一体式手机壳模具及手机壳的制作方法
本技术涉及手机壳模具,具体为一体式手机壳模具及手机壳。
背景技术:
1、目前手机壳生产模具中镶件和固定板及后模仁尺寸结构设置不合理,导致后模仁与固定板之间为分离式设置,造成产品注塑时两侧胶位不均匀,影响产品质量,且由于传统的模具镶件为分体式设计,注胶时容易出现漏胶的情况。
2、因此,针对上述问题提出一体式手机壳模具及手机壳。
技术实现思路
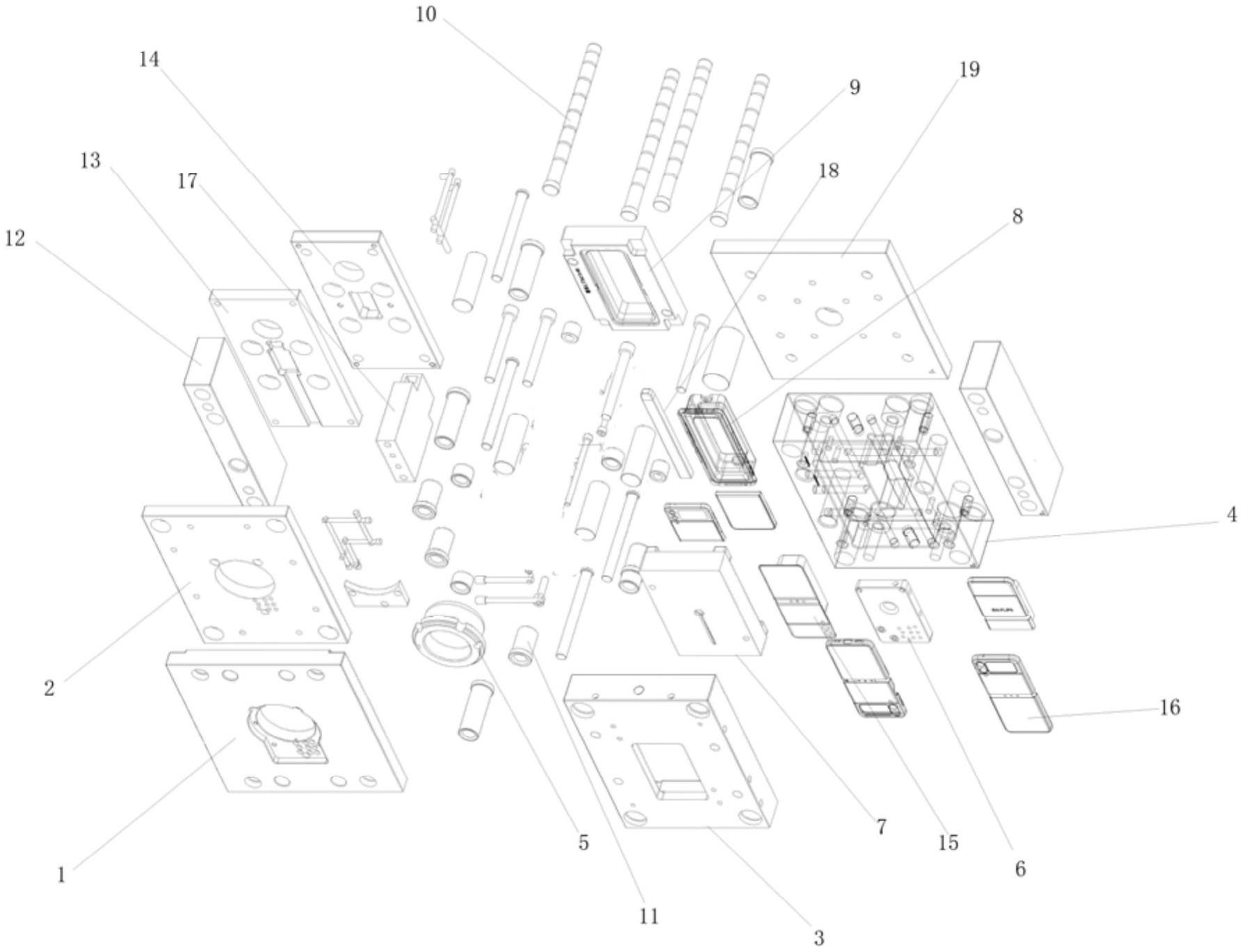
1、本实用新型的目的在于提供一体式手机壳模具,包括方铁面板、水口板一、a板、b板、导柱、方铁侧板、顶针面板、顶针后板、方铁底板,所述方铁面板上方设置有水口板一,所述水口板一上方设置有a板,所述a板上方设置有b板,所述b板上方两侧分别设置有方铁侧板,所述方铁侧板上方设置有方铁底板,所述方铁侧板之间设置有顶针面板和顶针后板,所述方铁面板和水口板一合并后内部贯穿设置有射嘴,所述射嘴的一端延伸出方铁面板底端,所述射嘴上方设置有水口板二,所述水口板二上方设置有前模仁,所述前模仁上方设置有后模仁,所述前模仁和后模仁合并后内部开设有空腔,空腔内下方设置有二次顶出模芯,所述二次顶出模芯上方设置有模芯,所述模芯内部设置有手机壳,所述后模仁上方与顶针后板之间设置有顶块,所述顶块上开设有与顶块插销匹配的销孔。
2、进一步的,所述顶针后板设置在顶针面板的下方,且所述顶针面板上方设置有方铁底板。
3、进一步的,所述导柱的个数为四个,四个导柱的一端分别与方铁底板的四角处连接,且四个所述导柱另一端分别贯穿方铁侧板、b板、a板、水口板一,延伸至水口板一外部与方铁面板的四角处连接。
4、进一步的,所述导柱的外侧设置有导套,所述导套设置在靠近方铁面板的一侧。
5、进一步的,所述手机壳上方左侧开设有摄像孔一,所述摄像孔一一侧纵向设置有两个摄像孔二,所述手机壳中部中心位置两侧分别开设有定位孔。
6、与现有技术相比,本实用新型的有益效果如下:本实用新型采用一体式手机壳模具,模具做出来的产品不漏胶,由原来单独生产到现在的连体结构生产,大大的提高生产效率。
技术特征:
1.一体式手机壳模具,包括方铁面板(1)、水口板一(2)、a板(3)、b板(4)、导柱(10)、方铁侧板(12)、顶针面板(13)、顶针后板(14)、方铁底板(19),其特征在于:所述方铁面板(1)上方设置有水口板一(2),所述水口板一(2)上方设置有a板(3),所述a板(3)上方设置有b板(4),所述b板(4)上方两侧分别设置有方铁侧板(12),所述方铁侧板(12)上方设置有方铁底板(19),所述方铁侧板(12)之间设置有顶针面板(13)和顶针后板(14),所述方铁面板(1)和水口板一(2)合并后内部贯穿设置有射嘴(5),所述射嘴(5)的一端延伸出方铁面板(1)底端,所述射嘴(5)上方设置有水口板二(6),所述水口板二(6)上方设置有前模仁(7),所述前模仁(7)上方设置有后模仁(9),所述前模仁(7)和后模仁(9)合并后内部开设有空腔,空腔内下方设置有二次顶出模芯(15),所述二次顶出模芯(15)上方设置有模芯(8),所述模芯(8)内部设置有手机壳(16),所述后模仁(9)上方与顶针后板(14)之间设置有顶块(17),所述顶块(17)上开设有与顶块插销(18)匹配的销孔。
2.根据权利要求1所述的一体式手机壳模具,其特征在于:所述顶针后板(14)设置在顶针面板(13)的下方,且所述顶针面板(13)上方设置有方铁底板(19)。
3.根据权利要求1所述的一体式手机壳模具,其特征在于:所述导柱(10)的个数为四个,四个导柱(10)的一端分别与方铁底板(19)的四角处连接,且四个所述导柱(10)另一端分别贯穿方铁侧板(12)、b板(4)、a板(3)、水口板一(2),延伸至水口板一(2)外部与方铁面板(1)的四角处连接。
4.根据权利要求1所述的一体式手机壳模具,其特征在于:所述导柱(10)的外侧设置有导套(11),所述导套(11)设置在靠近方铁面板(1)的一侧。
5.一种根据权利要求1所述的一体式手机壳模具制成的手机壳,其特征在于:所述手机壳上方左侧开设有摄像孔一(161),所述摄像孔一(161)一侧纵向设置有两个摄像孔二(162),所述手机壳(16)中部中心位置两侧分别开设有定位孔(163)。
技术总结
本技术公开了一体式手机壳模具,包括方铁面板、水口板一、A板、B板、导柱、方铁侧板、顶针面板、顶针后板、方铁底板,所述方铁面板上方设置有水口板一,所述水口板一上方设置有A板,所述A板上方设置有B板,所述B板上方两侧分别设置有方铁侧板,所述方铁侧板上方设置有方铁底板,所述方铁侧板之间设置有顶针面板和顶针后板,所述方铁面板和水口板一合并后内部贯穿设置有射嘴,所述射嘴的一端延伸出方铁面板底端,所述射嘴上方设置有水口板二,所述水口板二上方设置有前模仁,所述前模仁上方设置有后模仁。本技术采用一体式手机壳模具,模具做出来的产品不漏胶,由原来单独生产到现在的连体结构生产,大大的提高生产效率。
技术研发人员:谢小平
受保护的技术使用者:谢小平
技术研发日:20220708
技术公布日:2024/1/11
- 还没有人留言评论。精彩留言会获得点赞!