一种塑料瓶成型用吹塑模具的制作方法
本技术属于吹塑模具,具体涉及一种塑料瓶成型用吹塑模具。
背景技术:
1、塑料瓶主要是由聚乙烯或聚丙烯等材料并添加了多种有机溶剂后制成的。塑料瓶广泛使用聚酯(pet)、聚乙烯(pe)、聚丙烯(pp)为原料,添加了相应的有机溶剂后,经过高温加热后,通过塑料模具经过吹塑、挤吹、或者注塑成型的塑料容器。主要用于饮料、食品、酱菜、蜂蜜、干果、食用油、农兽药等液体或者固体一次性塑料包装容器。塑料瓶具有不易破碎、成本低廉、透明度高、食品级原料等特点。塑料瓶成型吹塑的流程包括:先将塑料型胚通过中空塑料管挤出,之后在型胚上将瓣合模具闭合,夹紧模具并切断型胚;然后向模腔的冷壁吹胀型培,调整开口并在冷却期间保持一定的压力;打开模具,卸下被吹的零件并修整飞边得到成品。
2、中国专利网公开了《一种塑料瓶吹塑成型模具》,第一模具体的侧面形成有第一半成型槽,第一成型槽在第一模具体的上表面形成第一半圆槽,第一模具体的上表面固定有第一半圆凸台,第一半圆凸台的侧面形成有弧形卡槽;第二模具体的侧面向内凹陷形成有第二半成型槽,第二成型槽在第二模具体的上表面形成第二半圆槽,第二模具体的上表面固定有第二半圆凸台,第二半圆凸台的侧面固定有切片,切片的中部设置有贯穿孔;虽然该实用新型解决了传统的吹塑成型模具在实际生产过程中,容易出现型胚不能完全切割断的情况,导致后续吹塑成型出现偏差,影响成品率的问题。但是,塑料型胚需要吹塑后才能切断,导致吹塑过程时间较长,降低了吹塑效率。为此我们提出一种塑料瓶成型用吹塑模具。
技术实现思路
1、本实用新型的目的在于提供一种塑料瓶成型用吹塑模具,以解决上述背景技术中提出塑料型胚需要吹塑后才能切断,导致吹塑过程时间较长,降低了吹塑效率的问题。
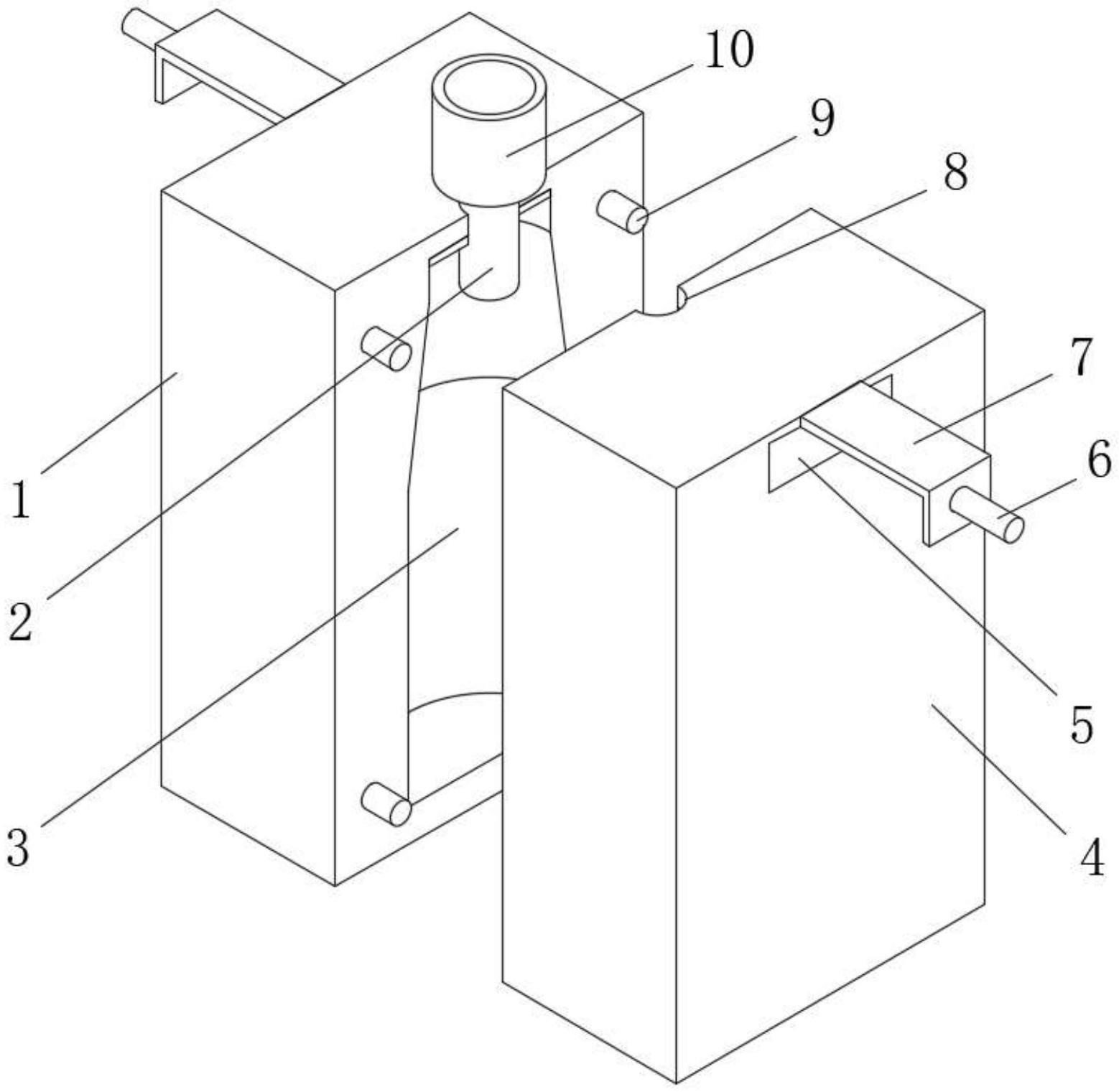
2、为实现上述目的,本实用新型提供如下技术方案:一种塑料瓶成型用吹塑模具,包括第一模具体和第二模具体,所述第一模具体和第二模具体的相对面均开设有吹塑腔,且所述第一模具体和第二模具体的相背面均设置有安装槽和l型板,所述l型板的内部固定安装有电动伸缩杆,所述电动伸缩杆的输出端固定连接有连接块,两个所述连接块的相对面均开设有连接槽,所述连接槽的内部插接有连接块,两个所述连接块的相对面均固定安装有与吹塑腔连通的切片。
3、优选的,所述第一模具体和第二模具体的上表面均开设有与吹塑腔连通的插槽,所述插槽的内部插接有插管。
4、优选的,所述插管位于两个切片的内部,且所述插管的上端固定连接有管道。
5、优选的,所述第二模具体的后表面均匀开设有四个定位槽,所述第一模具体的前表面均匀固定安装有与定位槽插接的四个定位柱。
6、优选的,所述切片的上表面开设有限位孔,所述连接块的下表面固定安装有复位弹簧,所述复位弹簧的下端固定连接有与连接槽连通的限位件,所述限位件与限位孔之间插接。
7、优选的,所述限位件呈t型结构,且所述限位件位于复位弹簧的内部。
8、与现有技术相比,本实用新型的有益效果是:
9、1.本实用新型在吹塑腔的内部设置有切片,通过启动电动伸缩杆,实现与其输出端连接的切片向着插管的方向移动,从而方便将吹塑过程中位于插管外侧的塑料型胚切断,吹塑和切断工序同步进行,可缩短时长,解决了塑料型胚需要吹塑后才能切断,导致吹塑过程时间较长,降低了吹塑效率的问题。
10、2.本实用新型通过启动电动伸缩杆,使连接块移出安装槽的内部,并且通过下拉限位件,拉伸复位弹簧,实现限位件的上端脱离切片所开设的限位孔内部,从而方便将切片从连接块所开设的连接槽内部取出,便于对切片进行更换。
技术特征:
1.一种塑料瓶成型用吹塑模具,包括第一模具体(1)和第二模具体(4),其特征在于:所述第一模具体(1)和第二模具体(4)的相对面均开设有吹塑腔(3),且所述第一模具体(1)和第二模具体(4)的相背面均设置有安装槽(5)和l型板(7),所述l型板(7)的内部固定安装有电动伸缩杆(6),所述电动伸缩杆(6)的输出端固定连接有连接块(13),两个所述连接块(13)的相对面均开设有连接槽(15),所述连接槽(15)的内部插接有连接块(13),两个所述连接块(13)的相对面均固定安装有与吹塑腔(3)连通的切片(11)。
2.根据权利要求1所述的一种塑料瓶成型用吹塑模具,其特征在于:所述第一模具体(1)和第二模具体(4)的上表面均开设有与吹塑腔(3)连通的插槽(8),所述插槽(8)的内部插接有插管(2)。
3.根据权利要求2所述的一种塑料瓶成型用吹塑模具,其特征在于:所述插管(2)位于两个切片(11)的内部,且所述插管(2)的上端固定连接有管道(10)。
4.根据权利要求1所述的一种塑料瓶成型用吹塑模具,其特征在于:所述第二模具体(4)的后表面均匀开设有四个定位槽(12),所述第一模具体(1)的前表面均匀固定安装有与定位槽(12)插接的四个定位柱(9)。
5.根据权利要求1所述的一种塑料瓶成型用吹塑模具,其特征在于:所述切片(11)的上表面开设有限位孔(14),所述连接块(13)的下表面固定安装有复位弹簧(16),所述复位弹簧(16)的下端固定连接有与连接槽(15)连通的限位件(17),所述限位件(17)与限位孔(14)之间插接。
6.根据权利要求5所述的一种塑料瓶成型用吹塑模具,其特征在于:所述限位件(17)呈t型结构,且所述限位件(17)位于复位弹簧(16)的内部。
技术总结
本技术公开了一种塑料瓶成型用吹塑模具,包括第一模具体和第二模具体,第一模具体和第二模具体的相背面均设置有安装槽和L型板,L型板的内部固定安装有电动伸缩杆,电动伸缩杆的输出端固定连接有连接块,两个连接块的相对面均开设有连接槽,连接槽的内部插接有连接块,两个连接块的相对面均固定安装有与吹塑腔连通的切片。本技术在吹塑腔的内部设置有切片,通过启动电动伸缩杆,实现与其输出端连接的切片向着插管的方向移动,从而方便将吹塑过程中位于插管外侧的塑料型胚切断,吹塑和切断工序同步进行,可缩短时长,解决了塑料型胚需要吹塑后才能切断,导致吹塑过程时间较长,降低了吹塑效率的问题。
技术研发人员:张建平
受保护的技术使用者:苏州海威塑胶有限公司
技术研发日:20221014
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!