一种挤塑机加热装置及挤塑机
本发明涉及塑料薄膜生产,具体来说,涉及一种挤塑机加热装置。
背景技术:
1、随着塑料薄膜加工技术的发展,作为塑料薄膜加工设备中的主要构成部件之一,挤塑机的形式得到了飞速发展。螺杆挤塑机是由阿基米德螺杆在壁面加热的料筒中旋转构成的。由于其结构及制造简单,加工效率高,价格便宜,已被越来越多的应用。螺杆挤塑机通过外部动力传递和外部的加热元件实现物料的固体输送、压实、熔融和挤出成型。这其中,外部加热元件对筒壁的加热实现物料颗粒的熔融。目前,大多数螺杆挤塑机对机筒壁面的加热方式采用电加热,使用电加热线圈缠绕在挤塑机的外壁,或使用条状电热管铺设在壁面内部。对于第一种铺设加热线圈的方式,如果加热线圈发生故障,全部线圈需要从机筒上拆除以进行故障排查。对于第二种铺设电热管的方式,如果电热管发生故障,需要将整根电热管从挤塑机壁面内部中抽离,由于电热管长度几乎等同于机筒的长度,需要预留出足够的维修空间保证电热管能够顺利抽出。由于两种加热方式所存在的弊端,在实际应用过程中会给塑料薄膜生产造成不必要的麻烦。因此,为提高塑料薄膜生产效率,需要重新为挤塑机设计新的加热装置。
技术实现思路
1、为了解决现有技术的缺陷,本发明提出一种结构简单、设计巧妙、安装方便、便于检修更换的挤塑机加热装置。
2、为达此目的,本发明采用以下技术方案:
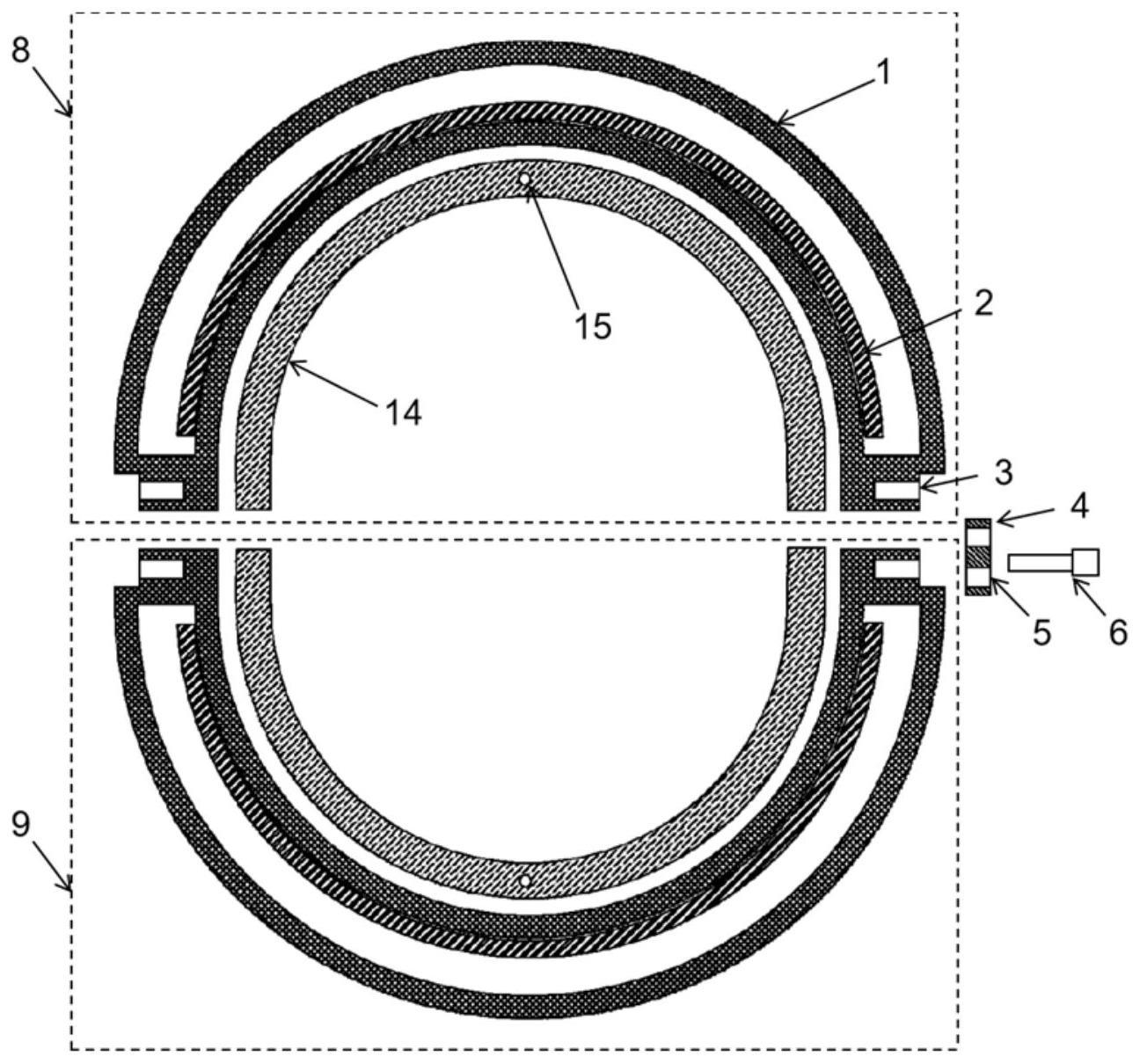
3、本发明提出的一种挤塑机加热装置,包括沿挤塑机机筒的物料传送方向排列的多个模块化电加热单元、 人工智能温度控制模块、温度传感器以及连接器,所述模块化电加热单元由绝缘外壳、加热线圈、接线口、内螺纹连接口构成,绝缘外壳为内部中空的半圆弧形结构,加热线圈在绝缘外壳内部靠近挤塑机机筒一侧呈分形结构排布,加热线圈两端连接接线口,相邻模块化电加热单元之间通过接线口将加热线圈进行串联,模块化电加热单元每一侧靠近边缘处的中间位置开有内螺纹连接口,相邻模块化电加热单元之间通过连接器进行固定,人工智能温度控制模块与加热线圈串联,温度传感器数量与模块化电加热单元的单元数相同,每个温度传感器与模块化电加热单元一一对应,均埋设于机筒壁面内部靠近相应模块化电加热单元几何中心的位置,用于监测机筒壁面温度并将温度信号传送给人工智能温度控制模块,人工智能温度控制模块根据生产的塑料薄膜种类以及原材料,自动判断达到塑料薄膜最优生产状态时所需的机筒壁面温度,并根据温度传感器传回的温度信号自动调节加热线圈的加热功率,同时,根据塑料薄膜生产质量不断优化温升曲线,使机筒壁面可以按照最优的温升曲线进行升温,对于温升曲线无法达到人工智能温度控制模块要求或经人工智能温度控制模块判断存在故障风险的模块化电加热单元,人工智能温度控制模块会及时排除风险,保障塑料薄膜生产质量和生产安全。
4、所述连接器包括连接片和螺栓,连接片为内部开有两个内螺纹连接孔的绝缘部件,两个内螺纹连接孔之间的间距与相邻模块化电加热单元对齐贴紧时的相邻内螺纹连接口的间距相等,连接片上内螺纹连接孔的内径与模块化电加热单元上的内螺纹连接孔内径尺寸相同,螺栓的直径与连接片以及模块化电加热单元上内螺纹连接孔的内径尺寸相同,通过连接器将相邻的模块化电加热单元进行固定。
5、采用以上设计,根据生产需要确定模块化电加热单元的尺寸和数量,将挤塑机机筒划分成左、右相同的两块区域,称为左侧机筒和右侧机筒,根据生产及安装需要,可也将挤塑机机筒划分为上、下相同的两块区域,称为上侧机筒和下侧机筒,一半数量的模块化电加热单元沿物料传送方向排列并铺设在挤塑机机筒的一侧区域,剩余一半数量的模块化电加热单元同样沿物料传送方向排列并铺设在挤塑机机筒的另一侧区域,相邻模块化电加热单元之间通过连接器进行连接,模块化电加热单元内部加热线圈之间通过相邻的接线口进行串联,人工智能温度控制模块串联在加热线圈的线路中,每个温度传感器用于监测对应模块化电加热单元所在区域的机筒壁面温度,人工智能温度控制模块根据生产的塑料薄膜种类以及原材料,自动判断达到塑料薄膜最优生产状态时所需的机筒壁面温度,并根据温度传感器传回的温度信号自动调节加热线圈的加热功率,随着加热线圈的加热,机筒壁面温度不断升高,同时,根据塑料薄膜生产质量不断优化温升曲线,使机筒壁面可以按照最优的温升曲线进行升温,对于温升曲线无法达到生产需求或经人工智能温度控制模块判断存在故障风险的模块化电加热单元,人工智能温度控制模块会及时排除风险,保障塑料薄膜生产质量和生产安全。
6、本发明与现有技术相比,具有如下优点:
7、本发明设计的一种挤塑机加热装置,使用了模块化电加热单元,结构简单,设计巧妙,布局合理。与现有的技术方案相比,模块化电加热单元便于安装、检修和替换,每组模块化电加热单元的尺寸都远小于挤塑机机筒的尺寸,与采用整体铺设的加热线圈以及电热管加热方式相比,大大缩小了安装、检修和替换时所需要的空间,呈分形结构排布的加热线圈能够保证机筒壁面加热的均匀性,使用的人工智能温度控制模块可以根据生产的塑料薄膜种类以及原材料,自动判断达到塑料薄膜最优生产状态时所需的机筒壁面温度,同时为生产提供最优的机筒温升曲线,并且可以根据实际机筒温升曲线及时排除潜在故障风险,保障塑料薄膜生产质量和生产安全。
技术特征:
1.一种挤塑机加热装置,其特征在于,包括:
2.根据权利要求1所述的一种挤塑机加热装置,其特征在于:模块化电加热单元为6块;其中3块模块化电加热单元沿物料传送方向排列并铺设在挤塑机上侧机筒8表面,剩余3块模块化电加热单元同样沿物料传送方向排列并铺设在挤塑机下侧。
3.根据权利要求1所述的一种挤塑机加热装置,其特征在于:所述温度控制模块的控制包括:
4.根据权利要求1所述的一种挤塑机加热装置,其特征在于:所述加热线圈呈能够提升机筒壁面加热的均匀性的分形结构排布。
5.根据权利要求1所述的一种挤塑机加热装置,其特征在于:所述连接器包括连接片和螺栓,连接片为内部开有两个内螺纹连接孔的绝缘部件,两个内螺纹连接孔之间的间距与相邻模块化电加热单元对齐贴紧时的相邻内螺纹连接口的间距相等,连接片上内螺纹连接孔的内径与模块化电加热单元上的内螺纹连接孔内径尺寸相同,螺栓的直径与连接片以及模块化电加热单元上内螺纹连接孔的内径尺寸相同,通过连接器将相邻的模块化电加热单元进行固定。
6.一种挤塑机,包括机筒以及设置在机筒上的加热装置,所述加热装置为权利要求1-5任一所述的挤塑机加热装置。
技术总结
本发明公布了一种挤塑机加热装置及挤塑机,其中挤塑机加热装置包括多个模块化电加热单元、人工智能温度控制模块以及温度传感器,模块化电加热单元为中空半圆弧形结构,内部贴近机筒的一面铺设有分形排布的电加热丝,温度传感器与模块化电加热单元之间一一对应,监测机筒壁面温度并将温度信号传送给人工智能温度控制模块,人工智能温度控制模块根据生产的塑料薄膜种类以及原材料,自动判断达到塑料薄膜最优生产状态时所需的机筒壁面温度,控制加热线圈的加热功率以最优的温升曲线对机筒壁面加热,同时根据实际温升曲线自动判断不符合生产需求或存在故障风险的模块化电加热单元,及时排除风险,保障塑料薄膜生产质量和生产安全。
技术研发人员:邓梓龙,顾明明,辛亚鲁,张程宾,陈永平,姚峰,于程,刘向东,吴苏晨,黄永平
受保护的技术使用者:东南大学
技术研发日:
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!