一种汽车车灯壳体的注塑模具的制作方法
本技术涉及模具领域,具体为一种汽车车灯壳体的注塑模具。
背景技术:
1、解决前方道路照明,开始装用聚光灯式乙炔前照灯,模具,工业生产上用以注塑、吹塑、挤出、压铸或锻压成型、冶炼、冲压等方法得到所需产品的各种模子和工具,其中车灯模具是用于车灯的制造。
2、上述的现有技术方案存在以下缺陷:模具在使用时可能会由于外界因素的影响而在工作台上发生偏移,影响合模过程,在合模后出现合模偏差,造成灯罩的损伤,从而影响灯罩质量。
3、为解决上述问题,经过检索,公告号为cn214562571u的专利公开一种汽车车灯模具,文中提出“包括基座,所述基座远离地面一侧可拆卸连接有安装板一侧,所述安装板远离地面一侧可拆卸连接有第一模具,所述第一模具远离地面一侧配合有第二模具,所述第二模具的竖直侧壁上固定连接有若干插接杆,”目前的汽车灯壳成型模具在成型的过程中,都为自然冷却成型,使得整体在成型中的时间大大加长。
4、鉴于此,针对上述问题深入研究,遂有本案产生。
技术实现思路
1、本实用新型的目的在于提供一种汽车车灯壳体的注塑模具,以解决上述背景技术中提到的缺陷。
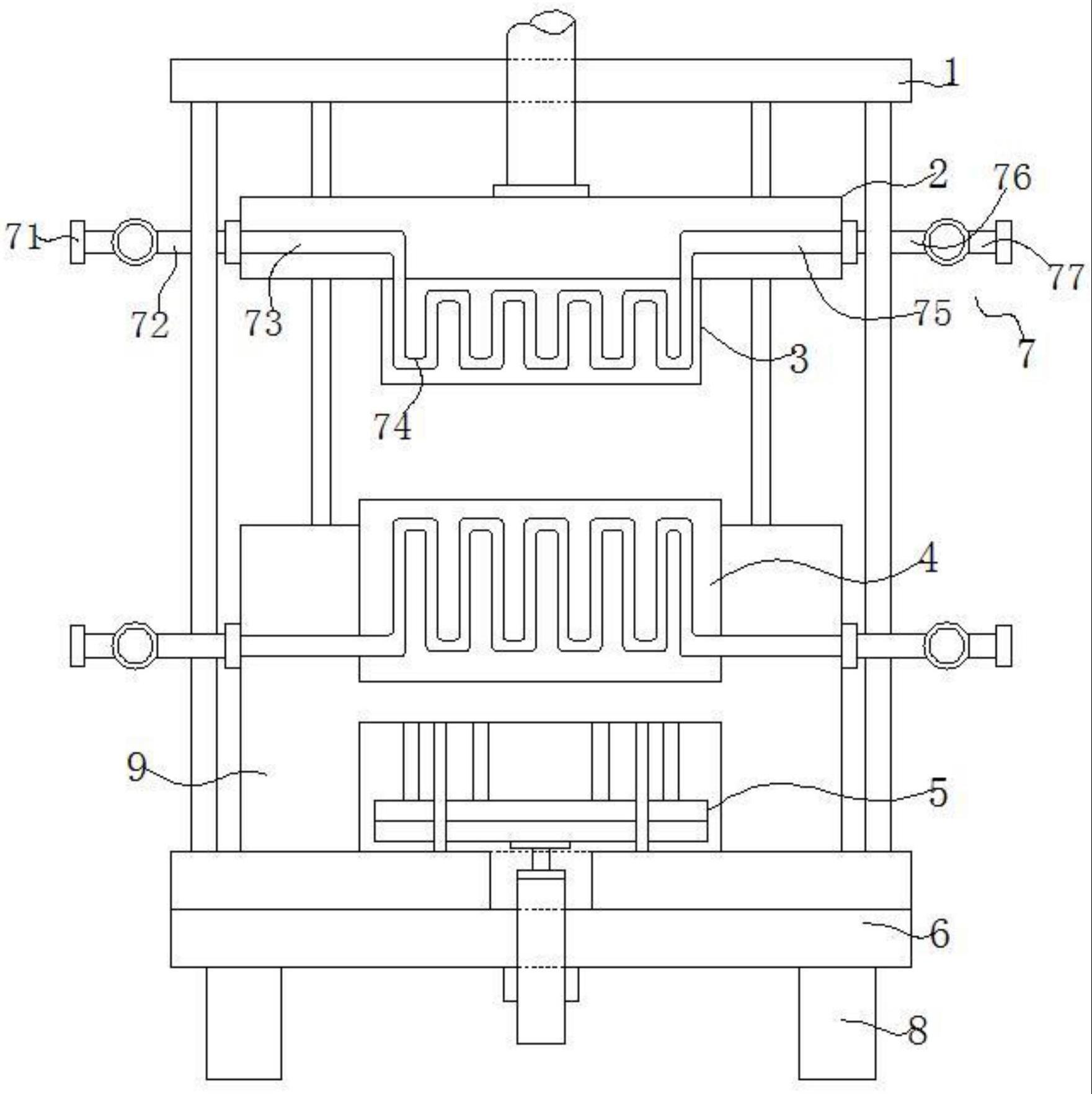
2、为实现上述目的,提供一种汽车车灯壳体的注塑模具,包括:龙门架、顶出结构和冷却结构;
3、龙门架,所述龙门架通过支撑杆与模具底座固定连接,且龙门架上安装有合模气缸,同时合模气缸的活塞杆与上模座固定连接,并且上模座的底部安装有上模具,模具底座上安装有下模座,且下模座表面安装有下模具,同时模具底座的底部通过支撑腿进行支撑固定,上模具上安装有两组冷却结构,且下模具上安装有两组冷却结构;
4、冷却结构,所述冷却结构的降温通道在上模具、下模具内部均设置为两组,且降温通道一端与进液总管连通设置,同时降温通道远离进液总管的一端与出液总管连通设置。
5、优选的,所述冷却结构包括进液总管、进液管、进液通道、降温通道、出液通道、排液管和出液总管,且进液总管端部与进液管连通设置,同时进液管通过降温通道与出液通道连通。
6、优选的,所述降温通道的高度等于上模具高度的五分之四,且两组降温通道相对设置,同时降温通道为“s”形设置。
7、优选的,所述下模具与上模具均通过两组冷却结构进行换热降温,上模具向下移动插接在下模具内部开设的模腔内部。
8、优选的,所述上模座的两侧均开设有两组导向孔,且龙门架与下模座之间固定安装有导向柱,同时导向柱插接在导向孔的内部。
9、优选的,所述顶出结构包括顶杆、活动板、导向杆和伺服电动缸,且顶杆的顶部设置在模腔的底部。
10、优选的,所述顶杆在活动板的上侧表面安装有六组,且六组顶杆在活动板上均匀分布,同时活动板的两侧均插接有两组导向杆
11、与现有技术相比,本实用新型的有益效果是:产品在模腔内部的成型之后,上模具通过两组冷却结构进行冷却;下模具通过两组冷却结构进行冷却;下模具与上模具通过两组冷却结构进行同时降温,帮助模具内部的产品快速冷却,提高模具的开模效率。
技术特征:
1.一种汽车车灯壳体的注塑模具,其特征在于,包括:龙门架(1)、顶出结构(5)和冷却结构(7);
2.根据权利要求1所述的一种汽车车灯壳体的注塑模具,其特征在于:所述冷却结构(7)包括进液总管(71)、进液管(72)、进液通道(73)、降温通道(74)、出液通道(75)、排液管(76)和出液总管(77),且进液总管(71)端部与进液管(72)连通设置,同时进液管(72)通过降温通道(74)与出液通道(75)连通。
3.根据权利要求2所述的一种汽车车灯壳体的注塑模具,其特征在于:所述降温通道(74)的高度等于上模具(3)高度的五分之四,且两组降温通道(74)相对设置,同时降温通道(74)为“s”形设置。
4.根据权利要求1所述的一种汽车车灯壳体的注塑模具,其特征在于:所述下模具(4)与上模具(3)均通过两组冷却结构(7)进行换热降温,上模具(3)向下移动插接在下模具(4)内部开设的模腔内部。
5.根据权利要求1所述的一种汽车车灯壳体的注塑模具,其特征在于:所述上模座(2)的两侧均开设有两组导向孔,且龙门架(1)与下模座(9)之间固定安装有导向柱,同时导向柱插接在导向孔的内部。
6.根据权利要求1所述的一种汽车车灯壳体的注塑模具,其特征在于:所述顶出结构(5)包括顶杆(51)、活动板(52)、导向杆(53)和伺服电动缸(54),且顶杆(51)的顶部设置在模腔的底部。
7.根据权利要求6所述的一种汽车车灯壳体的注塑模具,其特征在于:所述顶杆(51)在活动板(52)的上侧表面安装有六组,且六组顶杆(51)在活动板(52)上均匀分布,同时活动板(52)的两侧均插接有两组导向杆(53)。
技术总结
本技术公开了一种汽车车灯壳体的注塑模具,包括:包括:龙门架、顶出结构和冷却结构;龙门架,所述龙门架通过支撑杆与模具底座固定连接,且龙门架上安装有合模气缸,同时合模气缸的活塞杆与上模座固定连接,并且上模座的底部安装有上模具,模具底座上安装有下模座,且下模座表面安装有下模具,同时模具底座的底部通过支撑腿进行支撑固定,上模具上安装有两组冷却结构,且下模具上安装有两组冷却结构。该汽车车灯壳体的注塑模具,产品在模腔内部的成型之后,上模具通过两组冷却结构进行冷却;下模具通过两组冷却结构进行冷却;下模具与上模具通过两组冷却结构进行同时降温,帮助模具内部的产品快速冷却,提高模具的开模效率。
技术研发人员:杨震
受保护的技术使用者:天津伽蓝德汽车零部件有限公司
技术研发日:20220902
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!