注塑模具的制作方法
本申请涉及模具,具体涉及一种注塑模具。
背景技术:
1、在成型圆柱状厚壁深孔类的产品时,模具内通常设置有两个滑块,两个滑块上各设置一半的型腔,当两个滑块组合在一起时便形成一个完整的用于成型产品的型腔。在产品成型过程中,高压的胶料进入到型腔内时,两个滑块会承受较大的压力,这样容易引起滑块错位的问题,进而会导致成型后的产品错位,最终会导致产品质量不佳。
技术实现思路
1、鉴于以上内容,有必要提出一种注塑模具,以避免产品成型错位,并提高产品生产质量。
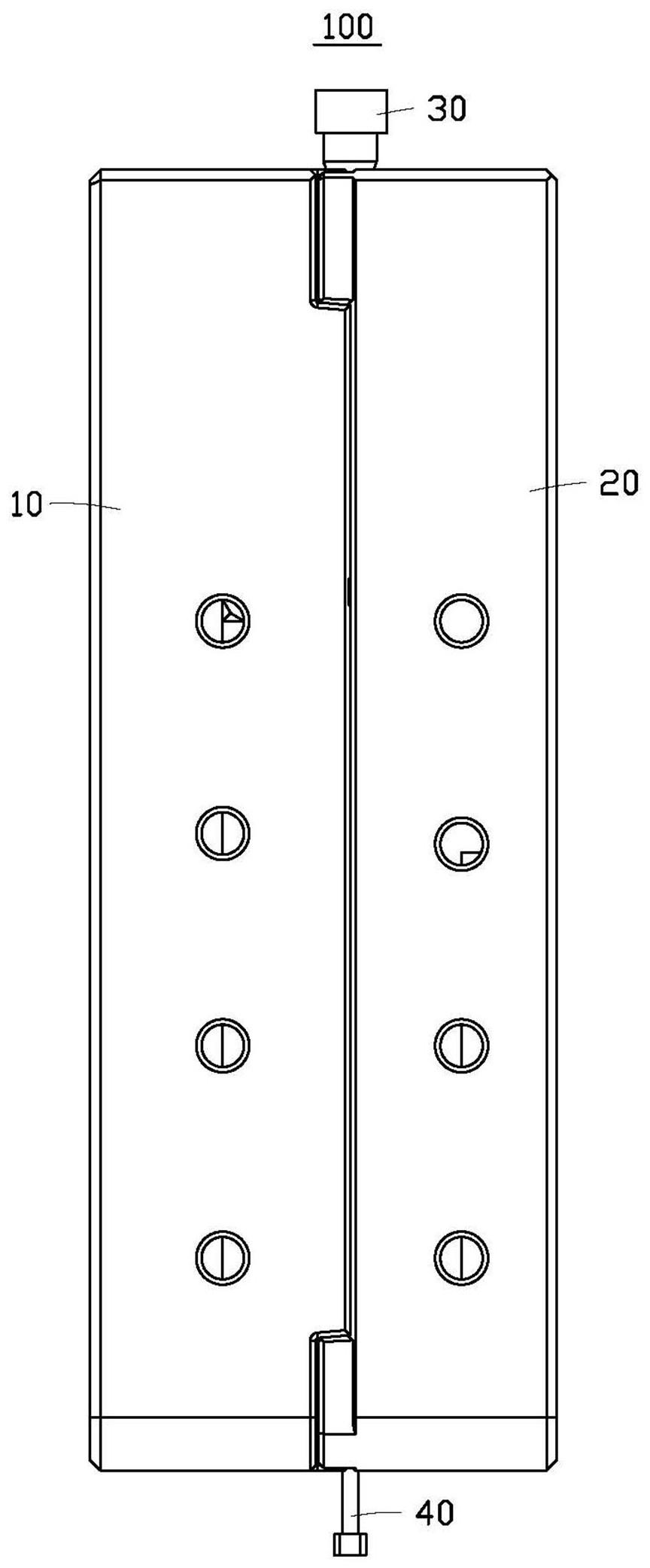
2、本申请实施例提供一种注塑模具,所述注塑模具包括公模、母模、型芯和定位件;所述公模上设有第一凹槽;所述母模朝向所述公模的一侧设有第二凹槽,所述第二凹槽用于在所述公模和所述母模合模时,与所述第一凹槽配合以围成型腔,所述型腔用于成型产品;所述型芯与一动力源连接,用于在所述动力源的驱动下沿着平行分型面的方向插接于所述型腔内,且所述型芯的中心轴线与所述型腔的长度方向平行,其中,所述分型面为所述公模和所述母模相贴合的面;所述定位件可滑动地插入所述型腔,且所述定位件与所述型芯连接,所述定位件用于对所述型芯进行定位。
3、上述注塑模具,采用公模和母模合模的方式形成型腔,避免了对滑块的使用,从而简化了模具结构;由于公模和母模通过压力机进行锁模,因此,模具的锁模力大,在产品成型过程中,公模和母模不会产生错位的现象,从而解决了产品成型后出现错位的情况。
4、此外,由于定位件对型芯起到定位的作用,因此在产品注塑过程中,胶料进入型腔后不会因对型芯产生冲击而造成型芯偏移,从而避免产品成型后出现壁厚不均的现象。
5、在取料过程中,由于型芯和定位件是先抽离产品,而后模具再进行开模,所以在抽离型芯的过程中,公模和母模仍对产品起到稳定的夹持作用,在型芯抽离产品时,产品不会受到外力干扰,因此产品不会发生晃动,从而避免了型芯在从产品抽离时划伤产品。
6、在一些实施例中,所述型轴上位于所述型腔内的端部设有插槽,所述定位件插接于所述插槽内,以对所述型芯进行定位。
7、在一些实施例中,所述定位件包括主体和配合部;所述配合部连接于所述主体的端部,所述配合部的中心轴线和所述主体的中心轴线重合,且所述配合部的直径小于所述主体的直径,所述配合部用于插接于所述插槽内。
8、在一些实施例中,所述公模和所述母模相对的面上分别设有第一通槽和第二通槽,所述第一通槽和所述第二通槽围成通孔,所述配合部滑动插接于所述通孔并穿过所述通孔,所述配合部与所述通孔间隙配合。
9、在一些实施例中,所述配合部上设有环槽,所述环槽用于排出所述型腔内的气体。
10、在一些实施例中,所述定位件的中心开设有排气孔,所述排气孔内穿设有定位针,所述定位针与所述排气孔间隙配合。
11、在一些实施例中,所述定位针上设有环形的通气槽,所述通气槽用于排出所述型腔内的气体。
12、在一些实施例中,所述定位件与一控制装置连接,所述定位件在所述控制装置的控制下从所述插槽中抽离。
13、在一些实施例中,所述型芯的横截面的形状为圆形、半圆形或多边形。
14、在一些实施例中,所述型芯包括底座和成型部;所述成型部连接于所述底座的端部,所述成型部的中心轴线与所述底座的中心轴线重合,所述成型部用于插接于所述型腔内,所述底座的横截面的面积大于所述成型部的横截面的面积。
技术特征:
1.一种注塑模具,其特征在于,包括:
2.如权利要求1所述的注塑模具,其特征在于,
3.如权利要求2所述的注塑模具,其特征在于,
4.如权利要求3所述的注塑模具,其特征在于,
5.如权利要求3所述的注塑模具,其特征在于,
6.如权利要求1所述的注塑模具,其特征在于,
7.如权利要求6所述的注塑模具,其特征在于,
8.如权利要求2所述的注塑模具,其特征在于,
9.如权利要求1所述的注塑模具,其特征在于,
10.如权利要求1所述的注塑模具,其特征在于,
技术总结
本申请公开了一种注塑模具,注塑模具包括公模、母模、型芯和定位件;公模上设有第一凹槽;母模朝向公模的一侧设有第二凹槽,第二凹槽用于在公模和母模合模时,与第一凹槽配合以围成型腔,型腔用于成型产品;型芯与一动力源连接,用于在动力源的驱动下沿着平行分型面的方向插接于型腔内,且型芯的中心轴线与型腔的长度方向平行,分型面为公模和母模相贴合的面;定位件可滑动地插入型腔,且定位件与型芯连接,定位件用于对型芯进行定位。该注塑模具可以避免产品成型时发生错位,壁厚不均等问题。
技术研发人员:彭怡,李凯佳,罗俊峰,冯宇
受保护的技术使用者:富泰华工业(深圳)有限公司
技术研发日:20221014
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!