应用于3D打印的多系统同步方法、装置和存储介质
本文件涉及3d打印领域,尤其涉及一种应用于3d打印的多系统同步方法、装置和存储介质。
背景技术:
1、3d打印技术是一种以零件的三维模型为背景,通过材料逐层沉积的方式构建三维实体的工艺技术,因为其成型速度快、成本低,且还可以结构复杂的复杂构建,已经被广泛应用于电子、医学、建筑和航空航天等领域。
2、常规的打印模式是基于打印机在三个方向(三轴)任意移动以及预先设置支撑体完成。
3、然而,打印机三轴移动时,打印机和挤出机不能一体,因此要求打印机和挤出机需要同时移动。此外,分离支撑结构和成型物件时,导致部分耗材附着在支撑体上,从而造成耗材浪费。
技术实现思路
1、鉴于上述的分析,本申请旨在提出了一种应用于3d打印的多系统同步方法、装置和存储介质,用于解决上述技术问题中的至少一个。
2、第一方面,本说明书一个或多个实施例提供了一种应用于3d打印的多系统同步方法,包括:
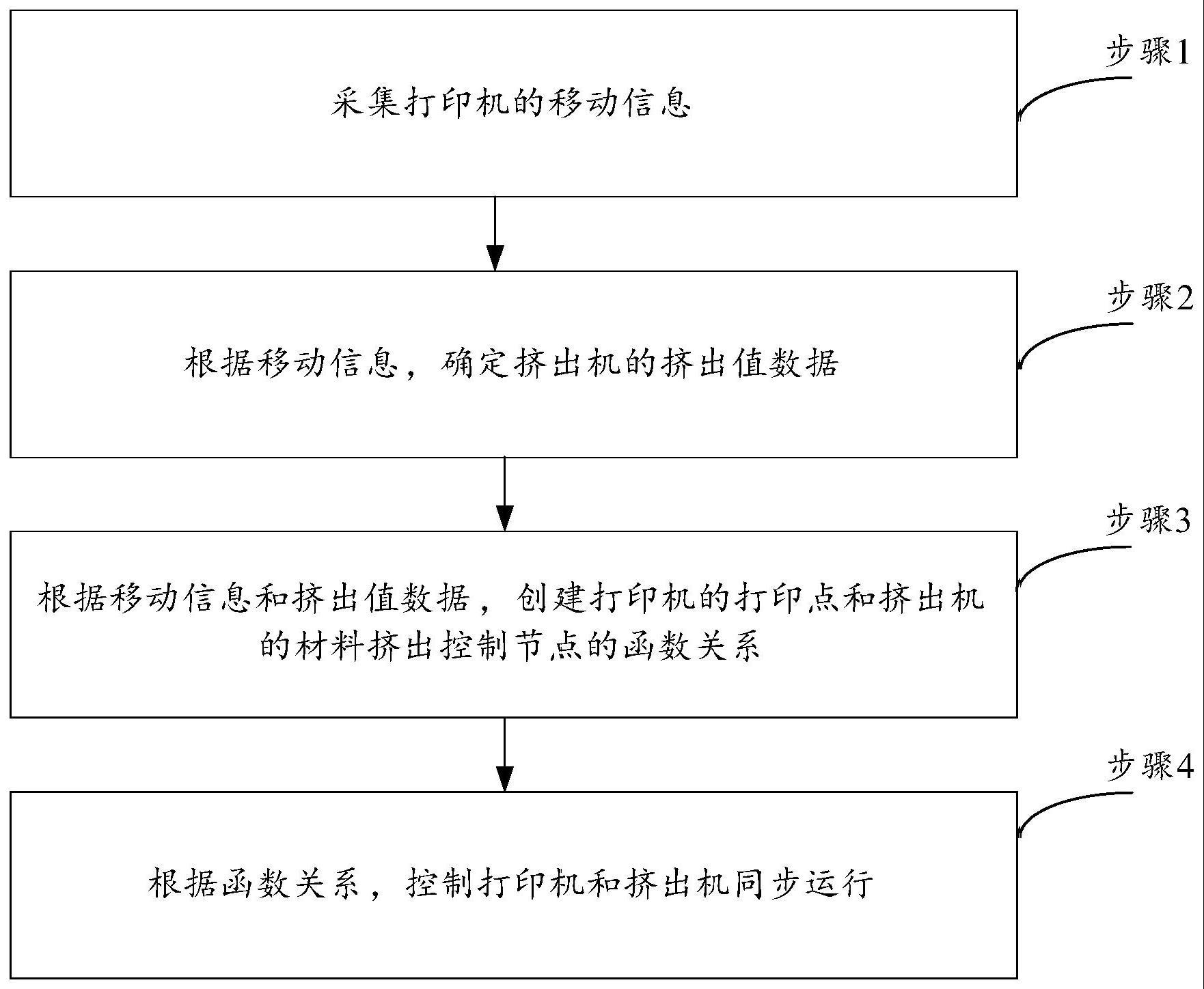
3、采集所述打印机的移动信息;
4、根据所述移动信息,确定所述挤出机的挤出值数据;
5、根据所述移动信息和所述挤出值数据,创建所述打印机的打印点和所述挤出机的材料挤出控制节点的函数关系;
6、根据所述函数关系,控制所述打印机和所述挤出机同步运行。
7、进一步地,所述打印机设置在机械手臂上;
8、所述采集所述打印机的移动信息,包括:
9、采集所述机械手臂的移动轨迹。
10、进一步地,所述移动信息来自于所述机械手臂的g代码。
11、进一步地,所述根据所述移动信息,确定所述挤出机的挤出值数据,包括:
12、根据所述移动信息,确定所述打印机的移动长度;
13、确定所述移动长度对应的体积;
14、根据所述移动长度对应的体积,确定所述挤出值数据。
15、进一步地,所述根据所述函数关系,控制所述打印机和所述挤出机同步运行,包括:
16、检测所述打印机的当前打印点;
17、根据所述函数关系和所述当前打印点,确定所述挤出机的当前挤出节点;
18、根据所述当前打印点和所述当前挤出节点,同时向所述打印机和所述挤出机发送指令。
19、第二方面,本说明书一个或多个实施例提供了一种应用于3d打印的多系统同步装置,包括:采集模块、数据处理模块和控制模块;
20、所述采集模块用于采集所述打印机的移动信息;
21、所述数据处理模块用于根据所述移动信息,确定所述挤出机的挤出值数据;根据所述移动信息和所述挤出值数据,创建所述打印机的打印点和所述挤出机的材料挤出控制节点的函数关系;
22、所述控制模块用于根据所述函数关系,控制所述打印机和所述挤出机同步运行。
23、进一步地,所述采集模块用于采集所述机械手臂的移动轨迹。
24、进一步地,所述数据处理模块用于根据所述移动信息,确定所述打印机的移动长度;确定所述移动长度对应的体积;根据所述移动长度对应的体积,确定所述挤出值数据。
25、进一步地,所述控制模块用于检测所述打印机的当前打印点;
26、根据所述函数关系和所述当前打印点,确定所述挤出机的当前挤出节点;
27、根据所述当前打印点和所述当前挤出节点,同时向所述打印机和所述挤出机发送指令。
28、第三方面,本说明书一个或多个实施例提供了一种存储介质,包括:
29、用于存储计算机可执行指令,所述计算机可执行指令在被执行时实现第一方面所述的方法。
30、与现有技术相比,本申请至少能实现以下技术效果:
31、3d打印机喷头经过的各个点为打印点,挤出机在挤出的耗材数量为挤出量(挤出值数据)。打印点基于打印机的移动信息获得,之后获取每个打印点的挤出量,实现建立打印机和挤出机的数量关系和数据联系,最后基于数量关系和数据联系实现同步控制打印机和挤出机。此外,同步控制使得3d打印得到模型更精准,因而对于一些负载曲面空间结构,不需要设置支撑结构。
技术特征:
1.一种应用于3d打印的多系统同步方法,其特征在于,所述多系统包括打印机和挤出机,所述方法包括:
2.根据权利要求1所述的方法,其特征在于,
3.根据权利要求2所述的方法,其特征在于,
4.根据权利要求1所述的方法,其特征在于,
5.根据权利要求1所述的方法,其特征在于,
6.一种应用于3d打印的多系统同步装置,其特征在于,包括:采集模块、数据处理模块和控制模块;
7.根据权利要求6所述的装置,其特征在于,
8.根据权利要求6所述的装置,其特征在于,
9.根据权利要求6所述的装置,其特征在于,
10.一种存储介质,其特征在于,包括:
技术总结
本说明书实施例提供了一种应用于3D打印的多系统同步方法、装置和存储介质,所述多系统包括打印机和挤出机,所述方法包括:采集所述打印机的移动信息;根据所述移动信息,确定所述挤出机的挤出值数据;根据所述移动信息和所述挤出值数据,创建所述打印机的打印点和所述挤出机的材料挤出控制节点的函数关系;根据所述函数关系,控制所述打印机和所述挤出机同步运行。本申请提供的技术方案用以解决现有技术存在打印机和挤出机不同步和耗材量较大的问题。
技术研发人员:景喜双,张承阳,吕端平,谢福宝,陈思宇
受保护的技术使用者:北京航空航天大学
技术研发日:
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!