一种汽车挡风罩双色注塑模具的制作方法
本技术涉及注塑模具,尤其涉及一种汽车挡风罩双色注塑模具。
背景技术:
1、注塑模具是一种生产塑胶制品的工具,也是赋予塑胶制品完整结构和精确尺寸的工具,注塑成型是批量生产某些形状复杂部件时用到的一种加工方法,具体指将受热融化的塑料由注塑机高压射入模腔,经冷却固化后,得到成形品。
2、双色注塑是指将两种不同颜色,不同种类的塑料,多为一种软塑料和一种硬塑料搭配,通过双色注塑机按一定的顺序进行注塑,将两种塑胶有机地结合在一起,成为一件完整的产品。双色注塑模具就是用于上述注塑过程的。通常,双色注塑模具为旋转双色或移动双色,注射硬胶后产品通过二次开模旋转或移动的方式到软胶腔后在注射软胶。因为双色注塑的过程较为复杂,要求模具的精度高,模具上滑块较多,热流道复杂,进料位置的选择较难,普通双色注塑模具一般都只有一个产品,两个型腔,由于普通双色注塑产品每个需要两次注塑,所以当要生产其软胶材料相同、硬胶材料也相同的多个产品时,就要制作多套模具,并且多次注塑,不仅费时而且浪费原料。
3、现有技术中,汽车挡风罩软硬胶封胶面角度与开模方向约20度,角度小;若旋转注射,需要二次开、合模注射软胶,二次合模过程中模具有压伤产品、软胶跑胶的缺陷。
技术实现思路
1、基于上述现状,本实用新型的主要目的在于提供一种汽车挡风罩双色注塑模具,可实现模具一次开、合模成型产品,可消除产品压伤缺陷、软胶跑胶缺陷。
2、一种汽车挡风罩双色注塑模具,其特征在于,包括:
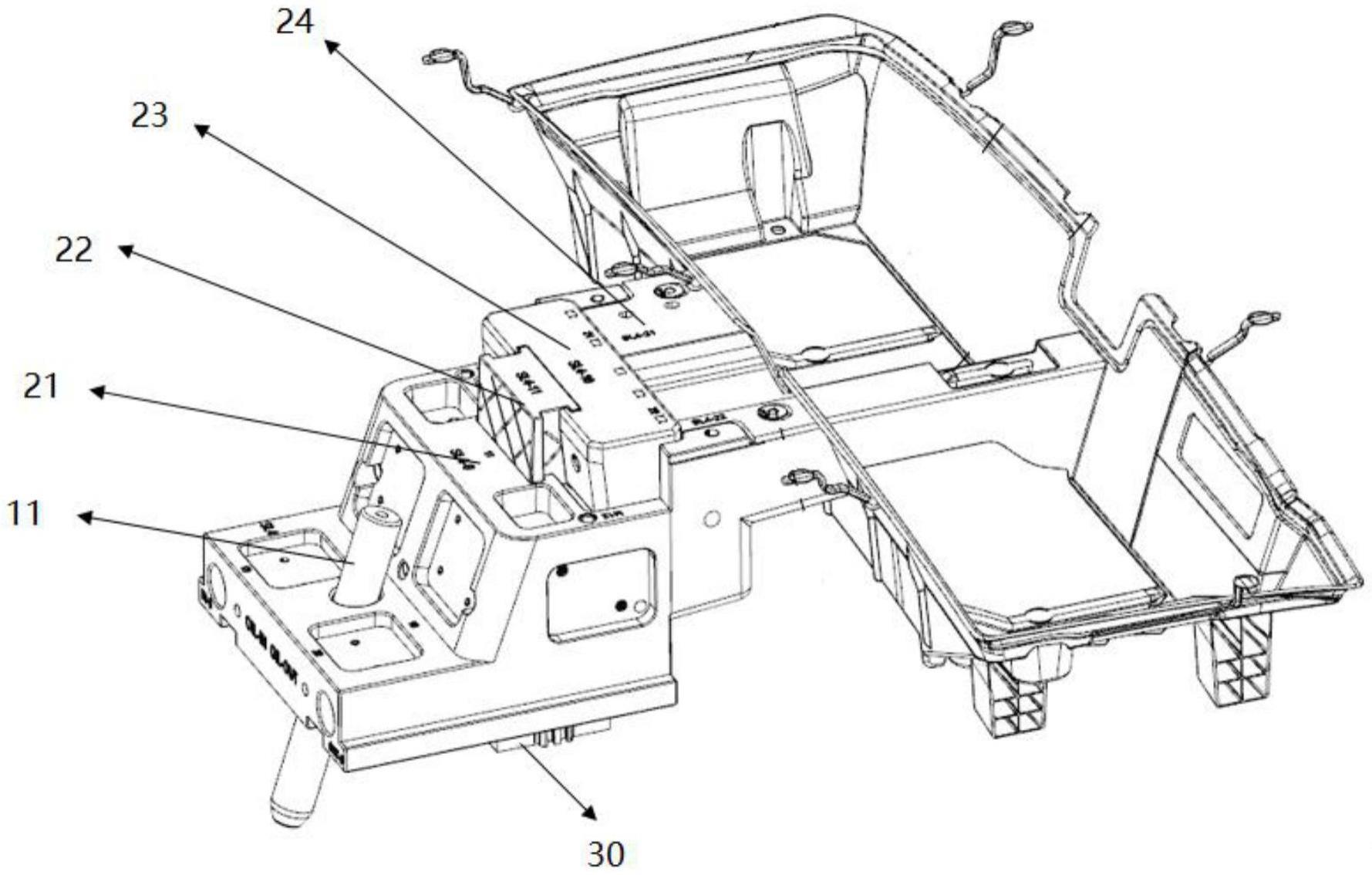
3、前模10,所述前模10上设有斜导柱11;
4、后模20,所述后模20上设有滑块21,驱动块22,连接块23,抽芯24;
5、油缸30,位于所述后模20上;
6、所述前模10与所述后模20在合模和开模时相对运动;
7、所述滑块21通过在所述斜导柱11运动作用下前后移动;
8、所述驱动块22通过t型槽结构连接在所述油缸30上;
9、所述连接块23通过燕尾槽结构连接在所述驱动块22上;
10、所述抽芯24与所述连接块23固定连接,通过所述驱动块22和所述连接块23在所述油缸30的作用下移动;
11、所述抽芯24向前移动与所述前模10接触时,所述后模20及所述前模10配合形成封闭的第一腔体,第一射产品成型在所述第一腔体内;
12、所述抽芯24向后移动与所述滑块21接触时,所述后模20及所述前模10配合形成封闭的第二腔体,第二射产品成型在所述第二腔体内。
13、进一步的,所述油缸30为多个,用于控制所述前模10和后模20的动作,所述油缸30通过电子微动开关控制。
14、本实用新型的有益效果是:
15、本实用新型的模具可以一次开、合模成型产品,能够消除产品表面压伤缺陷;消除软胶跑胶缺陷。
技术特征:
1.一种汽车挡风罩双色注塑模具,其特征在于,包括:
2.如权利要求1所述的汽车挡风罩双色注塑模具,其特征在于:所述油缸(30)为多个,用于控制所述前模(10)和后模(20)的动作,所述油缸(30)通过电子微动开关控制。
技术总结
本技术公开了一种汽车挡风罩双色注塑模具,包括:前模、后模、油缸、斜导柱、滑块、驱动块、连接块、抽芯;前模与后模在合模和开模时相对运动;滑块通过在斜导柱运动作用下前后移动;驱动块通过T型槽结构连接在油缸上;连接块通过燕尾槽结构连接在驱动块上;抽芯与连接块固定连接,通过驱动块和连接块在油缸的作用下移动;抽芯向前移动与前模接触时,后模及前模配合形成封闭的第一腔体,第一射产品成型在第一腔体内;抽芯向后移动与滑块接触时,后模及前模配合形成封闭的第二腔体,第二射产品成型在第二腔体内。本技术提供的汽车挡风罩双色注塑模具,可以实现模具一次开、合模成型产品,消除产品压伤缺陷、软胶跑胶缺陷。
技术研发人员:张春标
受保护的技术使用者:长春恒兴集团有限公司
技术研发日:20221116
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!