一种胶体合并加工结构的制作方法
本技术涉及胶体合并加工装置,具体为一种胶体合并加工结构。
背景技术:
1、目前,对于电子器件模组需要贴合不同材质胶纸,传统工艺是分别加工胶纸,再分别贴合、组装,当模组需求的不同材质胶纸较多时,贴合工序则繁琐费时,而且由于多次贴合,既浪费工时,产品精度相对也比较差。
2、为了迅速、有效、及时解决三种不同材质胶体快速精准组装到电子器件模组,特开发此种工艺,通过不同的刀线组合,可以实现三种不同材质胶体的合并加工,并且将这三种不同材质胶体合并在一个承载膜上,在贴合电子器件模组时只需贴合一次即可,因此,需要一种胶体合并加工结构。
技术实现思路
1、(一)解决的技术问题
2、针对现有技术的不足,本实用新型提供了一种胶体合并加工结构。
3、(二)技术方案
4、为实现上述目的,本实用新型提供如下技术方案:一种胶体合并加工结构,包括第一种胶和第五种胶,所述第一种胶的外壁固定粘贴有第二种胶,所述第一种胶的外壁固定粘贴有第三种胶,所述第五种胶的外壁固定粘贴有第六种胶。
5、优选的,所述第一种胶和第五种胶的外壁均固定粘贴有离型膜,方便工作人员将第一种胶和第五种胶固定粘贴在离型膜上的目的。
6、优选的,所述第二种胶固定粘贴在离型膜的外壁,方便工作人员将第二种胶固定粘贴在离型膜上的目的。
7、优选的,所述第三种胶固定粘贴在离型膜的外壁,方便工作人员将第三种胶固定粘贴在离型膜上的目的。
8、优选的,所述第六种胶固定粘贴在离型膜的外壁,方便工作人员将第六种胶固定粘贴在离型膜上的目的。
9、优选的,所述第五种胶固定粘贴在第二种胶上,方便工作人员粘贴第五种胶的目的。
10、优选的,所述离型膜的外壁开设有通孔,所述通孔的数量为四个,以离型膜为对称中心,对称设置在离型膜的两侧,方便工作人员进行固定离型膜的目的。
11、(三)有益效果
12、与现有技术相比,本实用新型提供了一种胶体合并加工结构,具备以下有益效果:
13、1、该一种胶体合并加工结构,通过模切第一种胶和第五种胶,然后排除无效胶部分,然后贴合第二种胶,模切第二种胶,然后排除无效胶部分贴合离型膜,模切离型膜,在转移定位孔,然后贴合覆盖膜,模切覆盖膜,将无效胶覆盖膜部分排除,然后贴合第三种胶,模切第三种胶,将无效胶部分排除,然后贴合覆盖膜,模切产品外形,然后排除无效胶部分,于产品表面贴合覆盖膜,达到了通过不同的刀线组合,可以实现三种不同材质胶体的合并加工,并且将这三种不同材质胶体合并在一个承载膜上,在贴合电子器件模组时只需贴合一次即可。
技术特征:
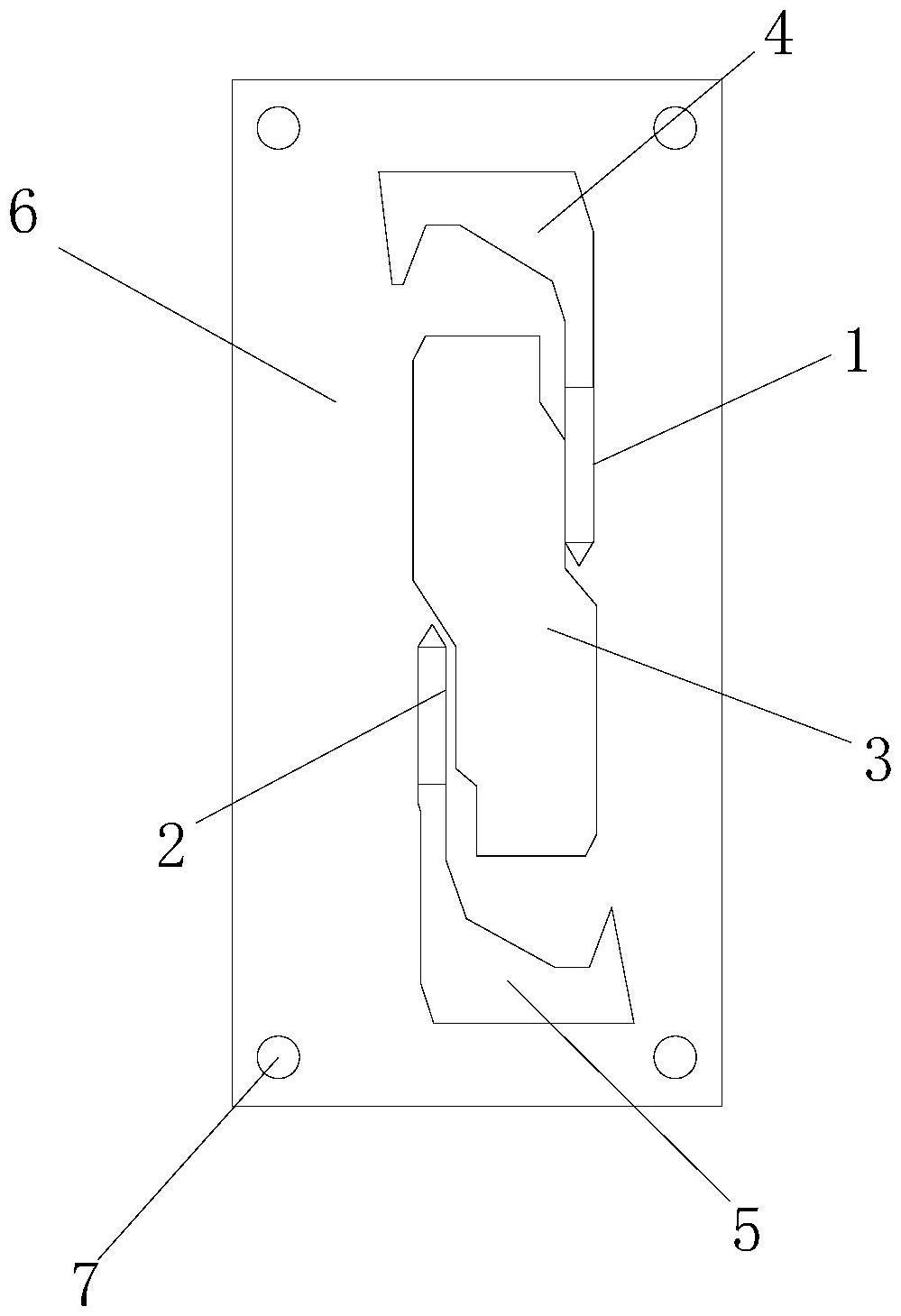
1.一种胶体合并加工结构,包括第一种胶(1)和第五种胶(2),其特征在于:所述第一种胶(1)的外壁固定粘贴有第二种胶(3),所述第一种胶(1)的外壁固定粘贴有第三种胶(4),所述第五种胶(2)的外壁固定粘贴有第六种胶(5)。
2.根据权利要求1所述的一种胶体合并加工结构,其特征在于:所述第一种胶(1)和第五种胶(2)的外壁均固定粘贴有离型膜(6)。
3.根据权利要求1所述的一种胶体合并加工结构,其特征在于:所述第二种胶(3)固定粘贴在离型膜(6)的外壁。
4.根据权利要求1所述的一种胶体合并加工结构,其特征在于:所述第三种胶(4)固定粘贴在离型膜(6)的外壁。
5.根据权利要求1所述的一种胶体合并加工结构,其特征在于:所述第六种胶(5)固定粘贴在离型膜(6)的外壁。
6.根据权利要求1所述的一种胶体合并加工结构,其特征在于:所述第五种胶(2)固定粘贴在第二种胶(3)上。
7.根据权利要求2所述的一种胶体合并加工结构,其特征在于:所述离型膜(6)的外壁开设有通孔(7),所述通孔(7)的数量为四个,以离型膜(6)为对称中心,对称设置在离型膜(6)的两侧。
技术总结
本技术涉及胶体合并加工装置技术领域,且公开了一种胶体合并加工结构,包括第一种胶和第五种胶,所述第一种胶的外壁固定粘贴有第二种胶。通过模切第一种胶和第五种胶,然后排除无效胶部分,然后贴合第二种胶,模切第二种胶,然后排除无效胶部分贴合离型膜,模切离型膜,在转移定位孔,然后贴合覆盖膜,模切覆盖膜,将无效胶覆盖膜部分排除,然后贴合第三种胶,模切第三种胶,将无效胶部分排除,然后贴合覆盖膜,模切产品外形,然后排除无效胶部分,于产品表面贴合覆盖膜,达到了通过不同的刀线组合,可以实现三种不同材质胶体的合并加工,并且将这三种不同材质胶体合并在一个承载膜上。
技术研发人员:李砾斌
受保护的技术使用者:上海任虹精密机械有限公司
技术研发日:20221011
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!