塑料管件模具浇口自动外切分离机构的制作方法
1.本实用新型涉及一种塑料管件模具浇口自动外切分离机构,属于塑料模具领域。
背景技术:
2.采用塑料模具生产塑料产品,例如塑料管件等,塑料管件的种类有很多,其中有一种v型管件,根据产品外形和特征分析,该管件的上端有两个扩口,下端有一个接口,同时还需要保证管件表面光滑,因此,传统模具在设计时,采用卧式侧进浇结构。当管件成型脱模后,还需要人工将浇口料柄从管件本体上剪切掉,费工费时,剪切浇口料柄劳动强度大,速度慢,有时还会切到管件本体,造成管件报废,影响整个管件的生产效率。
技术实现要素:
3.本实用新型的目的是为了克服已有技术的缺点,提供一种在模具开模时,自动控制切刀工作,将浇口料柄与管件本体分离,剪切精度高,质量好,提高生产效率的塑料管件模具浇口自动外切分离机构。
4.本实用新型塑料管件模具浇口自动外切分离机构的技术方案是:包括模具定模复板和动模复板,定模复板下安装定模框,定模框中安装定模镶块,动模复板上设置模脚,模脚之间设有上顶板和下顶板,模脚上安装动模框,动模框中安装动模镶块,动模镶块与定模镶块之间设置芯子,所述芯子包括v型芯子组件和接口芯子,v型芯子组件和接口芯子与动模镶块和定模镶块之间构成模腔,定模复板上设置浇口套,浇口套下连接流道,所述流道斜置贯穿定模框和定模镶块,其特征在于:流道与模腔之间设置侧向流道槽,模腔中注塑管件,流道槽中留有浇口料柄,在浇口料柄对应的动模框上设置切刀固定座,相应的定模框上设置避空槽,切刀固定座上滑动设置切刀,并由切刀动力驱动切刀对浇口料柄作剪切动作,在上顶板和下顶板的一侧外壁上设置启动装置,启动装置控制切刀动力工作。
5.本实用新型的塑料管件模具浇口自动外切分离机构,由于在流道与模腔之间设置侧向流道槽,流道槽中留有浇口料柄,浇口料柄在脱模时与模具内部的其他部件发生干涉,采用常规的脱模方式(管件与料柄一起顶出)存在困难,因此,在开模后顶出前,需对浇口料柄进行剪切,所以,在开模过程中,注塑机的推杆带动上顶板和下顶板一起往上顶,使启动装置开启,驱动切刀动力工作,带动切刀将浇口料柄与管件切断,由于在定模框上设有避空槽,剪切动作没有阻挡,动作一气呵成,切面光滑,质量好,提高生产效率。
6.本实用新型的塑料管件模具浇口自动外切分离机构,所述的切刀固定座内侧壁上设置燕尾滑槽,燕尾滑槽上设置带燕尾滑块的切刀滑动块,切刀固定在切刀滑动块上,所述切刀动力为切刀气缸,切刀气缸固定在切刀固定座上,并由气缸杆连接切刀滑动块,启动装置控制切刀气缸工作。工作时,由切刀气缸驱动切刀滑动块上的切刀对料柄浇口进行剪切,由燕尾滑槽和燕尾滑块配合滑动,动作顺滑,剪切精准,切口光滑。所述的启动装置包括气动开关和开关压板,开关压板设置上顶板和下顶板一侧外壁上,气动开关设置在相应的模脚一侧外壁上,开关压板压住气动开关的触杆,气动开关上设有外接头和内接头,外接头通
过气管连接气源,内接头通过气管连接切刀气缸,开模后,上顶板和下顶板在注塑机推杆作用下往上顶起,使开关压板与气动开关的触杆脱离接触,从而导通内接头,使切刀气缸工作,带动切刀与浇口料柄作剪切动作。本启动装置结构简单,无需电脑(控制系统)控制,就能实现切刀气缸自动剪切,成本省。所述的上顶板和下顶板上连接料柄顶杆料柄顶杆与动模框和动模镶块与浇口料柄相接触,开模后,由料柄顶杆将剪切后的浇口料柄顶后模具外,实现自动脱料。
附图说明
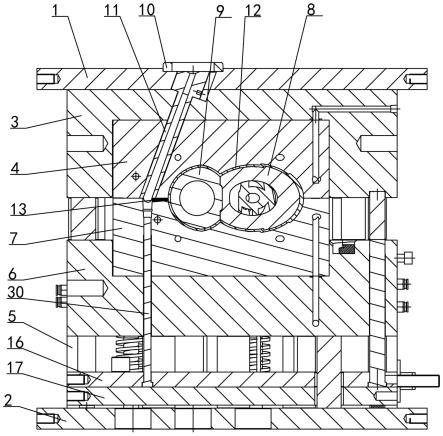
7.图1是本实用新型的塑料管件模具结构示意图;
8.图2是本实用新型的浇口自动外切分离机构结构示意图;
9.图3是本实用新型的塑料管件模具浇口自动外切分离机构立体示意图;
10.图4是本实用新型的切刀装配示意图;
11.图5是本实用新型的切刀与流道槽及避空槽装配关系示意图。
具体实施方式
12.本实用新型涉及一种塑料管件模具浇口自动外切分离机构,如图1—图5所示,包括模具定模复板1和动模复板2,定模复板下安装定模框3,定模框中安装定模镶块4,动模复板上设置模脚5,模脚之间设有上顶板16和下顶板17,模脚上安装动模框6,动模框中安装动模镶块7,动模镶块7与定模镶块4之间设置芯子,所述芯子包括v型芯子组件8和接口芯子9,v型芯子组件8和接口芯子9与动模镶块7和定模镶块4之间构成模腔,定模复板上设置浇口套10,浇口套下连接流道11,所述流道斜置贯穿定模框3和定模镶块4,在流道11与模腔之间设置侧向流道槽15,模腔中注塑管件12,流道槽15中留有浇口料柄13,在浇口料柄13对应的动模框6上设置切刀固定座20,相应的定模框3上设置避空槽31,切刀固定座20上滑动设置切刀21,并由切刀动力驱动切刀21对浇口料柄13作剪切动作,在上顶板16和下顶板17的一侧外壁上设置启动装置01,启动装置01控制切刀动力工作。由于在流道11与模腔之间设置侧向流道槽15,流道槽15中留有浇口料柄13,浇口料柄在脱模时与模具内部的其他部件发生干涉,采用常规的脱模方式(管件与料柄一起顶出)存在困难,因此,在开模后顶出前,需对浇口料柄13进行剪切,所以,在开模过程中,注塑机的推杆带动上顶板16和下顶板17一起往上顶,使启动装置01开启,驱动切刀动力工作,带动切刀21将浇口料柄13与管件12切断,由于在定模框3上设有避空槽31,剪切动作没有阻挡,动作一气呵成,切面光滑,质量好,提高生产效率。所述的切刀固定座20内侧壁上设置燕尾滑槽22,燕尾滑槽上设置带燕尾滑块23的切刀滑动块24,切刀21固定在切刀滑动块24上,所述切刀动力为切刀气缸25,切刀气缸固定在切刀固定座20上,并由气缸杆连接切刀滑动块24,启动装置01控制切刀气缸25工作。工作时,由切刀气缸驱动切刀滑动块上的切刀对料柄浇口进行剪切,由燕尾滑槽和燕尾滑块配合滑动,动作顺滑,剪切精准,切口光滑。所述的启动装置01包括气动开关26和开关压板27,开关压板27设置上顶板16和下顶板17一侧外壁上,气动开关26设置在相应的模脚5一侧外壁上,开关压板27压住气动开关的触杆,气动开关26上设有外接头28和内接头29,外接头通过气管连接气源,内接头通过气管连接切刀气缸25,开模后,上顶板和下顶板在注塑机推杆作用下往上顶起,使开关压板27与气动开关26的触杆脱离接触,从而导通内接头29,使
切刀气缸25工作,带动切刀21与浇口料柄13作剪切动作。本启动装置结构简单,无需电脑(控制系统)控制,就能实现切刀气缸自动剪切,成本省。所述的上顶板16和下顶板17上连接料柄顶杆30料柄顶杆30与动模框和动模镶块与浇口料柄13相接触,开模后,由料柄顶杆将剪切后的浇口料柄顶后模具外,实现自动脱料。
技术特征:
1.塑料管件模具浇口自动外切分离机构,包括模具定模复板(1)和动模复板(2),定模复板下安装定模框(3),定模框中安装定模镶块(4),动模复板上设置模脚(5),模脚之间设有上顶板(16)和下顶板(17),模脚上安装动模框(6),动模框中安装动模镶块(7),动模镶块(7)与定模镶块(4)之间设置芯子,所述芯子包括v型芯子组件(8)和接口芯子(9),v型芯子组件(8)和接口芯子(9)与动模镶块(7)和定模镶块(4)之间构成模腔,定模复板上设置浇口套(10),浇口套下连接流道(11),所述流道斜置贯穿定模框(3)和定模镶块(4),其特征在于:流道(11)与模腔之间设置侧向流道槽(15),模腔中注塑管件(12),流道槽(15)中留有浇口料柄(13),在浇口料柄(13)对应的动模框(6)上设置切刀固定座(20),相应的定模框(3)上设置避空槽(31),切刀固定座(20)上滑动设置切刀(21),并由切刀动力驱动切刀(21)对浇口料柄(13)作剪切动作,在上顶板(16)和下顶板(17)的一侧外壁上设置启动装置(01),启动装置(01)控制切刀动力工作。2.如权利要求1所述的塑料管件模具浇口自动外切分离机构,其特征在于所述的切刀固定座(20)内侧壁上设置燕尾滑槽(22),燕尾滑槽上设置带燕尾滑块(23)的切刀滑动块(24),切刀(21)固定在切刀滑动块(24)上,所述切刀动力为切刀气缸(25),切刀气缸固定在切刀固定座(20)上,并由气缸杆连接切刀滑动块(24),启动装置(01)控制切刀气缸(25)工作。3.如权利要求2所述的塑料管件模具浇口自动外切分离机构,其特征在于所述的启动装置(01)包括气动开关(26)和开关压板(27),开关压板(27)设置上顶板(16)和下顶板(17)一侧外壁上,气动开关(26)设置在相应的模脚(5)一侧外壁上,开关压板(27)压住气动开关的触杆,气动开关(26)上设有外接头(28)和内接头(29),外接头连接气源,内接头连接切刀气缸(25)。4.如权利要求1所述的塑料管件模具浇口自动外切分离机构,其特征在于所述的上顶板(16)和下顶板(17)上连接料柄顶杆(30)料柄顶杆(30)与动模框和动模镶块与浇口料柄(13)相接触。
技术总结
塑料管件模具浇口自动外切分离机构,包括定、动模复板,定模复板下安装定模框和定模镶块,动模复板上设置模脚、动模框和动模镶块,动模镶块与定模镶块之间设置V型芯子组件和接口芯子,V型芯子组件和接口芯子与动模镶块和定模镶块之间构成模腔,定模复板上设置浇口套,浇口套下连接流道,所述流道斜置贯穿定模框和定模镶块,流道与模腔之间设置侧向流道槽,模腔中注塑管件,流道槽中留有浇口料柄,在浇口料柄对应的动模框上设置切刀固定座,相应的定模框上设置避空槽,切刀固定座上滑动设置切刀,并由切刀动力驱动切刀对浇口料柄作剪切动作,在上顶板和下顶板的一侧外壁上设置启动装置,启动装置控制切刀动力工作。启动装置控制切刀动力工作。启动装置控制切刀动力工作。
技术研发人员:张欢庆
受保护的技术使用者:台州市黄岩炜大塑料机械有限公司
技术研发日:2022.01.29
技术公布日:2022/8/26
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1