一种热塑性预浸带缠绕固结设备的制作方法
本发明属于高速永磁电机领域,尤其涉及一种热塑性预浸带缠绕固结设备。
背景技术:
1、高速永磁电机拥有极高的转速和功率密度,由于其振动和噪声小、快速响应能力强、运行效率高,通常应用于能源、先进轨道交通和国防装备等重要领域。由于高速永磁电机转速很高,可以达到数万转以上,因此必须采用护套对永磁体加以保护支撑,以承受包含永磁体在内转子各部件高速旋转带来的离心力,同时需要在制造电机护套时形成较大的预紧力,用以抵消大部分离心载荷。高速永磁电机转子的保护套主要有两种,一种是采用非导磁合金护套,一种是采用复合材料护套,其中复合材料护套厚度小,质轻且转子零涡流损耗,其温升分布也优于非导磁合金护套。随着电机转速进一步提高,传统高强度低磁导率金属材料(重,自身也受离心力;涡流损耗大)已无法满足更高功率密度高速永磁电机护套的机械强度。高速永磁电机采用碳纤维复合材料护套(强度高、模量大、无涡流损耗),是最直接获得更高功率密度的一种方法。目前,国内大容量高速永磁电机复合材料护套的研究一直处于探索阶段,缺少设计制造经验。
2、目前复合材料护套的制造方法有:
3、1.热固冷套压装法。压装法制作电机转子保护套的流程是先将纤维束一层一层缠绕在能够保证护套内径精度的模具表面,当缠绕层达到一定厚度后,经高温固化、脱模得到碳纤维护套,随后对转子进行超低温冷却(液氮),采用液压机将护套压入转子表面,通过过盈实现对永磁体的预紧。
4、2.大张力激光原位固结缠绕法。此法制作转子无须模具,直接将纤维缠预浸料绕在永磁体表面,缠绕时给予纤维束足够大的缠绕张力,并通过激光加热进行原位固化成型,通过大张力预紧固化实现对永磁体的预紧,从而保护永磁体的安全。
5、专利号为cn113824227a的发明专利公开了一种电机转子的护套结构及制备方法,该方法使用缠绕技术将碳纤维缠绕到转子表面,但缠绕完成后需要将制备的护套和转子放入烘箱进行固化,存在成型时间长,工艺复杂,流程较多,并且不能进一步施加大张力。
6、专利号为cn115085418a的发明专利公开了一种超混杂复合材料转子磁钢表面隔热结构及其制备方法。该方法使用了一种金属/纤维增强热塑性超混杂复合材料,制备了一种金属与复合材料隔热结构,但是这种隔热结构能承受的压力有限,并且其中的复合材料成型过程没有具体的应用与系统说明,无法进行产业化的生产,并且该结构不能一体化设计加工、制造方法繁琐。
技术实现思路
1、本发明所要解决的技术问题是针对背景技术的不足提供了一种热塑性预浸带缠绕固结设备,本发明通过大张力控制提高缠绕时纤维的张力水平可充分发挥纤维高强、高模优势,配合激光加热原位固化,在成型过程中对结构进行预紧,预紧效果大于1000mpa,大大优于现有的热固型碳纤维护套的预紧效果(200-600mpa),更好的解决了高速转动部件径向变形大、界面强度低等问题。
2、本发明为解决上述技术问题采用以下技术方案:
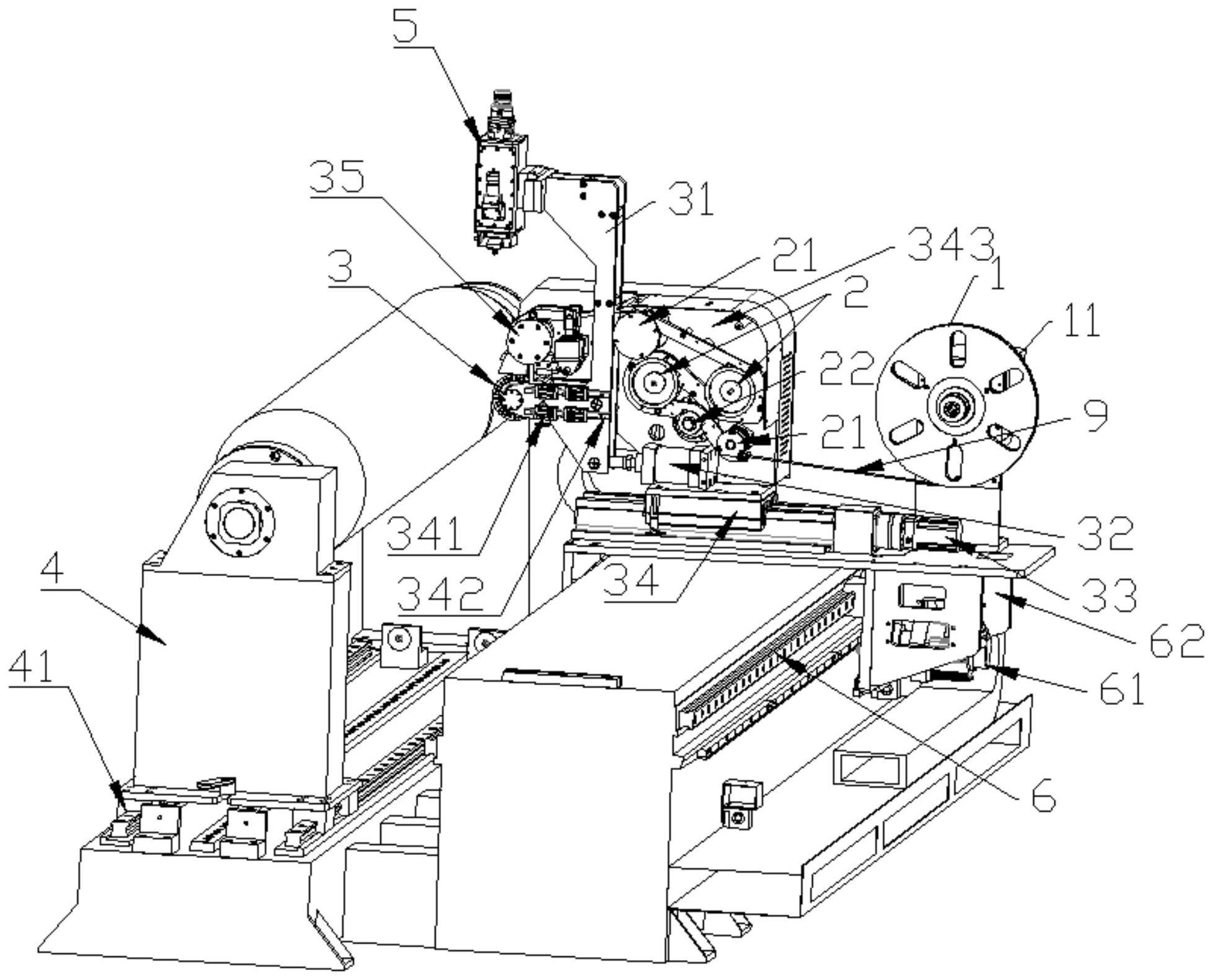
3、一种热塑性预浸带缠绕固结设备,包括放料机构、张力调节结构、激光加热机构和缠绕机构;
4、放料机构包括料盘,料盘一侧安装有驱动料盘转动的料盘电机;
5、张力调节机构包括磁粉制动器、张力控制器和张力传感器,用于调节预浸带的张力;
6、缠绕机构包括压辊和转子安装座,压辊上设置压辊座,压辊座一侧设置有驱动压辊座朝向或远离待加工转子移动的驱动件;转子安装座上设置有驱动转子转动的转动电机;
7、激光加热机构设置于压辊座的上部且其探头正对着压辊和待加工转子的接触面,用于加热预浸带;
8、还包括有往复滑台机构,所述放料结构、张力调节机构、压辊座均设置在往复滑台机构上,往复滑台机构能够驱动放料结构、张力调节机构、压辊座沿待加工转子的轴向同步且往复移动。
9、进一步的,所述磁粉制动器和张力传感器均设置有两个,所述张力传感器分别设置于张力调节机构的入口和出口。
10、进一步的,所述张力调节机构内还设置有导向轮,压辊和张力调节机构之间设置有导向辊。
11、进一步的,所述驱动件选用气缸,气缸驱动压辊座以带动压辊和激光加热机构一起移动。
12、进一步的,所述气缸底部设置有电动滑台机构,所述电动滑台机构包括由丝杠电机驱动的丝杠和设置于丝杠上的电动滑台,电缸设置于电动滑台上。
13、进一步的,所述滑台的两侧设置有安装板,所述张力调节机构安装于安装板上,所述压辊座和安装板之间设置有导向组件,导向组件包括设置在安装板上的滑块和设置在压辊座上的导轨。
14、进一步的,所述压辊和张力调节机构之间设置有切刀机构,所述切刀机构包括切刀和驱动切刀割断预浸带的驱动装置。
15、进一步的,所述压辊张力传感器上方设置有制动辊,制动辊通过支架连接有转动装置,转动装置能够驱动制动辊朝向导向辊转动并将预浸带夹紧在制动辊和导向辊之间。
16、进一步的,所述转子安装座设置有一对,其中一个转子安装座底部设置有滑轨,另一个转子安装座安装有转动电机。
17、进一步的,所述激光加热机构的照射温度为375℃;所述压辊施加的压力为0.1-0.2mpa,所述激光加热机构一侧设置有冷却装置。
18、本发明采用以上技术方案与现有技术相比,具有以下技术效果:
19、1、激光原位固化成型。与现有热固性树脂高温固化原理不同(化学固化过程),在绕制时进行激光加热半结晶固化(物理固化过程),激光温度375℃使聚醚醚酮半结晶化,压辊对受照射预浸带进行压紧,配合气冷,实现了预浸带的原位粘粘固化。
20、2、缠绕大张力预紧成型。与现有碳纤维复合材料护套过盈装配预紧方式不同,本发明是在转子上直接缠绕,绕制时采用张力放大器进行大张力控制,同步进行激光原位固化粘粘,实现高预应力,高强度,小变形轻质复合材料结构的制造,较之现有过盈装配预紧方式,可使其承受使用制件高速转动时的离心力;充分发挥纤维高强、高模优势,成为解决高速转动部件径向变形大、界面强度低等问题新的有效途径;
21、3、激光加热机构、张力机构、冷却系统、转子绕制速度螺距等控制各机构协同配合使缠绕精密且固化完全;另外本发明的往复滑台二自由度运动配合主轴转动实现多自由度联动,实现管状或者圆筒状部件的缠绕成型。
技术特征:
1.一种热塑性预浸带缠绕固结设备,其特征在于:包括放料机构、张力调节结构、激光加热机构和缠绕机构;
2.根据权利要求1所述的一种热塑性预浸带缠绕固结设备,其特征在于:所述磁粉制动器和张力传感器均设置有两个,所述张力传感器分别设置于张力调节机构的入口和出口。
3.根据权利要求1所述的一种热塑性预浸带缠绕固结设备,其特征在于:所述张力调节机构内还设置有导向轮,压辊和张力调节机构之间设置有导向辊。
4.根据权利要求1所述的一种热塑性预浸带缠绕固结设备,其特征在于:所述驱动件选用气缸,气缸驱动压辊座以带动压辊和激光加热机构一起沿着转子径向移动。
5.根据权利要求4所述的一种热塑性预浸带缠绕固结设备,其特征在于:所述气缸底部设置有电动滑台机构,所述电动滑台机构包括由丝杠电机驱动的丝杠和设置于丝杠上的电动滑台。
6.根据权利要求5所述的一种热塑性预浸带缠绕固结设备,其特征在于:所述滑台的两侧设置有安装板,所述张力调节机构安装于安装板上,所述压辊座和安装板之间设置有导向组件,导向组件包括设置在安装板上的滑块和设置在压辊座上的导轨。
7.根据权利要求1所述的一种热塑性预浸带缠绕固结设备,其特征在于:所述压辊和张力调节机构之间设置有切刀机构,所述切刀机构包括切刀和驱动切刀割断预浸带的驱动装置。
8.根据权利要求1所述的一种热塑性预浸带缠绕固结设备,其特征在于:所述压辊张力传感器上方设置有制动辊,制动辊通过支架连接有转动装置,转动装置能够驱动制动辊朝向导向辊转动并将预浸带夹紧在制动辊和导向辊之间。
9.根据权利要求1所述的一种热塑性预浸带缠绕固结设备,其特征在于:所述转子安装座设置有一对,其中一个转子安装座底部设置有滑轨,另一个转子安装座安装有转动电机。
10.根据权利要求1所述的一种热塑性预浸带缠绕固结设备,其特征在于:所述激光加热机构的照射温度为375℃;所述压辊施加的压力为0.1-0.2mpa,所述激光加热机构一侧设置有冷却装置。
技术总结
本发明公开一种热塑性预浸带缠绕固结设备,包括放料机构、张力调节结构、激光加热机构和缠绕机构;放料机构用于放料;张力调节机构用于调节预浸带的张力;缠绕机构将预浸带缠绕在转子上;激光加热机构设置于压辊座的上部且其探头正对着压辊和待加工转子的接触面,用于加热预浸带。本发明通过大张力控制提高缠绕时纤维的张力水平,充分发挥纤维高强度、高模量的优势,配合激光加热原位固化,在成型过程中对结构进行预紧,预紧效果大于1000mpa,大大优于现有的热固型碳纤维护套的预紧效果(200‑600mpa),更好解决了高速电机中高速转动的部件径向变形大以及界面强度不高等问题。
技术研发人员:邢玮,王朔
受保护的技术使用者:南京炬锋动力科技有限公司
技术研发日:
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!