一种汽车门锁板快速成型模具的制作方法
本技术涉及成型模具领域,特别是涉及一种汽车门锁板快速成型模具。
背景技术:
1、模具注塑成型的技术已经发展的比较成熟,对于普通的规则实心产品而言,成型的模具一般包括上模和下模,上下模之间形成有构成产品的型腔,将熔融的塑料注入进型腔内部,成型后进行分模,不同结构的产品在注料时所需要的时间温度都不同,这些因素都会影响到产品成型的质量,现有的汽车门锁板快速成型模具成型件不方便取出。
技术实现思路
1、本实用新型的目的是针对背景技术中存在的问题,提出一种能够自动取出成型后的汽车门锁板的汽车门锁板快速成型模具。
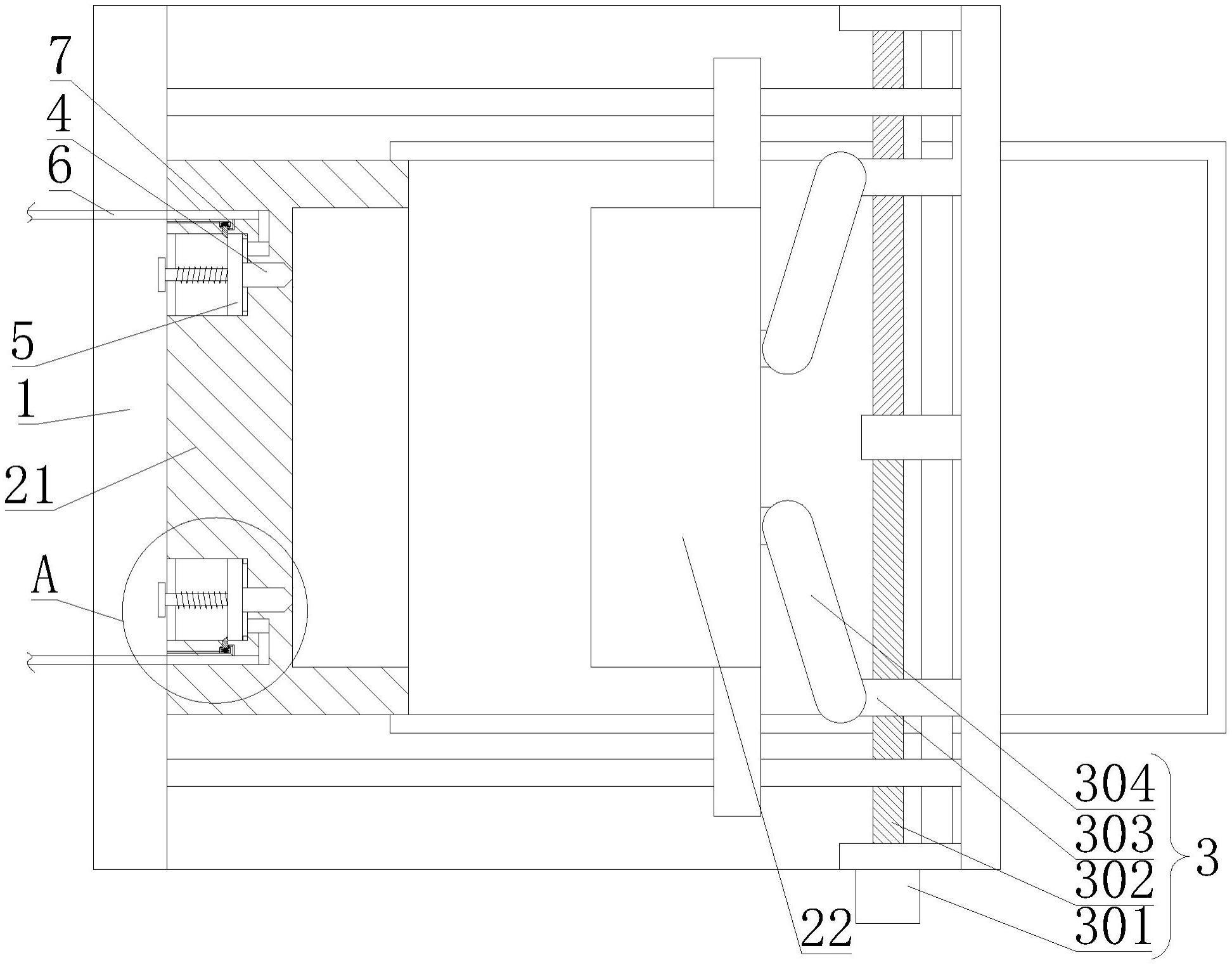
2、本实用新型的技术方案:一种汽车门锁板快速成型模具,包括机架、第一模具、第二模具、封堵块、活塞、气泵输气管和卡接机构;
3、第一模具设置在机架上;第二模具滑动设置在机架上;机架上设置有用于驱动第二模具移动的推动机构;第二模具与第一模具抵接;第一模具上设置有气腔和喷气孔;气腔与喷气孔连通;气腔、喷气孔、封堵块活塞、输气管和卡接机构均设置有多个;活塞设置在封堵块上;活塞滑动设置在气腔内;封堵块嵌入设置在喷气孔内;封堵块与喷气孔密封连接;气泵的输出端与输气管的一端连接;输气管的另一端与气腔内连通;卡接机构滑动设置在第一模具上,卡接机构与活塞卡接;输气管与卡接机构驱动连接;第一模具上设置有用于驱动活塞复位的复位机构。
4、优选的,推动机构包括驱动电机、双向丝杆、移动块和连杆;驱动电机设置在机架上,驱动电机的输出端与双向丝杆连接;移动块和连杆均设置有两个;双向丝杆包括螺纹旋向相反的第一螺纹部和第二螺纹部;两个移动块均滑动设置在机架上,连杆的两端分别与移动块和第二模具转动连接;两个移动块分别与第一螺纹部和第二螺纹部螺纹连接。
5、优选的,第一模具上设置有安装槽;卡接机构包括卡接块、第一弹性件和气流管;卡接块滑动设置在安装槽内;卡接块的一端位于气腔内,卡接块与活塞抵接;气流管设置在安装槽内,气流管的两端分别与卡接块和第一模具连接;气流管的一端与输气管连通,气流管的另一端与安装槽连通,且气流管位于远离第一弹性件的一侧。
6、优选的,第一模具上设置有排气槽,排气槽与安装槽连通。
7、优选的,复位机构包括滑动柱、第二弹性件和安装架;安装架设置在第一模具上,且位于气腔处;滑动柱滑动设置在安装架上;滑动柱设置在活塞上;第二弹性件设置在滑动柱的外周侧,第二弹性件的两端分别与安装架和活塞连接。
8、优选的,安装架呈镂空结构。
9、优选的,第一模具内设置有垫片;垫片与活塞抵接。
10、与现有技术相比,本实用新型具有如下有益的技术效果:
11、本实用新型中,通过推动机构驱动第二模具移动,使得第二模具移入到第一模具内,进行合模注塑加工,注塑加工完成后,推动机构驱动第二模具与第一模具分离,此时汽车门锁板停留在第一模具内,需要进行脱模操作,此时启动气泵,气泵的气体通过输气管输送到气腔内,当输气管内含有气体时,卡接机构解除对活塞的限位,使得活塞能够移动,当气腔内的气压大于第二弹性件给予的力时,则会使得活塞朝向远离喷气孔的方向移动,活塞带动封堵块移动,且越靠近安装架的方向所需的气压越大,当封堵块解除对喷气孔的封堵后,气腔内的压力通过喷气孔喷射出,从而能推动第一模具内的汽车门锁板移动,使得汽车门锁板掉落到下方的收集箱内,自动将汽车门锁板从第一模具上取下,等待下一轮的注塑加工,从而能够实现快速加工,当关闭气泵后,第二弹性件则会推动活塞移动,活塞带动封堵块移动,使得封堵块复位,继续对喷气孔进行封堵,等待下一轮的加工。
技术特征:
1.一种汽车门锁板快速成型模具,其特征在于,包括机架(1)、第一模具(21)、第二模具(22)、封堵块(4)、活塞(5)、气泵输气管(6)和卡接机构(8);
2.根据权利要求1所述的一种汽车门锁板快速成型模具,其特征在于,推动机构(3)包括驱动电机(301)、双向丝杆(302)、移动块(303)和连杆(304);驱动电机(301)设置在机架(1)上,驱动电机(301)的输出端与双向丝杆(302)连接;移动块(303)和连杆(304)均设置有两个;双向丝杆(302)包括螺纹旋向相反的第一螺纹部和第二螺纹部;两个移动块(303)均滑动设置在机架(1)上,连杆(304)的两端分别与移动块(303)和第二模具(22)转动连接;两个移动块(303)分别与第一螺纹部和第二螺纹部螺纹连接。
3.根据权利要求1所述的一种汽车门锁板快速成型模具,其特征在于,第一模具(21)上设置有安装槽;卡接机构(8)包括卡接块(801)、第一弹性件(802)和气流管(803);卡接块(801)滑动设置在安装槽内;卡接块(801)的一端位于气腔(201)内,卡接块(801)与活塞(5)抵接;气流管(803)设置在安装槽内,气流管(803)的两端分别与卡接块(801)和第一模具(21)连接;气流管(803)的一端与输气管(6)连通,气流管(803)的另一端与安装槽连通,且气流管(803)位于远离第一弹性件(802)的一侧。
4.根据权利要求3所述的一种汽车门锁板快速成型模具,其特征在于,第一模具(21)上设置有排气槽,排气槽与安装槽连通。
5.根据权利要求1所述的一种汽车门锁板快速成型模具,其特征在于,复位机构(9)包括滑动柱(901)、第二弹性件(902)和安装架(903);安装架(903)设置在第一模具(21)上,且位于气腔(201)处;滑动柱(901)滑动设置在安装架(903)上;滑动柱(901)设置在活塞(5)上;第二弹性件(902)设置在滑动柱(901)的外周侧,第二弹性件(902)的两端分别与安装架(903)和活塞(5)连接。
6.根据权利要求5所述的一种汽车门锁板快速成型模具,其特征在于,安装架(903)呈镂空结构。
7.根据权利要求1所述的一种汽车门锁板快速成型模具,其特征在于,第一模具(21)内设置有垫片(7);垫片(7)与活塞(5)抵接。
技术总结
本技术涉及一种汽车门锁板快速成型模具,属于成型模具领域,包括机架、第一模具、第二模具、封堵块、活塞、气泵输气管和卡接机构;第一模具设置在机架上;第二模具滑动设置在机架上;机架上设置有用于驱动第二模具移动的推动机构;第二模具与第一模具抵接;第一模具上设置有气腔和喷气孔;活塞设置在封堵块上;活塞滑动设置在气腔内;封堵块嵌入设置在喷气孔内;封堵块与喷气孔密封连接;气泵的输出端与输气管的一端连接;输气管的另一端与气腔内连通;卡接机构滑动设置在第一模具上,卡接机构与活塞卡接;输气管与卡接机构驱动连接;第一模具上设置有用于驱动活塞复位的复位机构。本技术能够自动取出成型后的汽车门锁板。
技术研发人员:莫淼虹,徐利红,莫振云,莫祥云,薛营
受保护的技术使用者:杭州经阳祺机械有限公司
技术研发日:20221116
技术公布日:2024/1/11
- 还没有人留言评论。精彩留言会获得点赞!