碳纤维柔性杆件胶接工装和胶接方法与流程
本发明涉及复合材料成型,具体地,涉及碳纤维柔性杆件胶接工装和胶接方法,尤其是大尺寸高精度碳纤维薄壁柔性杆件胶接工装和胶接方法。
背景技术:
1、碳纤维结构具有高强度、高稳定性的特点,在航空航天领域得到了大量的应用,使用碳纤维复合材料制作柔性机构能够有效的实现结构轻量化,然而大尺寸高精度碳纤维薄壁杆件由于杆件整体尺寸跨度大,结构刚性弱、精度要求高等特点,导致胶接难度大,装配过程中的强制力容易导致杆件胶接后无法保形。
技术实现思路
1、针对现有技术中的缺陷,本发明的目的是提供一种碳纤维柔性杆件胶接工装和胶接方法。
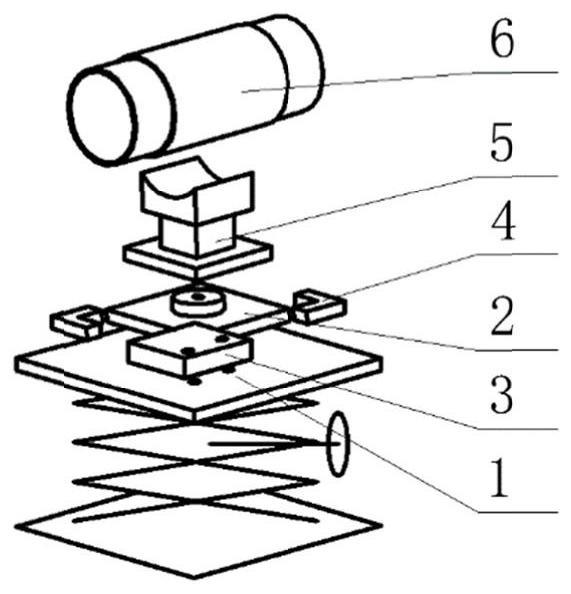
2、根据本发明提供的一种碳纤维柔性杆件胶接工装,包括:定位平台1、定位基座2、基座压紧块3、基座复位块4、接头安装座5;
3、定位平台1的下表面为修垫面,定位平台1的上表面放置有定位基座2、基座复位块4;
4、基座压紧块3将定位基座2、基座复位块4压紧固定在定位平台1上;
5、定位基座2上放置有接头安装座5,并与接头安装座5通过转轴连接,转轴的轴向垂直于定位基座2所在平面;定位基座2与接头安装座5之间的相对转动能够被锁定;
6、至少两个基座复位块4分别贴合放置在定位基座2的对角进行限位。
7、优选地,还包括:接头6;
8、接头安装座5与接头6适配连接。
9、优选地,当基座压紧块3将定位基座2压紧固定在定位平台1上时,定位基座2的一部分被夹持在基座压紧块3下表面与定位平台1上表面之间。
10、优选地,定位平台1、定位基座2、接头安装座5具有配合激光跟踪仪测量的靶标孔。
11、优选地,定位基座2的转轴插入接头安装座5底部定位孔中。
12、优选地,通过对定位平台1、定位基座2和接头安装座5的自由度进行调整,能够实现接头6位置和姿态的精准定位,从而保证柔性杆件在自由状态下形状和尺寸的精度要求。
13、优选地,允许对接头6的四个自由度进行调整,其中,第1个自由度是指定位平台1的平面度,第2、3个自由度是指定位基座2相对于定位平台1的横纵摆放位置,第4个自由度是指接头安装座5相对于定位基座2的转动角度。
14、根据本发明提供的一种胶接方法,采用所述的碳纤维柔性杆件胶接工装,包括以下步骤:
15、s1、启动激光跟踪仪进行测量,将各个定位平台1放置在杆件各个接头胶接处的理论位置下方;
16、s2、对定位平台1底部进行修垫,调整定位平台1整体平面度;
17、s3、将定位基座2放置在定位平台1上,使用激光跟踪仪测量调整,使定位基座2靶标孔达到理论位置;
18、s4、使用基座压紧块3将定位基座2固定在定位平台1上;
19、s5、放置基座复位块4,使用基座压紧块3将基座复位块4固定在定位平台1上;
20、s6、使用紧固螺钉将接头6安装在接头安装座5上;
21、s7、将接头安装座5放置在定位基座2上;
22、s8、转动接头安装座5,使用激光跟踪仪测量保证接头安装座5靶标孔达到理论位置;
23、s9、将接头安装座5固定在定位基座2上。
24、优选地,还包括如下步骤:
25、s10、将定位基座2、接头安装座5和接头6连接后的整体取出,在杆件和接头胶接面涂刷胶水,将杆件插入接头榫头;
26、s11、根据基座复位块4将定位基座2复位后,使用基座压紧块3固定定位基座2;
27、s12、使用激光跟踪仪复测接头位置;其中,复测内容为定位基座靶标位置和接头安装座靶标位置;若复测结果不好则对该点的定位基座和接头安装座位置进行调整。
28、优选地,在步骤s4中,将至少两个基座复位块4分别贴合放置在定位基座2的对角进行限位,并使用热熔胶枪对基座复位块4进行固定;在步骤s7中,将定位基座2的转轴插入接头安装座5底部定位孔中;在步骤s9中,使用紧固螺钉将接头安装座5固定在定位基座2上。
29、与现有技术相比,本发明具有如下的有益效果:
30、1、本发明可以实现接头空间位置和空间姿态的精准定位,从而保证柔性杆件的接头的低应力胶接装配,通过采用多点分布式胶接平台的手段,也可降低胶接过程对大尺寸高精度平台的需求。
31、2、本发明通过对定位平台、定位基座和接头安装座的自由度进行调整,能够实现接头位置和姿态的精准定位,从而保证柔性杆件在自由状态下形状和尺寸的高精度要求。
32、3、本发明通过激光跟踪仪对多个定位平台位置和平面度进行测量调整,可以得到高精度大尺寸多点分布胶接基准平台,通过对定位基座位置进行测量调整,可以精确定位接头空间位置,通过接头安装座与定位基座的相对转动,可以调节接头姿态,保证杆件外形曲率。
技术特征:
1.一种碳纤维柔性杆件胶接工装,其特征在于,包括:定位平台(1)、定位基座(2)、基座压紧块(3)、基座复位块(4)、接头安装座(5);
2.根据权利要求1所述的碳纤维柔性杆件胶接工装,其特征在于,还包括:接头(6);
3.根据权利要求1所述的碳纤维柔性杆件胶接工装,其特征在于,当基座压紧块(3)将定位基座(2)压紧固定在定位平台(1)上时,定位基座(2)的一部分被夹持在基座压紧块(3)下表面与定位平台(1)上表面之间。
4.根据权利要求1所述的碳纤维柔性杆件胶接工装,其特征在于,定位平台(1)、定位基座(2)、接头安装座(5)具有配合激光跟踪仪测量的靶标孔。
5.根据权利要求1所述的碳纤维柔性杆件胶接工装,其特征在于,定位基座(2)的转轴插入接头安装座(5)底部定位孔中。
6.根据权利要求1所述的碳纤维柔性杆件胶接工装,其特征在于,通过对定位平台(1)、定位基座(2)和接头安装座(5)的自由度进行调整,能够实现接头(6)位置和姿态的精准定位,从而保证柔性杆件在自由状态下形状和尺寸的精度要求。
7.根据权利要求1所述的碳纤维柔性杆件胶接工装,其特征在于,允许对接头(6)的四个自由度进行调整,其中,第1个自由度是指定位平台(1)的平面度,第2、3个自由度是指定位基座(2)相对于定位平台(1)的横纵摆放位置,第4个自由度是指接头安装座(5)相对于定位基座(2)的转动角度。
8.一种胶接方法,其特征在于,采用权利要求1至7中任一项所述的碳纤维柔性杆件胶接工装,包括以下步骤:
9.根据权利要求8所述的胶接方法,其特征在于,还包括如下步骤:
10.根据权利要求8所述的胶接方法,其特征在于,在步骤s4中,将至少两个基座复位块(4)分别贴合放置在定位基座(2)的对角进行限位,并使用热熔胶枪对基座复位块(4)进行固定;在步骤s7中,将定位基座(2)的转轴插入接头安装座(5)底部定位孔中;在步骤s9中,使用紧固螺钉将接头安装座(5)固定在定位基座(2)上。
技术总结
本发明提供了一种碳纤维柔性杆件胶接工装和胶接方法,包括:定位平台(1)、定位基座(2)、基座压紧块(3)、基座复位块(4)、接头安装座(5)。本发明通过对定位平台、定位基座和接头安装座的自由度进行调整,能够实现接头位置和姿态的精准定位,从而保证柔性杆件的接头的低应力胶接装配,通过采用多点分布式胶接平台的手段,也可降低胶接过程对大尺寸高精度平台的需求。
技术研发人员:李瑶瑶,程涛,范琳,孟凡苹,曹洪涛,李颜亮,杨立新,张强
受保护的技术使用者:上海卫星装备研究所
技术研发日:
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!