一种外壳注塑成型模具的制作方法
本技术涉及注塑模具,尤其涉及一种外壳注塑成型模具。
背景技术:
1、注塑成型,是指在一定温度下,通过螺杆搅拌完全熔融的塑料材料,用高压射入模腔,经过冷却固化后,得到成型品的方法,该方法适用于形状复杂部件的批量生产,是重要的加工方法之一,在塑胶外壳的生产过程中,常采用注塑成型的方式进行生产。现有的外壳注塑成型模具是将注塑材料放在两个模具内,使得注塑材料在模具内部完成定型,从而达到注塑效果,而两个模具之间会留有缝隙,从而造成材料泄漏,影响注模效果,且现有的注模冷却时间较长,使得生产效率降低。因此我们提出了一种外壳注塑成型模具,来解决此项问题。
技术实现思路
1、本部分的目的在于概述本实用新型的实施例的一些方面以及简要介绍一些较佳实施例。在本部分以及本申请的说明书摘要和实用新型名称中可能会做些简化或省略以避免使本部分、说明书摘要和实用新型名称的目的模糊,而这种简化或省略不能用于限制本实用新型的范围。
2、鉴于上述现有一种外壳注塑成型模具存在的问题,提出了本实用新型。
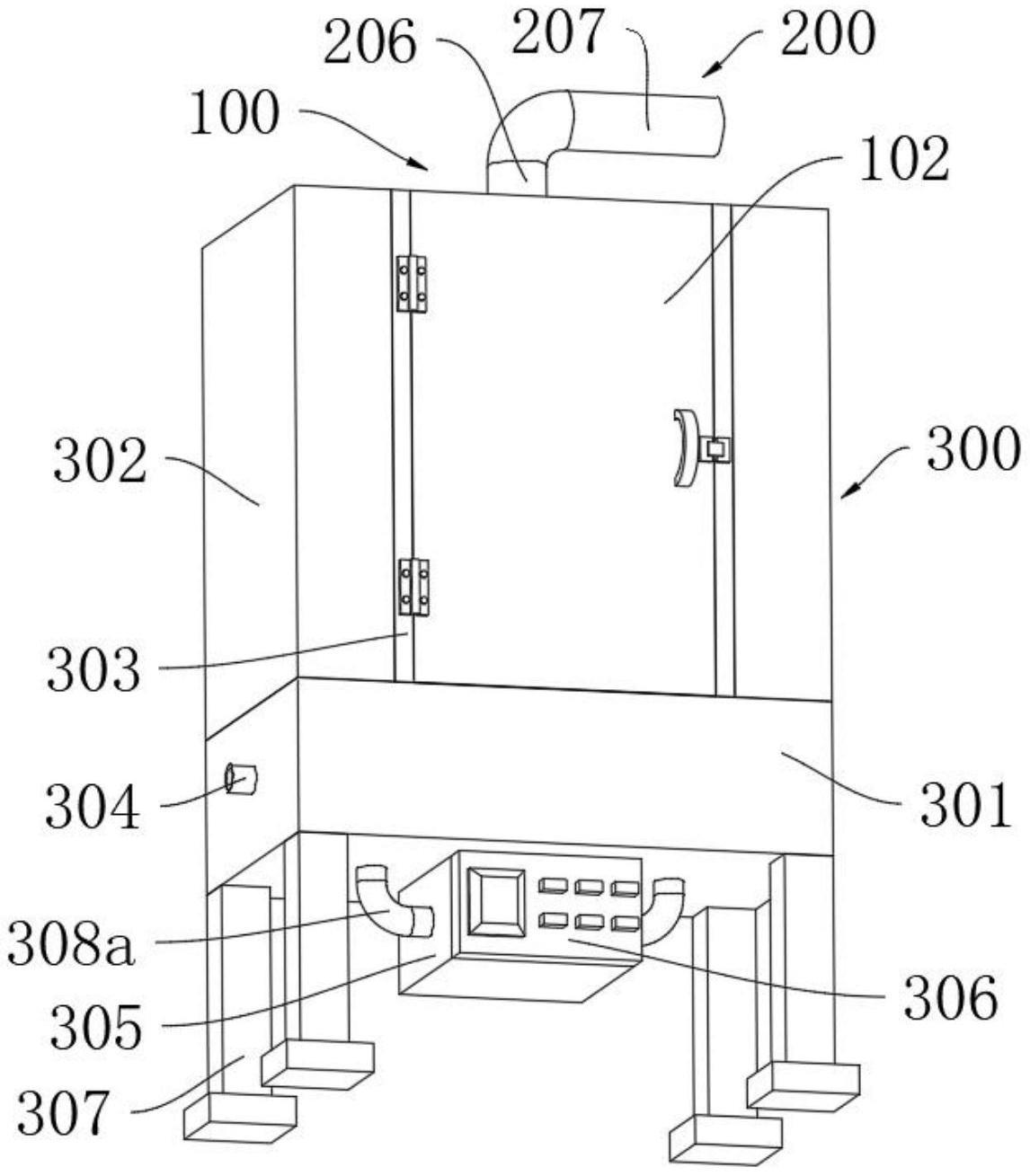
3、为解决上述技术问题,本实用新型提供如下技术方案:一种外壳注塑成型模具,包括,主体单元,其包括:工作箱;注模单元,其包括:设置于所述工作箱内部底端的主模具,设置于所述主模具上方的副模具,安装于所述主模具和副模具之间的连接模具;冷却单元,其包括:安装于所述工作箱底端的冷却箱,设置于所述工作箱两侧的冷却框,固定于工作箱两侧且与冷却框连接的导冷板;其中,所述冷却单元还包括安装于所述冷却箱底端的冷却器,设置于所述冷却箱内部的两个液泵,连接于两个所述液泵和冷却器之间的制冷罐,设置于两个制冷框内部的冷却管,且两个所述冷却管分别与两个液泵连接。
4、作为本实用新型所述一种外壳注塑成型模具的一种优选方案,其中:所述连接模具还包括设置于工作箱内壁顶端的两个气缸,以及安装于所述连接模具两侧顶端的连接板,两个所述气缸的输出端与连接板顶端连接。
5、作为本实用新型所述一种外壳注塑成型模具的一种优选方案,其中:所述工作箱还包括开设于其顶端的通孔,设置于所述通孔内部的连接管,所述连接管的底端与副模具内部相连通,以及连接于所述连接管远离副模具一端的软管。
6、作为本实用新型所述一种外壳注塑成型模具的一种优选方案,其中:所述工作箱还包括箱门,所述箱门与工作箱一侧铰接,且所述箱门远离工作箱一侧安装有把手。
7、作为本实用新型所述一种外壳注塑成型模具的一种优选方案,其中:所述冷却箱还包括设置于其一侧的进液管,以及安装于所述冷却箱底端四角的支撑腿。
8、作为本实用新型所述一种外壳注塑成型模具的一种优选方案,其中:所述冷却器还包括安装于其一侧的控制器,以及设置于所述控制器一侧的显示屏和按键。
9、本实用新型有益效果为:通过连接模具在主模具和副模具之间形成隔板,减少注塑材料从主模具和副模具之间泄漏,提高注模效果,且通过冷却器、冷却管和制冷管的作用,可以提高注塑材料在主模具和副模具内部的冷却效果,减少冷却时间,提高生产效率。
技术特征:
1.一种外壳注塑成型模具,其特征在于:包括,
2.如权利要求1所述的一种外壳注塑成型模具,其特征在于:所述连接模具(203)还包括设置于工作箱(101)内壁顶端的两个气缸(204),以及安装于所述连接模具(203)两侧顶端的连接板(205),两个所述气缸(204)的输出端与连接板(205)顶端连接。
3.如权利要求2所述的一种外壳注塑成型模具,其特征在于:所述工作箱(101)还包括开设于其顶端的通孔,设置于所述通孔内部的连接管(206),所述连接管(206)的底端与副模具(202)内部相连通,以及连接于所述连接管(206)远离副模具(202)一端的软管(207)。
4.如权利要求3所述的一种外壳注塑成型模具,其特征在于:所述工作箱(101)还包括箱门(102),所述箱门(102)与工作箱(101)一侧铰接,且所述箱门(102)远离工作箱(101)一侧安装有把手。
5.如权利要求1所述的一种外壳注塑成型模具,其特征在于:所述冷却箱(301)还包括设置于其一侧的进液管(304),以及安装于所述冷却箱(301)底端四角的支撑腿(307)。
6.如权利要求1所述的一种外壳注塑成型模具,其特征在于:所述冷却器(305)还包括安装于其一侧的控制器(306),以及设置于所述控制器(306)一侧的显示屏和按键。
技术总结
本技术公开了一种外壳注塑成型模具,包括,主体单元,其包括:工作箱;注模单元,其包括:设置于所述工作箱内部底端的主模具,设置于所述主模具上方的副模具,安装于所述主模具和副模具之间的连接模具;冷却单元,其包括:安装于所述工作箱底端的冷却箱,设置于所述工作箱两侧的冷却框,固定于工作箱两侧且与冷却框连接的导冷板。本技术本技术有益效果为:通过连接模具在主模具和副模具之间形成隔板,减少注塑材料从主模具和副模具之间泄漏,提高注模效果,且通过冷却器、冷却管和制冷管的作用,可以提高注塑材料在主模具和副模具内部的冷却效果,减少冷却时间,提高生产效率。
技术研发人员:张超霞
受保护的技术使用者:咸宁市明瑞塑料包装股份有限公司
技术研发日:20220616
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!