塑胶工件加工方法、装置、设备及存储介质与流程
本申请涉及工业领域,尤其涉及一种塑胶工件加工方法、装置、设备及存储介质。
背景技术:
1、目前,在对塑胶工件进行加工时,为了增加塑胶工件的硬度,一般会在原料中添加玻纤料。然而,由于通过塑胶工件浇口注入原料,在塑胶工件成型后,塑胶工件浇口与塑胶工件之间存在粘贴面即接触面,且接触面是整体的,从所述塑胶工件浇口中整体注入原料,则成型后的塑胶工件上附着有多余的料耙,需要将多余的料耙从所述塑胶工件上去除。由于添加了玻纤料的原因,料耙的硬度变高,在去除是会使得原塑胶工件开裂毁坏塑胶工件,则损坏的塑胶工件无法利用只能舍弃浪费,即现有技术中存在,在加工塑胶工件时,加工得到的塑胶工件的质量较低的问题。
2、上述内容仅用于辅助理解本申请的技术方案,并不代表承认上述内容是现有技术。
技术实现思路
1、本发明的主要目的在于提供一种塑胶工件加工方法,旨在解决现有技术中,在加工塑胶工件时,加工得到的塑胶工件的质量较低的问题。
2、为实现上述目的,本申请提供一种塑胶工件加工方法,所述方法包括:
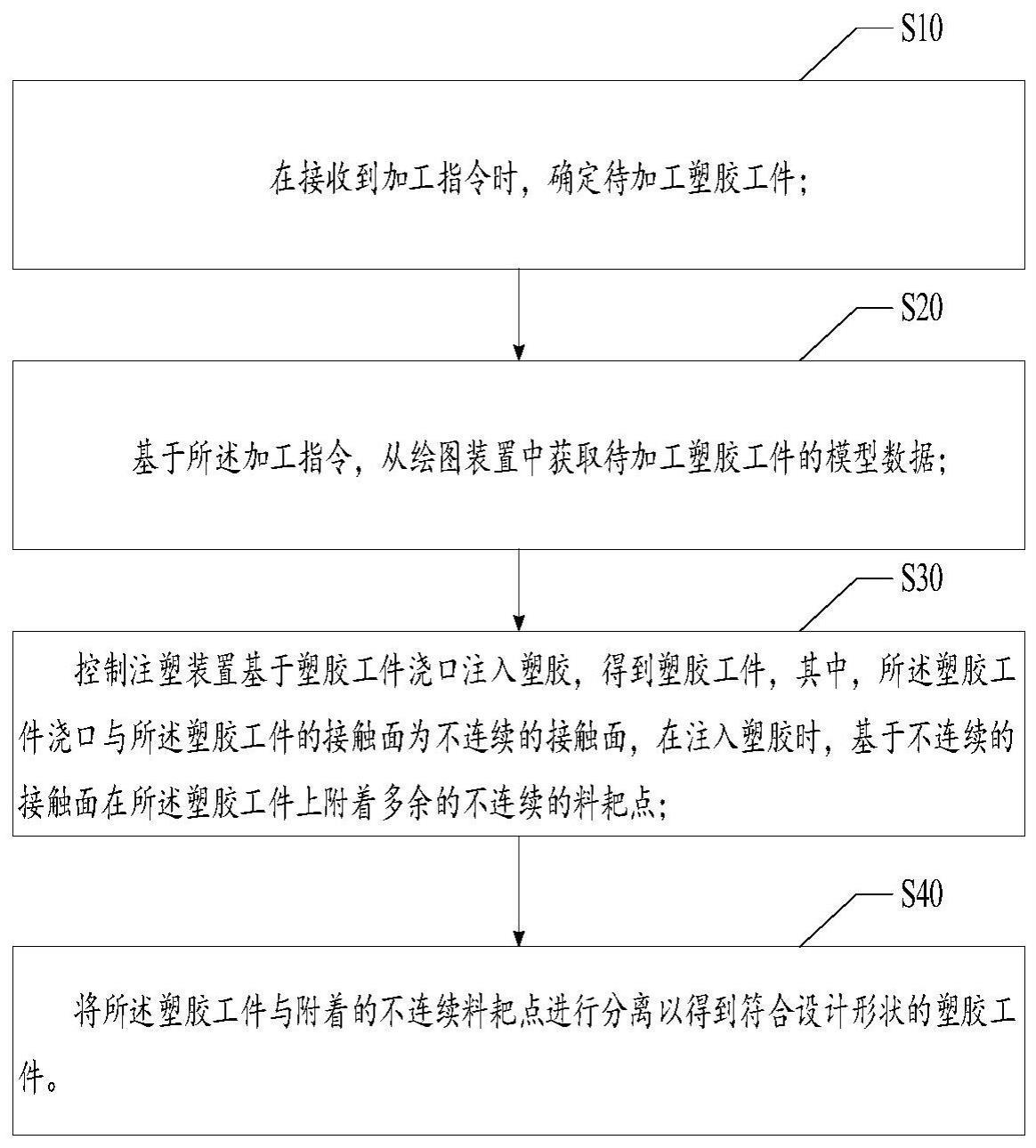
3、在接收到加工指令时,确定待加工塑胶工件;
4、基于所述加工指令,从绘图装置中获取待加工塑胶工件的模型数据;
5、控制注塑装置基于塑胶工件浇口注入塑胶,得到塑胶工件,其中,所述塑胶工件浇口与所述塑胶工件的接触面为不连续的接触面,在注入塑胶时,基于不连续的接触面在所述塑胶工件上附着多余的不连续的料耙点;
6、将所述塑胶工件与附着的不连续料耙点进行分离以得到符合设计形状的塑胶工件。
7、在本申请的一种可能的实施方式中,所述控制注塑装置基于塑胶工件浇口注入塑胶,得到塑胶工件的步骤之前,包括:
8、基于所述待加工塑胶工件中所添加的塑胶成分,确定所述塑胶工件浇口的不连续接触面的不连续情况。
9、在本申请的一种可能的实施方式中,所述基于所述待加工塑胶工件中所添加的塑胶成分,确定所述塑胶工件浇口的不连续接触面的不连续情况的步骤,包括:
10、基于所述待加工塑胶工件中所添加的塑胶成分的种类以及含量,确定所述塑胶工件浇口的不连续接触面的不连续情况,其中,增加硬度的塑胶成分的增硬性能越强或者所述增加硬度的塑胶成分的含量越高,所述不连续接触面的不连续接触点越稀疏。
11、在本申请的一种可能的实施方式中,所述控制注塑装置基于塑胶工件浇口注入塑胶,得到塑胶工件的步骤,包括:
12、控制所述注塑装置将流体状塑胶加压后注入所述塑胶工件对应型腔中;
13、当所述型腔中的所述流体状塑胶凝固时,控制凝固后的塑胶从所述型腔中脱出,得到所述塑胶工件。
14、在本申请的一种可能的实施方式中,所述控制注塑装置基于塑胶工件浇口注入塑胶,得到塑胶工件的步骤之前,包括:
15、基于所述待加工塑胶工件,确定匹配的所述塑胶工件浇口的形状以及数量;
16、基于所述形状以及所述数量配置所述塑胶工件浇口。
17、在本申请的一种可能的实施方式中,所述基于所述形状以及所述数量配置所述塑胶工件浇口的步骤之后,包括:
18、若检测到变更配置的变更指令,则获取对应的变更列表;
19、基于所述变更列表,配置所述塑胶工件浇口。
20、在本申请的一种可能的实施方式中,所述将所述塑胶工件与附着的不连续料耙点进行分离以得到符合设计形状的塑胶工件的步骤,包括:
21、通过将所述塑胶工件与附着的所述不连续料耙点进行冲切分离以得到符合所述设计形状的塑胶工件。
22、此外,为实现上述目的,本申请还提供一种塑胶工件加工装置,所述塑胶工件加工装置包括:
23、确定模块,用于在接收到加工指令时,确定待加工塑胶工件;
24、获取模块,用于基于所述加工指令,从绘图装置中获取待加工塑胶工件的模型数据;
25、控制模块,用于控制注塑装置基于塑胶工件浇口注入塑胶,得到塑胶工件,其中,所述塑胶工件浇口与所述塑胶工件的接触面为不连续的接触面,在注入塑胶时,基于不连续的接触面在所述塑胶工件上附着多余的不连续的料耙点;
26、分离模块,用于将所述塑胶工件与附着的不连续料耙点进行分离以得到符合设计形状的塑胶工件。
27、此外,为实现上述目的,本申请还提供一种塑胶工件加工设备,所述塑胶工件加工设备为实体节点设备,所述塑胶工件加工设备包括:存储器,处理器及存储在所述存储器上并可在所述处理器上运行的塑胶工件加工程序,所述处理器执行所述塑胶工件加工程序实现所述塑胶工件加工方法的步骤。
28、此外,为实现上述目的,本申请还提供一种存储介质,所述存储介质上存储有实现塑胶工件加工方法的程序,所述塑胶工件加工程序被处理器执行时实现上述所述的塑胶工件加工方法的步骤。
29、本申请提供一种塑胶工件加工方法、装置、设备及存储介质,与现有技术中,在加工塑胶工件时,加工得到的塑胶工件的质量较低的问题相比,在本申请中,在接收到加工指令时,确定待加工塑胶工件;基于所述加工指令,从绘图装置中获取待加工塑胶工件的模型数据;控制注塑装置基于塑胶工件浇口注入塑胶,得到塑胶工件,其中,所述塑胶工件浇口与所述塑胶工件的接触面为不连续的接触面,在注入塑胶时,基于不连续的接触面在所述塑胶工件上附着多余的不连续的料耙点;将所述塑胶工件与附着的不连续料耙点进行分离以得到符合设计形状的塑胶工件。在本申请中,对塑胶工件浇口的形状进行改进,则塑胶工件浇口与所述塑胶工件的接触面由整个接触面改变为不连续的接触面,则在注入塑胶后得到的料耙为同样多个不连续的料耙点,则需要去除的料耙点的面积较小。因此,在分离时,附着在工件上较小面积的料耙点在脱落时对工件的破坏性降低,降低了剥脱影响,即提高了在加工塑胶工件时加工得到的塑胶工件的质量。
技术特征:
1.一种塑胶工件加工方法,其特征在于,所述塑胶工件加工方法,包括:
2.根据权利要求1所述的塑胶工件加工方法,其特征在于,所述控制注塑装置基于塑胶工件浇口注入塑胶,得到塑胶工件的步骤之前,包括:
3.根据权利要求2所述的塑胶工件加工方法,其特征在于,所述基于所述待加工塑胶工件中所添加的塑胶成分,确定所述塑胶工件浇口的不连续接触面的不连续情况的步骤,包括:
4.根据权利要求1所述的塑胶工件加工方法,其特征在于,所述控制注塑装置基于塑胶工件浇口注入塑胶,得到塑胶工件的步骤,包括:
5.根据权利要求1所述的塑胶工件加工方法,其特征在于,所述控制注塑装置基于塑胶工件浇口注入塑胶,得到塑胶工件的步骤之前,包括:
6.根据权利要求5所述的塑胶工件加工方法,其特征在于,所述基于所述形状以及所述数量配置所述塑胶工件浇口的步骤之后,包括:
7.根据权利要求1所述的塑胶工件加工方法,其特征在于,所述将所述塑胶工件与附着的不连续料耙点进行分离以得到符合设计形状的塑胶工件的步骤,包括:
8.一种塑胶工件加工装置,其特征在于,塑胶工件加工装置,包括:
9.一种塑胶工件加工设备,其特征在于,包括存储器,处理器及存储在所述存储器上并可在所述处理器上运行的塑胶工件加工程序,所述处理器执行所述塑胶工件加工程序实现权利要求1至7中任一项所述的塑胶工件加工方法的步骤。
10.一种存储介质,其特征在于,所述存储介质上存储有实现塑胶工件加工方法的程序,所述实现塑胶工件加工方法的程序被处理器执行以实现如权利要求1至7中任一项所述塑胶工件加工方法的步骤。
技术总结
本申请公开了一种塑胶工件加工方法、装置、设备及存储介质,属于工业领域,该方法包括:基于塑胶工件浇口注入塑胶得到塑胶工件,塑胶工件浇口与塑胶工件的接触面为不连续的接触面,在注入塑胶时,基于不连续的接触面在塑胶工件上附着多余的不连续的料耙点;将塑胶工件与附着的不连续料耙点进行分离以得到塑胶工件。在本申请中,对塑胶工件浇口的形状进行改进,则塑胶工件浇口与所述塑胶工件的接触面由整个接触面改变为不连续的接触面。得到的料耙为对应的多个不连续的料耙点,则需去除的料耙点的面积较小。在分离时,附着在工件上较小面积的料耙点在脱落时对工件的剥脱影响降低,即提高了在加工塑胶工件时加工得到的塑胶工件的质量。
技术研发人员:郑勇,辛超,杜卫明,陈康,李荣伟
受保护的技术使用者:歌尔股份有限公司
技术研发日:
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!