湿法顶篷面料贴合模具的制作方法
本技术涉及汽车顶篷制造,尤其涉及一种湿法顶篷面料贴合模具。
背景技术:
1、目前内饰件顶篷的生产工艺一般为干法和湿法两种,干法为热材冷模,湿法为冷材热模。其中主流的湿法都采用基材成型和面料贴合两步法工艺完成,并且基材成型模具和面料贴合模具基本都是采用qt500-7或者45的材质。
2、现有此类顶篷面料贴合模具因材质原因容易生锈,且贴合前面料需喷软化水,与模具接触会加剧模具生锈,影响产品品质,模具人工维护清理繁杂,增加了人工成本,另外模体加热一般采用电热板及电热管加热的方式,容易出现局部冲温,导致产品表面不良出现麻点情况。
技术实现思路
1、本实用新型的目的在于提供一种湿法顶篷面料贴合模具,解决目前贴合模具易生锈、维护成本高、模体冲温产品易出麻点等问题。
2、为达上述目的,本实用新型采用以下技术方案:
3、一种湿法顶篷面料贴合模具,其包括由铸铝一体浇铸成型的上模体和下模体,且上模体、下模体内分别预留有加热流道,加热流道至少设置有两个,且呈s形互相随形绕设地布满整个模具工作面,加热流道中通入高温流体,且相邻两个加热流道中高温流体的流向相反。
4、特别地,各个加热流道的进口端和出口端对应并联,且分别于上模体、下模体的表面形成进接口和出接口。
5、特别地,高温流体为导热油或蒸汽。
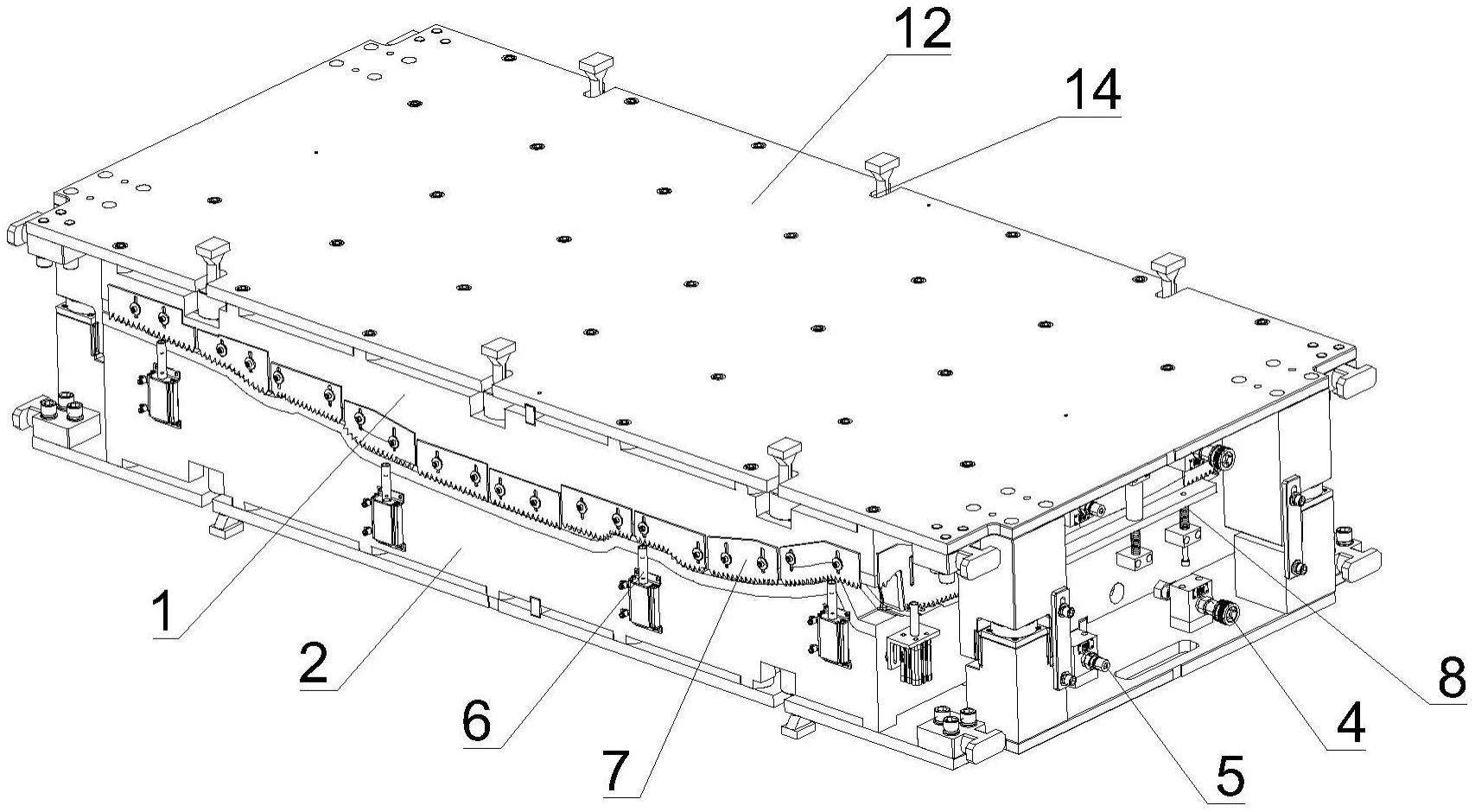
6、特别地,下模体的两侧壁上设置有若干个气动挂料钉,气动挂料钉用于将面料上料时平铺固定,上模体的两侧壁上设置有锯齿压板,锯齿压板用于合模时扯紧面料。
7、特别地,气动挂料钉采用薄型气缸驱动,使得气动挂料钉的钉端靠近模体侧沿,以缩小面料门幅宽度。
8、特别地,上模体与下模体的两端沿设置有弹簧挂料机构。
9、特别地,上模体、下模体的背腔分别设置有加强筋,加强筋的外壁面延伸出增加强度的法兰边,法兰边上设置有若干个凸台,通过对各个凸台刷平加工实现上模体的顶面或下模体的底面平整,凸台上开设有用于安装背腔盖板的螺纹孔。
10、特别地,加强筋呈网格状排布,将背腔分隔成不超过300mm*300mm的方形腔,加强筋的厚度为25mm~35mm,凸台位于网格交汇点的位置。
11、特别地,背腔盖板上成型出与压机匹配的夹模槽。
12、特别地,上模体中设置有冲切镶块,下模体中对应冲切镶块的冲切位置预埋有补强铁件。
13、综上,本实用新型的有益效果为,与现有技术相比,所述湿法顶篷面料贴合模具中的模体采用铸铝材质,降低了加工成本,没有因生锈导致产品污渍不良的风险,减少了人工维护的成本,符合轻量化发展的需求,并采用铸件预埋加热流道且优化排布的方式,使模具加热稳定,提高了半成品面料贴合良品率,并且气动挂料的外形优化使得面料的材料利用率更高。
技术特征:
1.一种湿法顶篷面料贴合模具,其特征在于,包括由铸铝一体浇铸成型的上模体和下模体,且所述上模体、所述下模体内分别预留有加热流道,所述加热流道至少设置有两个,且呈s形互相随形绕设地布满整个模具工作面,所述加热流道中通入高温流体,且相邻两个加热流道中高温流体的流向相反。
2.根据权利要求1所述的湿法顶篷面料贴合模具,其特征在于:各个加热流道的进口端和出口端对应并联,且分别于上模体、下模体的表面形成进接口和出接口。
3.根据权利要求1所述的湿法顶篷面料贴合模具,其特征在于:所述高温流体为导热油或蒸汽。
4.根据权利要求1所述的湿法顶篷面料贴合模具,其特征在于:所述下模体的两侧壁上设置有若干个气动挂料钉,所述气动挂料钉用于将面料上料时平铺固定,所述上模体的两侧壁上设置有锯齿压板,所述锯齿压板用于合模时扯紧面料。
5.根据权利要求4所述的湿法顶篷面料贴合模具,其特征在于:所述气动挂料钉采用薄型气缸驱动,使得所述气动挂料钉的钉端靠近模体侧沿,以缩小面料门幅宽度。
6.根据权利要求1所述的湿法顶篷面料贴合模具,其特征在于:所述上模体与所述下模体的两端沿设置有弹簧挂料机构。
7.根据权利要求1所述的湿法顶篷面料贴合模具,其特征在于:所述上模体、所述下模体的背腔分别设置有加强筋,所述加强筋的外壁面延伸出增加强度的法兰边,所述法兰边上设置有若干个凸台,通过对各个凸台刷平加工实现上模体的顶面或下模体的底面平整,所述凸台上开设有用于安装背腔盖板的螺纹孔。
8.根据权利要求7所述的湿法顶篷面料贴合模具,其特征在于:所述加强筋呈网格状排布,将背腔分隔成不超过300mm*300mm的方形腔,所述加强筋的厚度为25mm~35mm,所述凸台位于网格交汇点的位置。
9.根据权利要求7所述的湿法顶篷面料贴合模具,其特征在于:所述背腔盖板上成型出与压机匹配的夹模槽。
10.根据权利要求1所述的湿法顶篷面料贴合模具,其特征在于:所述上模体中设置有冲切镶块,所述下模体中对应所述冲切镶块的冲切位置预埋有补强铁件。
技术总结
本技术涉及汽车顶篷制造技术领域,尤其涉及一种湿法顶篷面料贴合模具,具体包括由铸铝一体浇铸成型的上模体和下模体,且上模体、下模体内分别预留有加热流道,加热流道至少设置有两个,且呈S形互相随形绕设地布满整个模具工作面,加热流道中通入高温流体,且相邻两个加热流道中高温流体的流向相反。上述湿法顶篷面料贴合模具中的模体采用铸铝材质,降低了加工成本,没有因生锈导致产品污渍不良的风险,减少了人工维护的成本,符合轻量化发展的需求,并采用铸件预埋加热流道且优化排布的方式,使模具加热稳定,提高了半成品面料贴合良品率,并且气动挂料的外形优化使得面料的材料利用率更高。
技术研发人员:王正亮
受保护的技术使用者:无锡吉兴汽车声学部件科技有限公司
技术研发日:20220822
技术公布日:2024/1/11
- 还没有人留言评论。精彩留言会获得点赞!