用于清角机的型材外轮廓扫描机构的制作方法
1.本实用新型涉及塑料门窗清角技术领域,具体是用于清角机的型材外轮廓扫描机构。
背景技术:
2.随着塑料门窗型材的不断革新和多样化,其截面外轮廓的形状、尺寸都不一样,对塑料门窗夹角的外轮廓进行清角时,如果再采用根据型材截面图纸尺寸在plc系统中输入数值的方式,就很麻烦,而且容易输错。对塑料门窗进行清角时,清角精度要求不高,仅仅将热熔焊缝处凸出的焊渣进行清角即可。所以需要一种能够更方便的获知型材外轮廓尺寸的技术,以此来代替手动输入数值的方式,实现自动化获得型材外轮廓尺寸的技术,提高清角效率。
技术实现要素:
3.本实用新型的目的在于提供用于清角机的型材外轮廓扫描机构,它能够自动化的获得型材外轮廓各部位的尺寸数值,代替手动输入数值的方式,提高清角效率。同时避免了手动输入数值时输错而引起工件废掉的风险。
4.本实用新型为实现上述目的,通过以下技术方案实现:
5.用于清角机的型材外轮廓扫描机构,包括支撑架和位于支撑架上的轮廓扫描仪;所述轮廓扫描仪的扫描光线垂直于型材的外侧面;所述支撑架设置在清角机的刀具z轴伺服调节系统上,通过刀具z轴伺服调节系统在z轴方向的竖直调节从而带动轮廓扫描仪的竖向移动,从而对型材外轮廓从下到上进行轮廓扫描;所述轮廓扫描仪通过数据线与清角机的plc系统连接。
6.所述轮廓扫描仪的扫描头所在水平面为z轴伺服调节系统的z轴零点所在水平面;且此水平面与清角机的工作台顶面共面。
7.所述z轴伺服调节系统为丝杠丝母传动机构,所述丝杠丝母传动机构包括传动丝杠和从动丝母,所述从动丝母上设有滑板,所述支撑架固定在滑板上。
8.所述滑板通过竖向滑轨导向,所述竖向滑轨位于清角机的机架两侧。
9.对比现有技术,本实用新型的有益效果在于:
10.在z轴伺服调节系统上丝杠丝母传动机构的驱动下,轮廓扫描仪从下到上的竖直移动,轮廓扫描仪的扫描光线垂直于型材的外侧面,从型材的底面位置缓慢的扫描至型材的顶面位置,从而完成对型材外轮廓的扫描,然后将扫描的数值通过数据线与清角机的plc系统。plc系统根据扫描的数值计算清角工作时x轴方向的进给尺寸。通过使用上述方法,能够自动化的获得型材外轮廓各部位的尺寸数值,代替手动输入数值的方式,提高清角效率。同时避免了手动输入数值时输错而引起工件废掉的风险。
附图说明
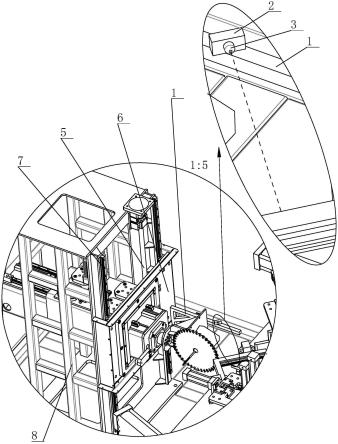
11.附图1是本实用新型使用状态图。
12.附图2是本实用新型附图1中i部放大图以及局部放大图。
13.附图中所示标号:
14.1、支撑架;2、轮廓扫描仪;3、扫描头;4、工作台;5、丝杠丝母传动机构;6、滑板;7、竖向滑轨;8、机架。
具体实施方式
15.下面结合具体实施例,进一步阐述本实用新型。应理解,这些实施例仅用于说明本实用新型而不用于限制本实用新型的范围。此外应理解,在阅读了本实用新型讲授的内容之后,本领域技术人员可以对本实用新型作各种改动或修改,这些等价形式同样落于本申请所限定的范围。
16.本实用新型所述是用于清角机的型材外轮廓扫描机构,主体结构包括支撑架1和位于支撑架1上的轮廓扫描仪2;所述轮廓扫描仪2的扫描光线垂直于型材的外侧面;所述支撑架1设置在清角机的刀具z轴伺服调节系统上,通过刀具z轴伺服调节系统在z轴方向的竖直调节从而带动轮廓扫描仪2的竖向移动,从而对型材外轮廓从下到上进行轮廓扫描;所述轮廓扫描仪2通过数据线与清角机的plc系统连接。所述轮廓扫描仪2的扫描头3所在水平面为z轴伺服调节系统的z轴零点所在水平面;且此水平面与清角机的工作台4顶面共面。所述z轴伺服调节系统为丝杠丝母传动机构5,所述丝杠丝母传动机构5包括传动丝杠和从动丝母,所述从动丝母上设有滑板6,所述支撑架1固定在滑板6上。所述滑板6通过竖向滑轨7导向,所述竖向滑轨7位于清角机的机架8两侧。
17.进一步分析:
18.本装置轮廓扫描仪2的扫描头3所在水平面为z轴伺服调节系统的z轴零点所在水平面;且此水平面与清角机的工作台4顶面共面。在工作台4顶面夹紧定位的型材,型材底面与工作台4顶面接触。在z轴伺服调节系统上丝杠丝母传动机构5的驱动下,传动丝杠的转动从动丝母、滑板6、支撑架1、轮廓扫描仪2从下到上的竖直移动,轮廓扫描仪2的扫描光线垂直于型材的外侧面,轮廓扫描仪2的扫描头3发出扫描光线,从型材的底面位置缓慢的扫描至型材的顶面位置,从而完成对型材外轮廓的扫描,然后将扫描的数值通过数据线与清角机的plc系统。plc系统根据扫描的数值计算清角工作时x轴方向的进给尺寸,待清角直角处一般得扫描计算尺寸的1.414倍,即“根号2”倍。
19.通过使用上述方法,能够自动化的获得型材外轮廓各部位的尺寸数值,代替手动输入数值的方式,提高清角效率。同时避免了手动输入数值时输错而引起工件废掉的风险。
技术特征:
1.用于清角机的型材外轮廓扫描机构,其特征在于:包括支撑架(1)和位于支撑架(1)上的轮廓扫描仪(2);所述轮廓扫描仪(2)的扫描光线垂直于型材的外侧面;所述支撑架(1)设置在清角机的刀具z轴伺服调节系统上,通过刀具z轴伺服调节系统在z轴方向的竖直调节从而带动轮廓扫描仪(2)的竖向移动,从而对型材外轮廓从下到上进行轮廓扫描;所述轮廓扫描仪(2)通过数据线与清角机的plc系统连接。2.根据权利要求1所述用于清角机的型材外轮廓扫描机构,其特征在于:所述轮廓扫描仪(2)的扫描头(3)所在水平面为z轴伺服调节系统的z轴零点所在水平面;且此水平面与清角机的工作台(4)顶面共面。3.根据权利要求2所述用于清角机的型材外轮廓扫描机构,其特征在于:所述z轴伺服调节系统为丝杠丝母传动机构(5),所述丝杠丝母传动机构(5)包括传动丝杠和从动丝母,所述从动丝母上设有滑板(6),所述支撑架(1)固定在滑板(6)上。4.根据权利要求3所述用于清角机的型材外轮廓扫描机构,其特征在于:所述滑板(6)通过竖向滑轨(7)导向,所述竖向滑轨(7)位于清角机的机架(8)两侧。
技术总结
本实用新型公开了用于清角机的型材外轮廓扫描机构,主要涉及塑料门窗清角技术领域。包括支撑架和位于支撑架上的轮廓扫描仪;所述轮廓扫描仪的扫描光线垂直于型材的外侧面;所述支撑架设置在清角机的刀具Z轴伺服调节系统上,通过刀具Z轴伺服调节系统在Z轴方向的竖直调节从而带动轮廓扫描仪的竖向移动,从而对型材外轮廓从下到上进行轮廓扫描;所述轮廓扫描仪通过数据线与清角机的PLC系统连接。本实用新型的有益效果在于:它能够自动化的获得型材外轮廓各部位的尺寸数值,代替手动输入数值的方式,提高清角效率。同时避免了手动输入数值时输错而引起工件废掉的风险。时输错而引起工件废掉的风险。时输错而引起工件废掉的风险。
技术研发人员:越雄风 董军
受保护的技术使用者:济南伦渠数控机电有限公司
技术研发日:2022.09.07
技术公布日:2023/1/24
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1