一种汽车尾灯嵌罩模具的制作方法
本技术属于汽车模具,特别涉及一种汽车尾灯嵌罩模具。
背景技术:
1、模具,工业生产上用以注塑、吹塑、挤出、压铸或锻压成型、冶炼、冲压等方法得到所需产品的各种工具,简而言之,模具是用来制作成型物品的工具,这种工具由各种零件构成,不同的模具由不同的零件构成,它主要通过所成型材料物理状态的改变来实现物品外形的加工,素有“工业之母”的称号。
2、目前公告为:cn204196137u的中国实用新型专利,公开了一种汽车尾灯嵌罩模具,包括模具本体、左流道镶块和右流道镶块,模具本体上设置有流道镶块槽和镶块安置槽,左流道镶块和右流道镶块大小与流道镶块槽和镶块安置槽完全匹配,左流道镶块和右流道镶块都能用螺钉固定在流道镶块槽和镶块安置槽内,此实用新型的嵌罩模具既可以保证正常的嵌罩浇注,同时在生产过程中,不使用的流道镶块也不会损坏及丢失;可以保证嵌罩与大罩同时进行注塑;使用方便,提升产品生产效率,节约成本。
3、现有的汽车尾灯嵌罩模具存在冷却时间较长生产较慢,同时不容易脱模,不易脱模导致的产品损坏的问题。
技术实现思路
1、本实用新型的目的是提供一种汽车尾灯嵌罩模具,其优点是能够加速进行冷却,容易进行脱模。
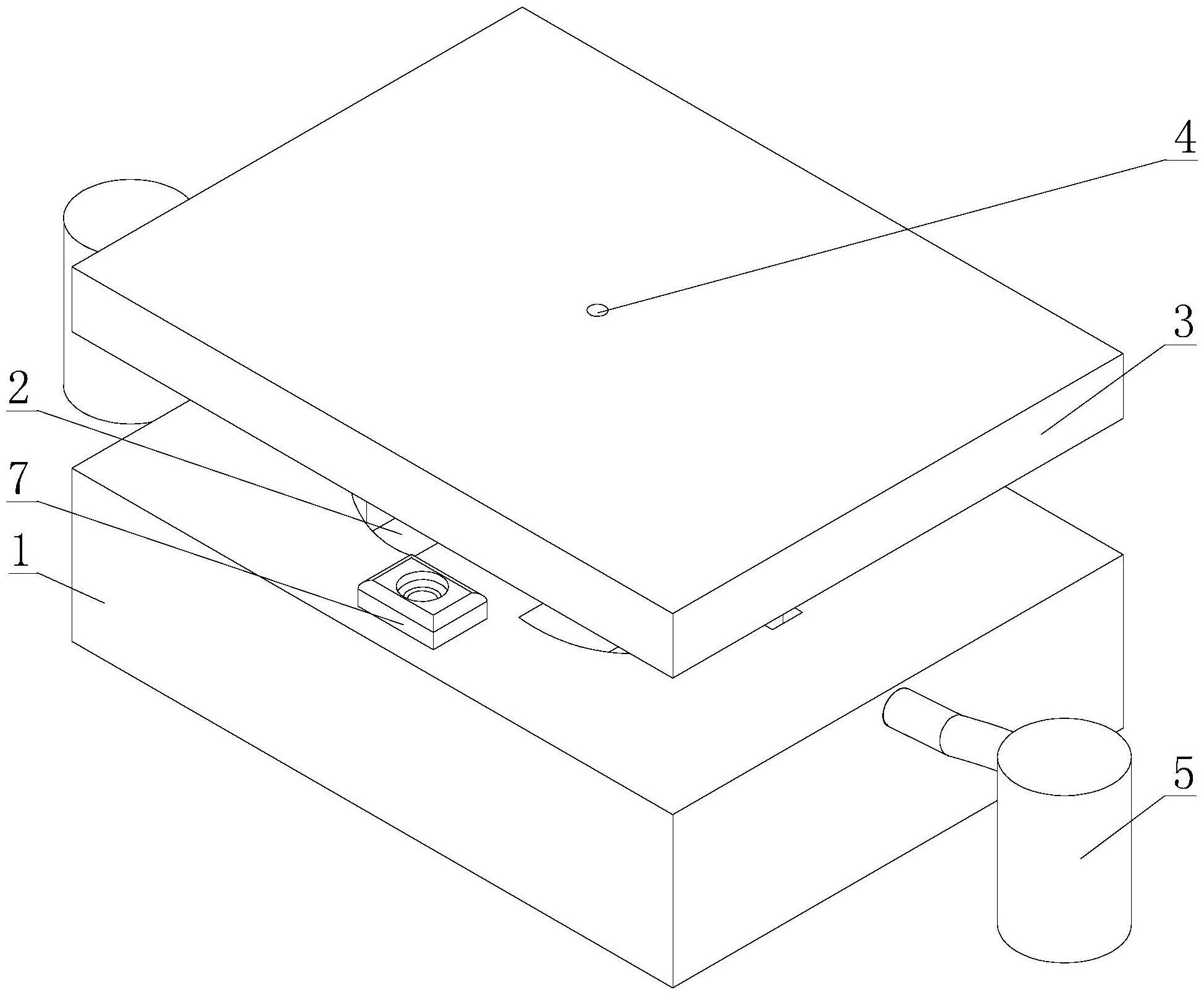
2、本实用新型的上述技术目的是通过以下技术方案得以实现的,一种汽车尾灯嵌罩模具,包括底模具,所述底模具的顶部开设有注塑槽,所述底模具的顶部活动连接有上模壳,所述上模壳的内部开设有注塑孔,所述底模具的两侧设置有冷却机构,所述注塑槽的底部设置有脱模机构,所述底模具的顶部设置有固定组件,所述注塑孔与外部注塑机固定连接。
3、采用上述技术方案,通过设置冷却机构,在使用时先通过注塑孔向底模具内进行注塑,之后上模壳离开底模具再通过冷却机构对注塑的成品进行冷却,能够加快注塑成品的速度,通过设置脱模机构,在使用时当成品注塑完成并冷却后,能够通过脱模机构将注塑的成品更方便的进行脱模,通过设置固定组件,在使用时固定组件能够在上模壳和底模具重合时进行固定,增加上模壳和底模具之间的固定效果增强稳定性。
4、本实用新型进一步设置为:所述冷却机构包括输风孔、输风管、冷风机和阻挡块,多个输风孔开设于底模具的两侧,所述输风管的一端插接于输风孔的内部,所述冷风机的输出端固定连接于输风管的另一端,所述阻挡块固定连接于上模壳的底部。
5、采用上述技术方案,通过设置输风孔、输风管、冷风机和阻挡块,在使用时上模壳先和底模具进行重合,然后通过上模壳的注塑孔向底模具的注塑槽内进行注塑,注塑完成后将上模壳抬起,然后再启动冷风机,冷风机通过输风管向注塑槽内的成品进行输送冷风,对成品进行加速冷却。
6、本实用新型进一步设置为:所述脱模机构包括脱模槽、脱模块、倾斜面、保护层、连接块和伸缩杆,所述脱模槽开设于注塑槽的底部,所述脱模块滑动连接于脱模槽的内部,所述倾斜面设置于脱模块的一侧,所述保护层焊接于脱模块的底部,所述连接块焊接于脱模块的底部,所述伸缩杆的一端固定连接于连接块的底部。
7、采用上述技术方案,通过设置脱模槽、脱模块、倾斜面、保护层、连接块和伸缩杆,在使用时当注塑成品完成注塑和冷却后启动伸缩杆,伸缩杆将脱模块顶起,脱模块想上移动将在注塑槽内的注塑成品顶起完成脱模,保护层还可以防止有注塑液进入到脱模槽的内部造成损坏。
8、本实用新型进一步设置为:所述固定组件包括固定块、固定槽、加固槽和插入块,两个固定块焊接于底模具的顶部,所述固定槽开设于固定块的顶部,所述插入块焊接于上模壳的底部,所述插入块配合固定槽和加固槽使用。
9、采用上述技术方案,通过设置固定块、固定槽、加固槽和插入块,在使用时当上模壳向下移动压向底模具时,上模壳的插入块会插入进固定块的固定槽和加固槽内,增加底模具和上模壳的固定效果和稳定性。
10、本实用新型进一步设置为:所述注塑槽的数量为两个,所述注塑孔的一侧开设有分流孔。
11、采用上述技术方案,通过设置分流孔,在使用时两个注塑槽可以同时进行注塑工作提升工作效率。
12、本实用新型进一步设置为:所述注塑槽的一侧开设有多个透气槽。
13、采用上述技术方案,通过设置透气槽,在使用时透气槽可以在进行注塑时进行透气,防止在注塑槽内进行注塑时由于压强过大导致模具损坏。
14、本实用新型进一步设置为:所述上模壳的底部焊接有平衡杆,所述底模具的顶部开设有用于配合平衡杆使用的平衡槽。
15、采用上述技术方案,通过设置平衡杆和平衡槽,在使用时上模壳在移动时平衡杆会同步在平衡槽内移动,增加上模壳和底模具之间的稳定性。
16、综上所述,本实用新型具有以下有益效果:
17、通过设置冷却机构,在使用时先通过注塑孔向底模具内进行注塑,之后上模壳离开底模具再通过冷却机构对注塑的成品进行冷却,能够加快注塑成品的速度,通过设置脱模机构,在使用时当成品注塑完成并冷却后,能够通过脱模机构将注塑的成品更方便的进行脱模,通过设置固定组件,在使用时固定组件能够在上模壳和底模具重合时进行固定,增加上模壳和底模具之间的固定效果增强稳定性。
技术特征:
1.一种汽车尾灯嵌罩模具,包括底模具(1),其特征在于:所述底模具(1)的顶部开设有注塑槽(2),所述底模具(1)的顶部活动连接有上模壳(3),所述上模壳(3)的内部开设有注塑孔(4),所述底模具(1)的两侧设置有冷却机构(5),所述注塑槽(2)的底部设置有脱模机构(6),所述底模具(1)的顶部设置有固定组件(7),所述注塑孔(4)与外部注塑机固定连接。
2.根据权利要求1所述的一种汽车尾灯嵌罩模具,其特征在于:所述冷却机构(5)包括输风孔(51)、输风管(52)、冷风机(53)和阻挡块(54),多个输风孔(51)开设于底模具(1)的两侧,所述输风管(52)的一端插接于输风孔(51)的内部,所述冷风机(53)的输出端固定连接于输风管(52)的另一端,所述阻挡块(54)固定连接于上模壳(3)的底部。
3.根据权利要求1所述的一种汽车尾灯嵌罩模具,其特征在于:所述脱模机构(6)包括脱模槽(61)、脱模块(62)、倾斜面(63)、保护层(64)、连接块(65)和伸缩杆(66),所述脱模槽(61)开设于注塑槽(2)的底部,所述脱模块(62)滑动连接于脱模槽(61)的内部,所述倾斜面(63)设置于脱模块(62)的一侧,所述保护层(64)焊接于脱模块(62)的底部,所述连接块(65)焊接于脱模块(62)的底部,所述伸缩杆(66)的一端固定连接于连接块(65)的底部。
4.根据权利要求1所述的一种汽车尾灯嵌罩模具,其特征在于:所述固定组件(7)包括固定块(71)、固定槽(72)、加固槽(73)和插入块(74),两个固定块(71)焊接于底模具(1)的顶部,所述固定槽(72)开设于固定块(71)的顶部,所述插入块(74)焊接于上模壳(3)的底部,所述插入块(74)配合固定槽(72)和加固槽(73)使用。
5.根据权利要求1所述的一种汽车尾灯嵌罩模具,其特征在于:所述注塑槽(2)的数量为两个,所述注塑孔(4)的一侧开设有分流孔(81)。
6.根据权利要求1所述的一种汽车尾灯嵌罩模具,其特征在于:所述注塑槽(2)的一侧开设有多个透气槽(82)。
7.根据权利要求1所述的一种汽车尾灯嵌罩模具,其特征在于:所述上模壳(3)的底部焊接有平衡杆(91),所述底模具(1)的顶部开设有用于配合平衡杆(91)使用的平衡槽(92)。
技术总结
本技术公开了一种汽车尾灯嵌罩模具,应用在汽车模具技术领域,通过设置冷却机构,在使用时先通过注塑孔向底模具内进行注塑,之后上模壳离开底模具再通过冷却机构对注塑的成品进行冷却,能够加快注塑成品的速度,通过设置脱模机构,在使用时当成品注塑完成并冷却后,能够通过脱模机构将注塑的成品更方便的进行脱模,通过设置固定组件,在使用时固定组件能够在上模壳和底模具重合时进行固定,增加上模壳和底模具之间的固定效果增强稳定性。
技术研发人员:刘奇才
受保护的技术使用者:宜兴旭瑞华驰模具科技有限公司
技术研发日:20221019
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!