精密零件的一体成型设备的制作方法
本技术涉及一种精密零件的一体成型设备,属于注塑模具。
背景技术:
1、注塑模具是一种生产塑胶制品的工具;也是赋予塑胶制品完整结构和精确尺寸的工具。注塑成型是批量生产某些形状复杂部件时用到的一种加工方法。
2、司筒顶出是注塑模具中最常见的一种结构,构成司筒顶出组件的零件包括司筒和司筒针两部分,司筒针成型空心柱内壁,司筒成型空心柱底部平面,同时具有顶出空心柱的功能。司筒针固定在模具后板上,不会因模具开模和顶出而运动,司筒固定在上顶针板上,利用上、下顶针板螺丝固定成一体形成顶出组件,顶杆对下顶针板施加作用力,实现产品与公模仁和司筒针的分离。
3、然而,司筒顶出需要克服产品空心柱内壁和外壁与模具的摩擦力和包紧力,司筒结构顶出面积小,顶出时塑胶制品空心柱受力变短或歪曲变形。
技术实现思路
1、本实用新型的目的是提供一种精密零件的一体成型设备,该精密零件的一体成型设备可以分两个阶段完成脱模且在第一阶段的脱模过程中保持膜芯对零件的完整包覆,避免因为零件的空心柱体与司筒针之间的包紧力过大导致的空心柱体受力变短或歪曲变形的情况。
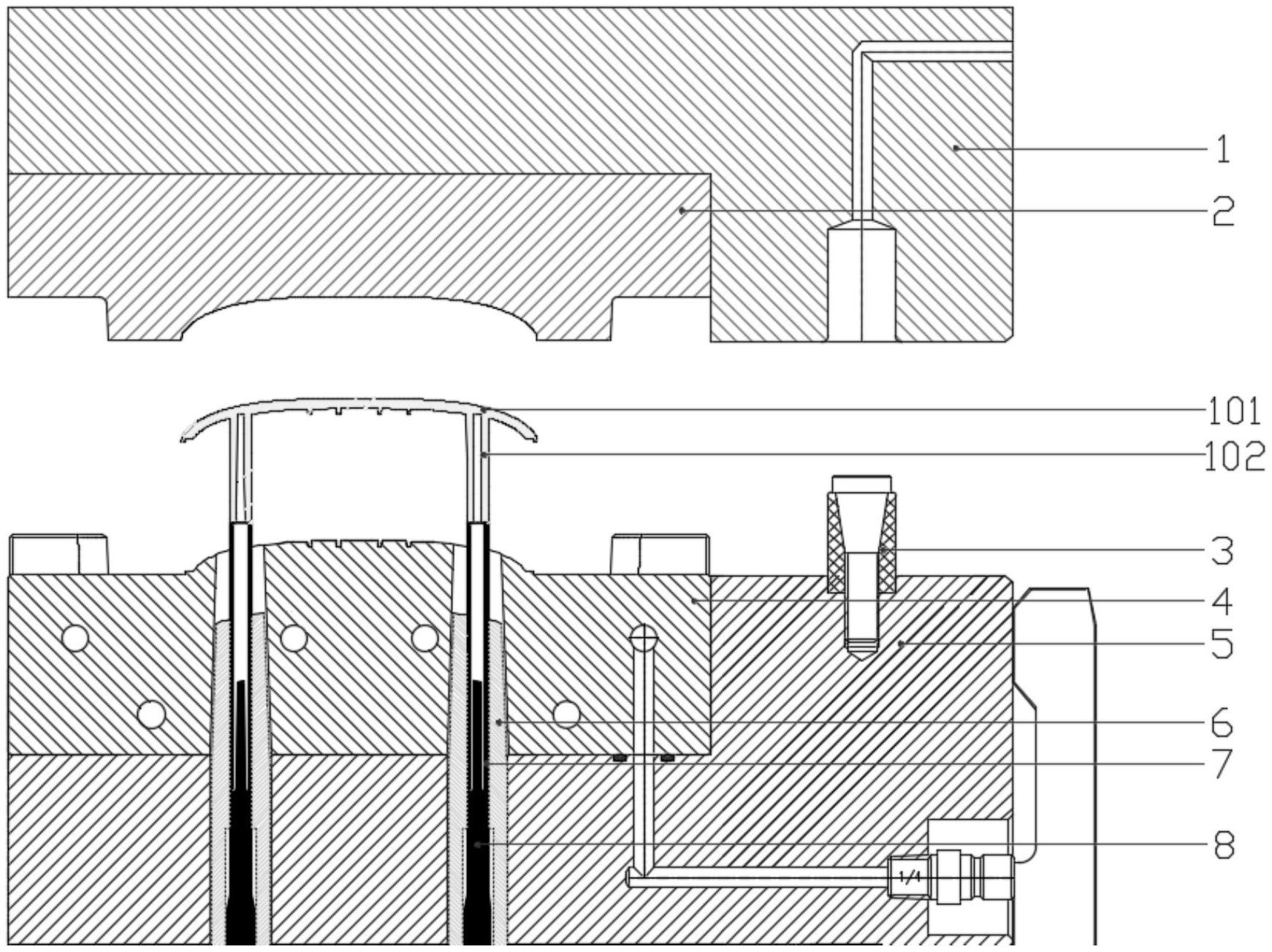
2、为达到上述目的,本实用新型采用的技术方案是:一种精密零件的一体成型设备,用于零件的注塑成型,包括:安装有母模仁的母模板、位于母模板下方并安装有公模仁的公模板、位于公模板下方的后模固定板和设置于公模板与后模固定板之间的2个模脚,2个所述模脚各自的下表面与后模固定板的上表面连接,间隔设置的2个模脚之间水平设置有一可上下移动的顶针板,所述母模仁与公模仁之间形成用于成型所述零件的型腔,所述零件包括本体和成型于本体上的空心柱体;
3、所述公模板下方设置有一公模垫板,该公模垫板下表面两侧的边缘处分别与2个模脚的上表面连接,所述公模垫板与公模板之间设置有一入子弹跳板,所述入子弹跳板上安装有与空心柱体对应的公模入子,该公模入子的上部嵌入公模仁内,一下端与所述顶针板连接的司筒的上部穿入开设于公模入子中央的通孔内,一下端固定安装于后模固定板上的司筒针的上部对应地嵌入司筒内,从而在公模入子与司筒、司筒针之间形成用于成型空心柱体的子型腔,所述公模垫板与入子弹跳板之间设置有至少2个处于压缩状态的弹簧。
4、上述技术方案中进一步改进的方案如下:
5、1. 上述方案中,所述顶针板进一步包括上顶针板和下顶针板,叠置的所述上顶针板与下顶针板之间通过螺丝固定连接,所述司筒安装于上顶针板上。
6、2. 上述方案中,所述顶针板与母模板之间通过至少2根回针连接,使得顶针板可随母模板向上移动。
7、3. 上述方案中,所述后模固定板与公模垫板之间连接有至少2根中托司,该中托司穿过所述顶针板并通过一中托司套筒与顶针板滑动配合。
8、4. 上述方案中,所述公模板与母模板之间连接有至少2根导柱,下端与公模板固定连接的所述导柱的上端通过一导套与母模板滑动配合。
9、5. 上述方案中,所述公模板上安装有一与母模板上的开孔配合的开闭器,用于连接公模板与母模板。
10、由于上述技术方案的运用,本实用新型与现有技术相比具有下列优点:
11、本实用新型精密零件的一体成型设备,其可以在具有空心柱体的注塑零件的脱模过程中分两个阶段完成脱模且在第一阶段的脱模过程中保持膜芯对零件的完整包覆,避免因为零件的空心柱体与司筒针之间的包紧力过大导致的空心柱体受力变短或歪曲变形的情况,提高产品的外观精度和良品率。
技术特征:
1.一种精密零件的一体成型设备,用于零件(100)的注塑成型,包括:安装有母模仁(2)的母模板(1)、位于母模板(1)下方并安装有公模仁(4)的公模板(5)、位于公模板(5)下方的后模固定板(18)和设置于公模板(5)与后模固定板(18)之间的2个模脚(15),2个所述模脚(15)各自的下表面与后模固定板(18)的上表面连接,间隔设置的2个模脚(15)之间水平设置有一可上下移动的顶针板(16),所述母模仁(2)与公模仁(4)之间形成用于成型所述零件(100)的型腔,其特征在于:所述零件(100)包括本体(101)和成型于本体(101)上的空心柱体(102);
2.根据权利要求1所述的精密零件的一体成型设备,其特征在于:所述顶针板(16)进一步包括上顶针板(16)和下顶针板(17),叠置的所述上顶针板(16)与下顶针板(17)之间通过螺丝固定连接,所述司筒(7)安装于上顶针板(16)上。
3.根据权利要求1所述的精密零件的一体成型设备,其特征在于:所述顶针板(16)与母模板(1)之间通过至少2根回针(22)连接,使得顶针板(16)可随母模板(1)向上移动。
4.根据权利要求1所述的精密零件的一体成型设备,其特征在于:所述后模固定板(18)与公模垫板(14)之间连接有至少2根中托司(20),该中托司(20)穿过所述顶针板(16)并通过一中托司套筒(21)与顶针板(16)滑动配合。
5.根据权利要求1所述的精密零件的一体成型设备,其特征在于:所述公模板(5)与母模板(1)之间连接有至少2根导柱(26),下端与公模板(5)固定连接的所述导柱(26)的上端通过一导套(27)与母模板(1)滑动配合。
6.根据权利要求1所述的精密零件的一体成型设备,其特征在于:所述公模板(5)上安装有一与母模板(1)上的开孔配合的开闭器(3),用于连接公模板(5)与母模板(1)。
技术总结
本技术公开一种精密零件的一体成型设备,其公模板下方设置有一公模垫板,该公模垫板下表面两侧的边缘处分别与2个模脚的上表面连接,所述公模垫板与公模板之间设置有一入子弹跳板,所述入子弹跳板上安装有与空心柱体对应的公模入子,该公模入子的上部嵌入公模仁内,一下端与所述顶针板连接的司筒的上部穿入开设于公模入子中央的通孔内,一下端固定安装于后模固定板上的司筒针的上部对应地嵌入司筒内,从而在公模入子与司筒、司筒针之间形成用于成型空心柱体的子型腔,所述公模垫板与入子弹跳板之间设置有至少2个处于压缩状态的弹簧。本技术可以避免因为零件的空心柱体与司筒针之间的包紧力过大导致的空心柱体受力变短或歪曲变形的情况。
技术研发人员:李永
受保护的技术使用者:昆山科森科技股份有限公司
技术研发日:20220928
技术公布日:2024/1/11
- 还没有人留言评论。精彩留言会获得点赞!