一种塑胶件的辅助防变形机构的制作方法
1.本实用新型涉及塑胶件加工技术领域,特别是涉及一种塑胶件的辅助防变形机构。
背景技术:
2.服务机器人的外壳塑胶件,受限于生产工艺(注塑、3d打印、或cnc)的局限性,在阳光直射、周围环境湿度、温差较大等场景,会因为“塑胶件后收缩”原因出现较大的变形,普通方式是通过局部增加筋位来加强强度。但遇到塑胶件较大时,增加的筋位过多,会出现很多壁厚不均的地方,容易在背面产生缩痕。同时增加了塑胶件的重量,对生产工具(注塑机)的型号(吨位)、进胶方式等需求也会相应苛刻,直接造成生产成本和材料成本的攀升,特别是在一些样机的研发、打样阶段,一般会采用3d打印或cnc生产,此2种工艺后收缩变形会更大。
技术实现要素:
3.基于此,有必要针对因收缩过大,造成装配夹缝过大,从而严重影响美观的缺点,本实用新型提供一种塑胶件的辅助防变形机构:通过增加强力磁铁的方式,对塑胶件进行反向防变形处理。
4.为了解决上述技术问题,本实用新型提供如下技术方案:一种塑胶件的辅助防变形机构,包括:本体后壳以及可拆卸安装于本体后壳上的检修盖,检修盖一端设有卡于本体后壳背部的装配卡勾,远离装配卡勾一端的检修盖上设有锁紧于本体后壳背部的圆柱锁,本体后壳设有防止外力将检修盖推入本体后壳内侧的挡墙,挡墙背部设有沿挡墙周边布设的6组强力磁铁,检修盖设有数量与强力磁铁一致并与强力磁铁相吸紧的吸附件。
5.优选的,检修盖的外形尺寸与本体后壳的边框为间隙配合。
6.优选的,检修盖的周圈均匀设有加强筋位。
7.优选的,吸附件采用磁铁或铁片。
8.优选的,挡墙设有与装配卡勾配合的安装卡槽。
9.优选的,检修盖位于吸附件的位置设有镶嵌槽,吸附件镶嵌于镶嵌槽内。
10.一实施方案为:挡墙位于强力磁铁的位置设有凸台,凸台设有嵌槽,强力磁铁镶嵌于嵌槽内。
11.另一实施方案为:挡墙位于强力磁铁的位置设有嵌槽,强力磁铁镶嵌于嵌槽内。
12.上述一种塑胶件的辅助防变形机构,通过在本体后壳和检修盖分别设置强力磁铁和吸附件,当检修盖装入本体后壳中后,强力磁铁辅助反向将本体后壳与检修盖吸紧,防止检修盖翘曲,避免了变形过大从而出现夹缝过大的问题,不需要增加过多的筋位,减少了模具成本的开支。
附图说明
13.图1为本实用新型的前视图;
14.图2为图1中a-a处的剖视图;
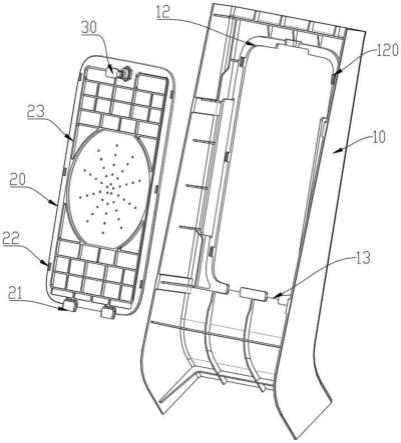
15.图3为本实用新型的爆炸结构示意图。
具体实施方式
16.为使本实用新型的上述目的、特征和优点能够更加明显易懂,下面结合附图对本实用新型的具体实施方式做详细的说明。在下面的描述中阐述了很多具体细节以便于充分理解本实用新型。但是本实用新型能够以很多不同于在此描述的其它方式来实施,本领域技术人员可以在不违背本实用新型内涵的情况下做类似改进,因此本实用新型不受下面公开的具体实施例的限制。
17.请参阅图1、图2、图3,本实施例提供一种塑胶件的辅助防变形机构,该辅助防变形机构主要由1个本体后壳10、1个检修盖20、1付圆柱锁30、6组强力磁铁11组成,通过圆柱锁30上的螺母,将圆柱锁30锁紧在检修盖20上,远离圆柱锁30一端的检修盖20设有卡于本体后壳10背部的装配卡勾21,通过旋转圆柱锁30的锁匙,将检修盖20装配在本体后壳10中,其中,本体后壳10设有防止外力将检修盖20推入本体后壳10内侧的挡墙12,6组强力磁铁11沿挡墙12周边布设,挡墙12设有与装配卡勾21配合的安装卡槽13,检修盖20设有与强力磁铁11相吸紧的吸附件22,其中,吸附件22可以采用磁铁,也可以采用铁片,当检修盖20装入本体后壳10中后,强力磁铁11辅助反向将本体后壳10与检修盖20吸紧,防止检修盖20翘曲,变形过大从而出现夹缝过大;当开启时,通过锁匙旋转圆柱锁30,将检修盖20从后壳本体后壳10上取出;当锁紧时:将检修盖20沿本体后壳10的安装卡槽13方向装入本体后壳10中,6组强力磁铁11辅助将检修盖20与本体后壳10吸附在一起,调整好边距后,旋转圆柱锁30的锁匙,将检修盖20锁紧在本体后壳10中。通过在本体后壳10和检修盖20分别设置强力磁铁11和吸附件22,当检修盖20装入本体后壳10中后,强力磁铁11辅助反向将本体后壳10与检修盖20吸紧,防止检修盖20翘曲,避免了变形过大从而出现夹缝过大的问题。
18.进一步的,检修盖20的外形尺寸需要与本体后壳10的边框为间隙配合,不可蛮力强行装入,能够快速有效的将检修盖20装配至本体后壳10,可以防止检修盖20装配后变形,并在检修盖20的周圈均匀设有加强筋位23,防止局部变形过大。
19.进一步的,在检修盖20位端面上设有与吸附件22数量一致的镶嵌槽,吸附件22镶嵌于镶嵌槽内,通过镶嵌槽可以将吸附件22紧固在检修盖20上,防止吸附件22从检修盖20上掉落,有效的保障本体后壳10与检修盖20吸紧,防止检修盖20翘曲。
20.在一实施例中,在挡墙12设有与强力磁铁11数量一致的凸台120,在凸台120上开设有嵌槽,强力磁铁11则镶嵌于嵌槽内,通过嵌槽可以将强力磁铁11固定在挡墙12上,能够有效的与吸附件22相吸附。
21.在另外一实施例中,在挡墙12设有与强力磁铁11数量一致的嵌槽,强力磁铁11镶嵌于嵌槽内,相对于上一实施例,直接将嵌槽开设在挡墙12上,结构简单,减少了模具成本的开支。
22.以上所述实施例的各技术特征可以进行任意的组合,为使描述简洁,未对上述实施例中的各个技术特征所有可能的组合都进行描述,然而,只要这些技术特征的组合不存
在矛盾,都应当认为是本说明书记载的范围。
23.以上所述实施例仅表达了本实用新型的几种实施方式,其描述较为具体和详细,但并不能因此而理解为对实用新型专利范围的限制。应当指出的是,对于本领域的普通技术人员来说,在不脱离本实用新型构思的前提下,还可以做出若干变形和改进,这些都属于本实用新型的保护范围。因此,本实用新型专利的保护范围应以所附权利要求为准。
技术特征:
1.一种塑胶件的辅助防变形机构,包括:本体后壳以及可拆卸安装于本体后壳上的检修盖,检修盖一端设有卡于本体后壳背部的装配卡勾,远离装配卡勾一端的检修盖上设有锁紧于本体后壳背部的圆柱锁,其特征在于,本体后壳设有防止外力将检修盖推入本体后壳内侧的挡墙,挡墙背部设有沿挡墙周边布设的6组强力磁铁,检修盖设有与强力磁铁相吸紧的吸附件。2.根据权利要求1所述的塑胶件的辅助防变形机构,其特征在于,检修盖的外形尺寸与本体后壳的边框为间隙配合。3.根据权利要求1所述的塑胶件的辅助防变形机构,其特征在于,检修盖的周圈均匀设有加强筋位。4.根据权利要求1所述的塑胶件的辅助防变形机构,其特征在于,吸附件采用磁铁或铁片。5.根据权利要求1所述的塑胶件的辅助防变形机构,其特征在于,挡墙设有与装配卡勾配合的安装卡槽。6.根据权利要求1所述的塑胶件的辅助防变形机构,其特征在于,检修盖位于吸附件的位置设有镶嵌槽,吸附件镶嵌于镶嵌槽内。7.根据权利要求1所述的塑胶件的辅助防变形机构,其特征在于,挡墙位于强力磁铁的位置设有凸台,凸台设有嵌槽,强力磁铁镶嵌于嵌槽内。8.根据权利要求1所述的塑胶件的辅助防变形机构,其特征在于,挡墙位于强力磁铁的位置设有嵌槽,强力磁铁镶嵌于嵌槽内。
技术总结
本实用新型涉及塑胶件加工技术领域,特别是涉及一种塑胶件的辅助防变形机构,包括本体后壳以及可拆卸安装于本体后壳上的检修盖,本体后壳设有防止外力将检修盖推入本体后壳内侧的挡墙,挡墙背部设有沿挡墙周边布设的6组强力磁铁,检修盖设有数量与强力磁铁一致并与强力磁铁相吸紧的吸附件。本实用新型通过在本体后壳和检修盖分别设置强力磁铁和吸附件,当检修盖装入本体后壳中后,强力磁铁辅助反向将本体后壳与检修盖吸紧,防止检修盖翘曲,避免了变形过大从而出现夹缝过大的问题,不需要增加过多的筋位,减少了模具成本的开支。减少了模具成本的开支。减少了模具成本的开支。
技术研发人员:杨强 袁进 王鑫 杨裕才 梁艺耀 郑华海 潘新鹏
受保护的技术使用者:中铭谷智能机器人(广东)有限公司
技术研发日:2022.08.26
技术公布日:2023/1/11
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1