一种拆解装置及三色注塑成型设备的制作方法
本技术涉及机械加工,特别是涉及一种拆解装置及三色注塑成型设备。
背景技术:
1、在当今信息社会,互联网异常发达,消费电子类的产品市场需求量巨大。对于塑胶类产品的外壳制作,目前的注塑工业流程采用人工作业生产方式,生产效率低下,质量稳定性差。为注塑机周边上下料建立自动化生产工艺已成为该行业的主流发展路线。
2、特别是对于三色产品,需要三次注塑成型,每次成型后都需要重新进料和出料,操作更加复杂,产品质量与生产效率都非常低。
3、另外,目前使用的三色注塑成型产品都是通过人工手动将产品与模芯分开,之后再转移到他处或直接进行送入注塑模具,此种人工拆解的方式造成效率低、人力成本大、质量不可靠等缺陷。综合成本非常高,不适用大规模批量生产。
4、前面的叙述在于提供一般的背景信息,并不一定构成现有技术。
技术实现思路
1、本实用新型的目的在于提供一种能提高产品质量与生产效率的拆解装置及三色注塑成型设备。
2、本实用新型提供一种拆解装置,用于拆解模芯与在所述模芯上注塑成型而成的塑胶件,所述模芯包括可拆卸固定的底座、本体以及收容于所述底座、本体内部的内部互顶机构,所述塑胶件位于所述本体远离所述底座的一端;所述内部互顶机构包括顶针、弹簧,位于所述底座、本体内部的收容孔中,所述顶针外末端接近所述本体相应外表面,所述弹簧将所述顶针推向所述底座,使所述顶针在自然状态时外末端位于所述本体内部,而在受力克服所述弹簧弹力后能伸出所述本体相应外表面;所述底座对应所述收容孔设有第二通孔;所述拆解装置包括压合机构、定位机构,所述压合机构用于抵压所述本体,所述定位机构用于放置带塑料件的所述模芯,包括顶出部,所述顶出部对应所述第二通孔,使得所述压合机构抵压所述本体后,所述顶出部经所述第二通孔进入所述收容孔,且推动所述顶针朝所述塑胶件运动,抵顶所述塑胶件脱离所述模芯。
3、进一步地,所述收容孔由所述本体朝向所述底座的面向内凹设而成,所述收容孔进一步延伸设有横向尺寸小于所述收容孔的第一通孔;所述顶针包括主体部与横向尺寸大于所述主体部的柄部;所述主体部位于所述第一通孔中且外末端接近所述本体相应外表面;所述弹簧与所述柄部收容于所述收容孔中,所述弹簧位于所述柄部与所述第一通孔孔壁之间,所述柄部位于所述弹簧与所述本体之间,且受所述弹簧压力抵接于所述底座,使得所述顶针在自然状态时外末端位于所述本体内部,而在受力克服所述弹簧弹力后能伸出所述本体相应外表面。
4、进一步地,所述压合机构包括相连接的驱动机构与压合头,用于通过所述驱动机构驱动所述压合头抵压所述本体,所述压合头在末端设有凸柱,用于穿过所述塑胶件上对应的通孔到达所述本体。
5、进一步地,所述定位机构设有仿形凹陷部,所述仿形凹陷部与所述底座底部相匹配,使所述模芯定位于所述定位机构。
6、进一步地,所述内部互顶机构有至少三组。
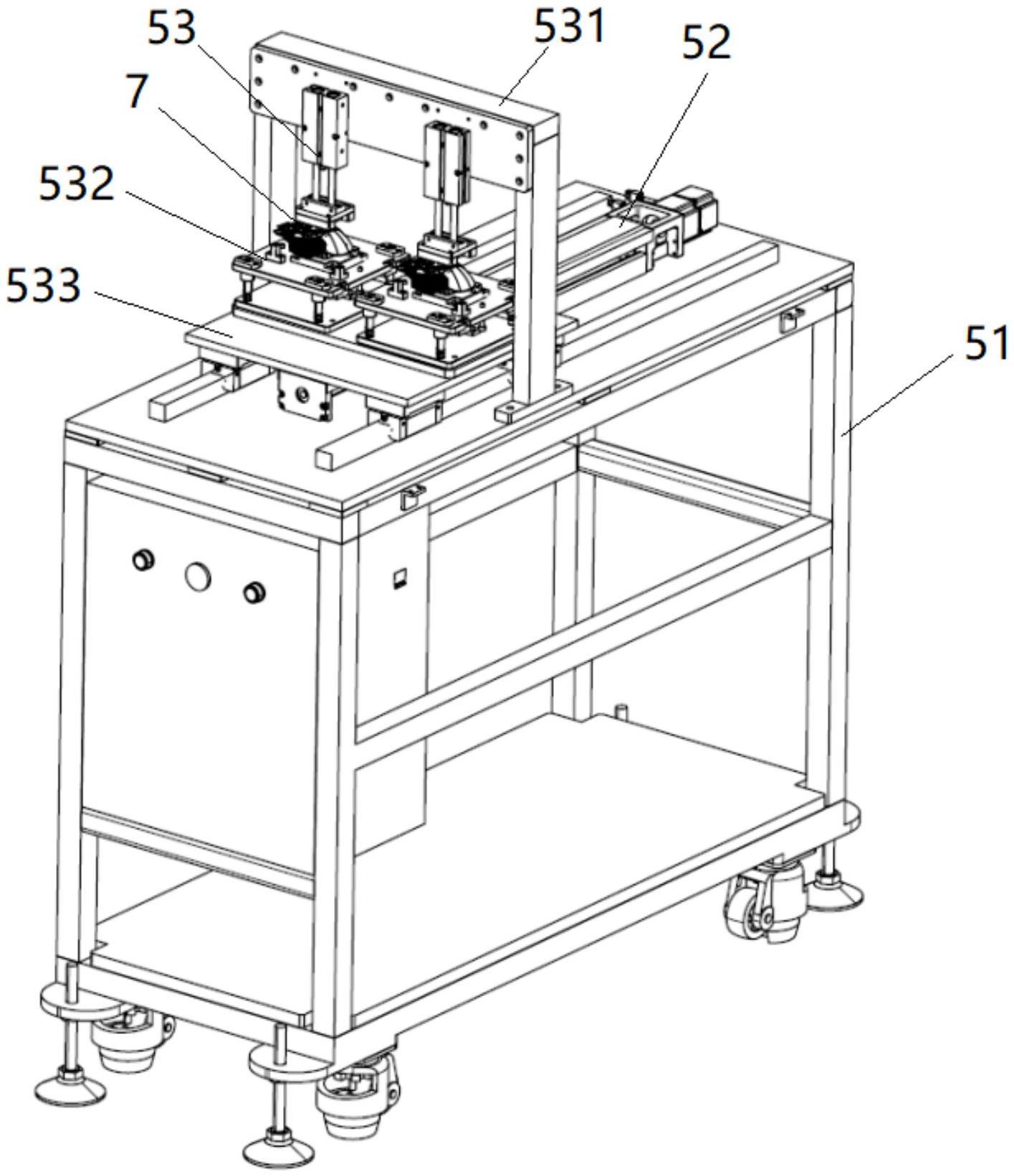
7、本实用新型还提供一种三色注塑成型设备,包括第二滑台,所述第二滑台用于放置三色注塑成型后形成的带三射塑胶件的模芯,所述第二滑台设有如上所述的拆解装置,用于拆解带三射塑胶件的模芯。
8、进一步地,所述第二滑台还包括第二滑动模组,所述第二滑动模组用于将带三射塑胶件的模芯从初始位置移至所述拆解装置。
9、进一步地,还包括第一注塑机、第一滑台、第一机械手、第二注塑机、第二机械手;所述第一注塑机、第一滑台、第一机械手共同完成第一次注塑成型工作;所述第二注塑机为双射功能机,所述第二注塑机、第二滑台、第二机械手共同完成第二次与第三次注塑成型工作;所述第一滑台位于所述第一注塑机与所述第二注塑机之间,包括用于将第一次注塑成型后的半成品从靠近所述第一注塑机的一端移至靠近所述第二注塑机的一端的第一滑动模组。
10、进一步地,所述第一注塑机用于对不带塑胶件的模芯进行注塑成型,形成带一射塑胶件的模芯,第一滑台用于放置不带塑胶件的模芯以及带一射塑胶件的模芯,第一次注塑成型后的带一射塑胶件的模芯即第一次注塑成型后的半成品,所述第一机械手用于抓取不带产品的模芯从所述第一滑台放入所述第一注塑机以及从所述第一注塑机取出带一射塑胶件的模芯放到所述第一滑台,所述第二注塑机用于对带一射塑胶件的模芯进行两次注塑成型,形成带三射塑胶件的模芯,第二滑台用于放置带三射塑胶件的模芯,所述第二机械手用于抓取带一射塑胶件的的模芯从所述第一滑台放入所述第二注塑机以及从所述第二注塑机取出带三射塑胶件的模芯放到所述第二滑台。
11、进一步地,所述第一机械手包括第一抓取机构、第二抓取机构,分别用于抓取不带产品的模芯、带一射塑胶件的模芯;所述第二机械手包括第三抓取机构、第四抓取机构、第五抓取机构,分别用于抓取带一射塑胶件的模芯、带三射塑胶件的模芯、三射塑胶件。
12、本实用新型提供的拆解装置及三色注塑成型设备,通过在模芯内部设置内部互顶机构,且结合压合机构、定位机构,通过机械装置进行拆解,可代替人工作业,从而能显著提高产品质量与生产效率。
技术特征:
1.一种拆解装置,用于拆解模芯与在所述模芯上注塑成型而成的塑胶件,其特征在于,所述模芯包括可拆卸固定的底座、本体以及收容于所述底座、本体内部的内部互顶机构,所述塑胶件位于所述本体远离所述底座的一端;所述内部互顶机构包括顶针、弹簧,位于所述底座、本体内部的收容孔中,所述顶针外末端接近所述本体相应外表面,所述弹簧将所述顶针推向所述底座,使所述顶针在自然状态时外末端位于所述本体内部,而在受力克服所述弹簧弹力后能伸出所述本体相应外表面;所述底座对应所述收容孔设有第二通孔;所述拆解装置包括压合机构、定位机构,所述压合机构用于抵压所述本体,所述定位机构用于放置带塑料件的所述模芯,包括顶出部,所述顶出部对应所述第二通孔,使得所述压合机构抵压所述本体后,所述顶出部经所述第二通孔进入所述收容孔,且推动所述顶针朝所述塑胶件运动,抵顶所述塑胶件脱离所述模芯。
2.如权利要求1所述的拆解装置,其特征在于,所述收容孔由所述本体朝向所述底座的面向内凹设而成,所述收容孔进一步延伸设有横向尺寸小于所述收容孔的第一通孔;所述顶针包括主体部与横向尺寸大于所述主体部的柄部;所述主体部位于所述第一通孔中且外末端接近所述本体相应外表面;所述弹簧与所述柄部收容于所述收容孔中,所述弹簧位于所述柄部与所述第一通孔孔壁之间,所述柄部位于所述弹簧与所述本体之间,且受所述弹簧压力抵接于所述底座,使得所述顶针在自然状态时外末端位于所述本体内部,而在受力克服所述弹簧弹力后能伸出所述本体相应外表面。
3.如权利要求1所述的拆解装置,其特征在于,所述压合机构包括相连接的驱动机构与压合头,用于通过所述驱动机构驱动所述压合头抵压所述本体,所述压合头在末端设有凸柱,用于穿过所述塑胶件上对应的通孔到达所述本体。
4.如权利要求1所述的拆解装置,其特征在于,所述定位机构设有仿形凹陷部,所述仿形凹陷部与所述底座底部相匹配,使所述模芯定位于所述定位机构。
5.如权利要求1所述的拆解装置,其特征在于,所述内部互顶机构有至少三组。
6.一种三色注塑成型设备,其特征在于,包括第二滑台,所述第二滑台用于放置三色注塑成型后形成的带三射塑胶件的模芯,所述第二滑台设有如权利要求1至5中任一所述的拆解装置,用于拆解带三射塑胶件的模芯。
7.如权利要求6所述的三色注塑成型设备,其特征在于,所述第二滑台还包括第二滑动模组,所述第二滑动模组用于将带三射塑胶件的模芯从初始位置移至所述拆解装置。
8.如权利要求6或7所述的三色注塑成型设备,其特征在于,还包括第一注塑机、第一滑台、第一机械手、第二注塑机、第二机械手;所述第一注塑机、第一滑台、第一机械手共同完成第一次注塑成型工作;所述第二注塑机为双射功能机,所述第二注塑机、第二滑台、第二机械手共同完成第二次与第三次注塑成型工作;所述第一滑台位于所述第一注塑机与所述第二注塑机之间,包括用于将第一次注塑成型后的半成品从靠近所述第一注塑机的一端移至靠近所述第二注塑机的一端的第一滑动模组。
9.如权利要求8所述的三色注塑成型设备,其特征在于,所述第一注塑机用于对不带塑胶件的模芯进行注塑成型,形成带一射塑胶件的模芯,第一滑台用于放置不带塑胶件的模芯以及带一射塑胶件的模芯,第一次注塑成型后的带一射塑胶件的模芯即第一次注塑成型后的半成品,所述第一机械手用于抓取不带产品的模芯从所述第一滑台放入所述第一注塑机以及从所述第一注塑机取出带一射塑胶件的模芯放到所述第一滑台,所述第二注塑机用于对带一射塑胶件的模芯进行两次注塑成型,形成带三射塑胶件的模芯,第二滑台用于放置带三射塑胶件的模芯,所述第二机械手用于抓取带一射塑胶件的模芯从所述第一滑台放入所述第二注塑机以及从所述第二注塑机取出带三射塑胶件的模芯放到所述第二滑台。
10.如权利要求9所述的三色注塑成型设备,其特征在于,所述第一机械手包括第一抓取机构、第二抓取机构,分别用于抓取不带产品的模芯、带一射塑胶件的模芯;所述第二机械手包括第三抓取机构、第四抓取机构、第五抓取机构,分别用于抓取带一射塑胶件的模芯、带三射塑胶件的模芯、三射塑胶件。
技术总结
一种拆解装置及三色注塑成型设备,拆解装置用于拆解模芯与在所述模芯上注塑成型而成的塑胶件,所述模芯包括可拆卸固定的底座、本体以及收容于所述底座、本体内部的内部互顶机构,所述塑胶件位于所述本体远离所述底座的一端;所述内部互顶机构包括顶针、弹簧,位于所述底座、本体内部的收容孔中,所述底座对应所述收容孔设有第二通孔;所述拆解装置包括压合机构、定位机构,所述压合机构用于抵压所述本体,所述定位机构用于放置带塑料件的模芯,包括顶出部,所述顶出部对应所述第二通孔,使得所述压合机构抵压所述本体后,所述顶出部经所述第二通孔进入所述收容孔,且推动所述顶针朝所述塑胶件运动,抵顶所述塑胶件脱离所述模芯。
技术研发人员:李逍剑,夏前钱,朱强
受保护的技术使用者:赫比(苏州)通讯科技有限公司
技术研发日:20221025
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!