步骤s1中,所述第一成型模具包括第一模芯架、第一凸模及第一凹模;所述第一凸模的上端的一侧面设置有用于成型第一成型部内表面的第一弧形凸起面;
11.所述第一模芯架设置有用于与第一凸模的配合的模芯通孔;所述第一凹模设置有用于成型第一成型部外表面的第一弧形凹槽面;
12.所述第一凸模与第一模芯架安装配合后,所述第一弧形凸起面显露于第一模芯架外,所述第一模芯架与第一凹模合模后,所述第一弧形凸起面伸入第一弧形凹槽面,且第一弧形凸起面与第一弧形凹槽面之间围成用于成型第一成型部的所述第一型腔。
13.进一步的,所述第一凹模设置有第一镶件孔和第二镶件孔,所述第一镶件孔和第二镶件孔均与第一型腔连通,所述第一镶件孔用于成型护目镜安装孔的第一镶件,所述第二镶件孔用于成型头盔衬套安装孔的第二镶件。
14.进一步的,在步骤步骤s2中,所述第二成型模具包括第二凸模及第二凹模;所述第二凸模设置有第二弧形凸起面;所述第二弧形凸起面包括用于放置第一成型部的第一放置
面、以及用于成型第二成型部内表面的第一成型面;
15.第二凹模设置有第二弧形凹槽面,所述第二弧形凹槽面包括用于放置第一成型部的第二放置面、以及用于成型第二成型部外表面的第二成型面;
16.所述第二凸模与第二凹模合模后,所述第二弧形凸起面伸入第二弧形凹槽面内,且所述第二弧形凸起面与第二弧形凹槽面之间围成用于成型第二成型部的所述第二型腔和用于放置第一成型部的第一放置型腔。
17.进一步的,所述第二凹模设置有第三镶件孔,所述第三镶件孔与第二型腔连通,所述第三镶件孔用于成型护目镜安装孔的第三镶件。
18.进一步的,在步骤步骤s3中,所述第三成型模具包括第三凸模及第三凹模;所述第三凸模设置有第三弧形凸起面;
19.所述第三弧形凸起面包括用于放置第二成型部的第三放置面、以及用于成型第三成型部内表面的第三成型面;所述第三凸模位于第三放置面的一端还设置有用于放置第一成型部的容置槽;
20.第三凹模设置有第三弧形凹槽面,所述第三弧形凹槽面包括用于放置第二成型部的第四放置面、以及用于成型第三成型部外表面的第四成型面;
21.所述第三凸模与第三凹模合模后,所述第三弧形凸起面伸入第三弧形凹槽面内,且所述第三弧形凸起面与第三弧形凹槽面之间围成用于成型第三成型部的所述第三型腔和用于放置第二成型部的第二放置型腔。
22.进一步的,所述第三凸模设置有第四镶件孔;所述第四镶件孔与第三型腔连通,所述第四镶件孔用于成型头盔衬套安装孔的第四镶件。
23.本发明还提供了一种头盔,所述头盔采用上述的头盔成型方法成型制得,所述头盔包括第一成型部、第二成型部及第三成型部,所述第一成型部、第二成型部和第三成型部为一体成型结构。
24.本发明的有益效果:
25.本头盔成型方法采用第一成型模具、第二成型模具及第三成型模具三次注塑成型得到头盔壳体的一体成型结构,可以对第一成型部、第二成型部和第三成型部任意调配成型原料的颜色,实现色彩搭配的多样化;并且还可以选择不同性能的原材料按注塑成型原理来成型第一成型部、第二成型部和第三成型部,以实现多款式的头盔产品,提高制品产能。
26.本头盔成型方法成型的头盔,不需要进行表面喷漆等处理,减少加工工序,能有效控制成本,且有利于达到环保的要求;成型后的头盔壳体表面耐磨性好,不会产生褪色和掉色,延长了头盔的使用寿命。
附图说明
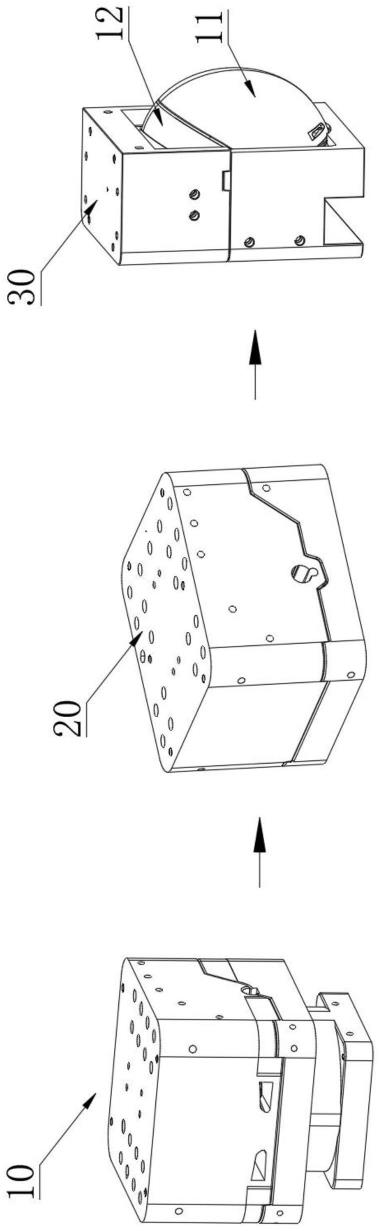
27.图1为发明所述的第一成型模具、第二成型模具和第三成型模具的注塑时的流程示意图;
28.图2为发明所述的第一成型模具的立体结构示意图;
29.图3为发明所述的第一成型模具隐藏第一凹模后的立体结构示意图;
30.图4为发明所述的第一成型模具隐藏第一凹模后的另一立体结构示意图;
31.图5为发明所述的第一凸模的立体结构示意图;
32.图6为发明所述的第一模芯架的立体结构示意图;
33.图7为发明所述的第一凹模的立体结构示意图;
34.图8为发明所述的第二成型模具的立体结构示意图;
35.图9为发明所述的第二成型模具隐藏第二凹模后的立体结构示意图;
36.图10为发明所述的第二成型模具隐藏第二凹模后的另一立体结构示意图;
37.图11为发明所述的第二凹模的立体结构示意图;
38.图12为发明所述的第三成型模具的立体结构示意图;
39.图13为发明所述的第三成型模具隐藏第三凹模后的立体结构示意图;
40.图14为发明所述的第三成型模具隐藏第三凹模后的另一立体结构示意图;
41.图15为发明所述的第三成型模具隐藏第三凹模后的又一立体结构示意图;
42.图16为发明所述的第三凹模的立体结构示意图;
43.图17为发明所述的头盔的立体结构示意图。
具体实施方式
44.为了便于本领域技术人员的理解,下面结合实施例与附图对本发明作进一步的说明,实施方式提及的内容并非对本发明的限定。以下结合附图对本发明进行详细的描述。
45.参见图1至图17,本发明提供一种头盔成型方法,其包括以下
46.步骤:
47.s1:采用第一成型模具10注塑成型头盔壳体的第一成型部11;
48.s2:将步骤s1中成型得到的第一成型部11放入第二成型模具20中,采用第二成型模具20注塑成型得到头盔壳体的第二成型部12,成型后的第二成型部12与第一成型部11连接;
49.s3:将步骤s1和步骤s2成型得到的第一成型部11和第二成型部12放入第三成型模具30中,采用第三成型模具30注塑成型得到头盔壳体的第三成型部13,成型后的第三成型部13与第二成型部12连接;
50.在步骤s2和步骤s3中成型过程中,所述第二成型部12与第一成型部11、以及第三成型部13与第二成型部12均采用注塑成型连接,以使成型后的头盔壳体的第一成型部11、第二成型部12和第三成型部13为一体成型结构。
51.本头盔成型方法采用第一成型模具10、第二成型模具20及第三成型模具30三次注塑成型得到头盔壳体的一体成型结构,可以对第一成型部11、第二成型部12和第三成型部13任意调配成型原料的颜色,实现色彩搭配的多样化;并且还可以选择不同性能的褪色第一成型部11、第二成型部12和第三成型部13,以实现多款式的头盔产品,提高制品产能。
52.本头盔成型方法成型的头盔,不需要进行表面喷漆等处理,减少加工工序,能有效控制成本,且有利于达到环保的要求;成型后的头盔壳体表面耐磨性好,不会产生褪色和掉色,延长了头盔的使用寿命。
53.本实施例中,在步骤步骤s1中,所述第一成型模具10包括第一模芯架101、第一凸模102及第一凹模103;所述第一凸模102的上端的一侧面设置有用于成型第一成型部11内表面的第一弧形凸起面1021;
54.所述第一模芯架101设置有用于与第一凸模102的配合的模芯通孔1011;所述第一凹模103设置有用于成型第一成型部11外表面的第一弧形凹槽面1031;
55.所述第一凸模102与第一模芯架101安装配合后,所述第一弧形凸起面1021显露于第一模芯架101外,所述第一模芯架101与第一凹模103合模后,所述第一弧形凸起面1021伸入第一弧形凹槽面1031,且第一弧形凸起面1021与第一弧形凹槽面1031之间围成用于成型第一成型部11的所述第一型腔。
56.进一步的,所述第一凹模103设置有第一镶件孔1032和第二镶件孔1033,所述第一镶件孔1032和第二镶件孔1033均与第一型腔连通,所述第一镶件孔1032用于成型护目镜安装孔15的第一镶件,所述第二镶件孔1033用于成型头盔衬套安装孔14的第二镶件。
57.本实施例中,该第一成型模具10采用第一模芯架101、第一凸模102和第一凹模103三块模板围成第一型腔,其开合模方便,也便于模具的加工。同时,采用第二镶件孔1033成型头壳壳体前端的头盔衬套安装孔14,便于衬套的安装;采用第一镶件孔1032成型护目镜安装孔15的上部分或者全部,有利于护目镜的组装。
58.本实施例中,在步骤步骤s2中,所述第二成型模具20包括第二凸模201及第二凹模202;所述第二凸模201设置有第二弧形凸起面2011;所述第二弧形凸起面2011包括用于放置第一成型部11的第一放置面20111、以及用于成型第二成型部12内表面的第一成型面20112;
59.第二凹模202设置有第二弧形凹槽面2021,所述第二弧形凹槽面2021包括用于放置第一成型部11的第二放置面20211、以及用于成型第二成型部12外表面的第二成型面20212;
60.所述第二凸模201与第二凹模202合模后,所述第二弧形凸起面2011伸入第二弧形凹槽面2021内,且所述第二弧形凸起面2011与第二弧形凹槽面2021之间围成用于成型第二成型部12的所述第二型腔和用于放置第一成型部11的第一放置型腔。
61.进一步的,所述第二凹模202设置有第三镶件孔2022,所述第三镶件孔2022与第二型腔连通,所述第三镶件孔2022用于成型护目镜安装孔15的第三镶件。
62.本实施例中,该第二成型模具20采用第二凸模201和第二凹模202两块模板围成第二型腔和第一放置型腔,将成型好的第一成型部11放置于第一放置型腔后,向第二型腔中进行注射胶料,待胶料成型合得到与第一成型部11一体成型的第二成型部12。成型时,采用第三镶件孔2022成型护目镜安装孔15的下部分或者全部,有利于护目镜的组装。所述第二成型模具20结构紧凑,开合模方便,成型效果好。
63.本实施例中,在步骤步骤s3中,所述第三成型模具30包括第三凸模301及第三凹模302;所述第三凸模301设置有第三弧形凸起面3011;所述第三弧形凸起面3011包括用于放置第二成型部12的第三放置面30111、以及用于成型第三成型部13内表面的第三成型面30112;
64.所述第三凸模301位于第三放置面30111的一端还设置有用于放置第一成型部11的容置槽3012;第三凹模302设置有第三弧形凹槽面3021,所述第三弧形凹槽面3021包括用于放置第二成型部12的第四放置面30211、以及用于成型第三成型部13外表面的第四成型面30212;
65.所述第三凸模301与第三凹模302合模后,所述第三弧形凸起面3011伸入第三弧形
凹槽面3021内,且所述第三弧形凸起面3011与第三弧形凹槽面3021之间围成用于成型第三成型部13的所述第三型腔和用于放置第二成型部12的第二放置型腔。
66.进一步的,所述第三凸模301设置有第四镶件孔3022;所述第四镶件孔3022与第三型腔连通,所述第四镶件孔3022用于成型头盔衬套安装孔14的第四镶件。
67.本实施例中,该第三成型模具30采用第三凸模301和第三凹模302两块模板围成第三型腔和第二放置型腔,并且在第三凸模301上还设置有容置槽3012。将成型好的第一成型部11置于容置槽3012中,将第二成型部12置于第二放置型腔后,向第三型腔中进行注射胶料,待胶料成型合得到与第二成型部12一体成型的第三成型部13,从而得到一体成型的第一成型部11、第二成型部12和第三成型部13,即一体成型的头壳壳体。在成型过程中,采用第四镶件成型头壳壳体后端的头盔衬套安装孔14,便于衬套的安装。
68.如图17所示,本发明还提供了一种头盔,所述头盔采用上述的头盔成型方法成型制得,所述头盔包括第一成型部11、第二成型部12及第三成型部13,所述第一成型部11、第二成型部12和第三成型部13为一体成型结构。本实施例中,优选的,所述第一成型部11、第二成型部12或/和第三成型部13采用abs材料、或者abs和色母的混合材料注塑成型。
69.本头头盔不需要进行表面喷漆等处理,减少加工工序,能有效控制成本,且有利于达到环保的要求;成型后的头盔壳体表面耐磨性好,不会产生褪色和掉色,延长了头盔的使用寿命。
70.以上所述,仅是本发明较佳实施例,并非对本发明作任何形式上的限制(含双色注塑、单色注塑成型或三色注塑成型等形式),虽然本发明以较佳实施例公开如上,然而并非用以限定本发明,任何熟悉本专业的技术人员,在不脱离本发明技术方案范围内,当利用上述揭示的技术内容作出些许变更或修饰为等同变化的等效实施例,但凡是未脱离本发明技术方案内容,依据本发明技术是指对以上实施例所作的任何简单修改、等同变化与修饰,均属于本发明技术方案的范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1