一种压框升降组件的制作方法
本技术属于热塑性塑料加工成型,涉及一种压框升降组件。
背景技术:
1、热塑性塑料是一类在一定温度下具有可塑性、冷却后固化且能重复这种过程的塑料,分子结构特点为线型高分子化合物,一般情况下不具有活性基团,受热不发生线型分子间交联。废旧品回收后可重新加工为新的产品,主要品种有聚烯烃、纤维素类、聚醚聚酯类及芳杂环聚合物类。
2、热塑性塑料在成型时,熔融料与型腔表面接触外层立即冷却形成低密度的固态外壳。由于塑料的导热性差,使塑件内层缓慢冷却而形成收缩大的高密度固态层,所以壁厚、冷却慢、高密度层厚的则收缩大,有无嵌件、嵌件布局和数量都直接影响料流方向和密度分布,所以塑件的特性对收缩大小和方向性影响较大。
3、现有的热塑性塑料在成型时,使用的压机设备较为简陋,在压制成型过程中的压力无法均衡分布,影响了加工成型质量。
技术实现思路
1、针对现有技术存在的上述问题,本申请提供了一种压框升降组件。
2、本实用新型的技术方案如下:
3、一种压框升降组件,包括窗口板,窗口板通过导向轴连接顶框,顶框设置有气缸固定板和中间支撑板,气缸固定板安装有压框升降气缸,压框升降气缸通过气缸接头连接托板,托板连接压框,压框通过压框调节滑轨进行滑动调节。
4、作为本实用新型的一种优选实施方式:托板通过导向板连接立柱,立柱的顶部通过加强板连接压框升降同步齿条,压框升降同步齿条啮合同步齿轮。
5、作为本实用新型的一种优选实施方式:压框升降同步齿条配有导向轮,导向轮安装于导向座。
6、作为本实用新型的一种优选实施方式:导向板和导向轴之间设有导向套。
7、作为本实用新型的一种优选实施方式:同步齿轮安装于纵向同步轴,纵向同步轴通过纵向轴承座安装于气缸固定板的上平面,纵向同步轴通过伞齿轮驱动横向同步轴。
8、作为本实用新型的一种优选实施方式:横向同步轴套入外球面球轴承一、外球面球轴承二和外球面球轴承三,外球面球轴承一和外球面球轴承二固定于中间支撑板。
9、本实用新型的有益效果是:
10、一种压框升降组件,窗口板通过导向轴连接顶框,设置的气缸固定板安装有压框升降气缸,压框升降气缸通过气缸接头连接托板,托板连接压框,压框通过压框调节滑轨进行滑动调节,压框升降气缸动作后,四周设置的压框升降同步齿条通过伞齿轮和同步轴实现同步上下运动,从而实现压框的上下运动,在压制成型过程中的压力均衡分布,提高了热塑性塑料压制件的产品质量。
技术特征:
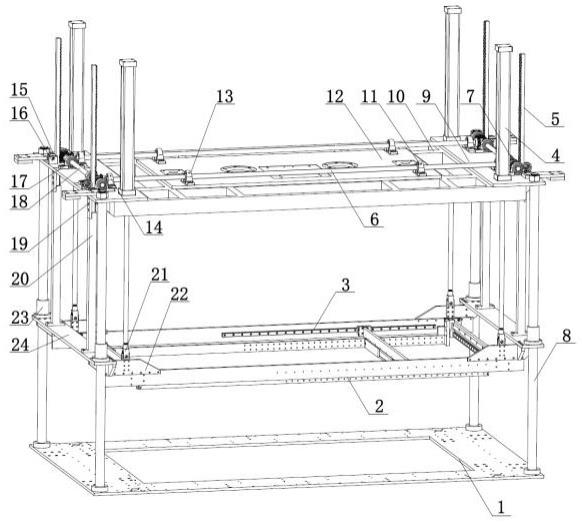
1.一种压框升降组件,其特征在于:包括窗口板(1),所述窗口板(1)通过导向轴(8)连接顶框(10),所述顶框(10)设置有气缸固定板(9)和中间支撑板(12),所述气缸固定板(9)安装有压框升降气缸(4),所述压框升降气缸(4)通过气缸接头(21)连接托板(22),所述托板(22)连接压框(2),所述压框(2)通过压框调节滑轨(3)进行滑动调节。
2.根据权利要求1所述的压框升降组件,其特征在于:所述托板(22)通过导向板(24)连接立柱(20),所述立柱(20)的顶部通过加强板(19)连接压框升降同步齿条(5),所述压框升降同步齿条(5)啮合同步齿轮(7)。
3.根据权利要求2所述的压框升降组件,其特征在于:所述压框升降同步齿条(5)配有导向轮(15),所述导向轮(15)安装于导向座(16)。
4.根据权利要求2所述的压框升降组件,其特征在于:所述导向板(24)和导向轴(8)之间设有导向套(23)。
5.根据权利要求2所述的压框升降组件,其特征在于:所述同步齿轮(7)安装于纵向同步轴(18),所述纵向同步轴(18)通过纵向轴承座(17)安装于气缸固定板(9)的上平面,所述纵向同步轴(18)通过伞齿轮驱动横向同步轴(6)。
6.根据权利要求5所述的压框升降组件,其特征在于:所述横向同步轴(6)套入外球面球轴承一(11)、外球面球轴承二(13)和外球面球轴承三(14),所述外球面球轴承一(11)和外球面球轴承二(13)固定于中间支撑板(12)。
技术总结
本技术公开了一种压框升降组件,其特征在于:包括窗口板(1),窗口板(1)通过导向轴(8)连接顶框(10),顶框(10)设置有气缸固定板(9)和中间支撑板(12),气缸固定板(9)安装有压框升降气缸(4),压框升降气缸(4)通过气缸接头(21)连接托板(22),托板(22)连接压框(2),压框(2)通过压框调节滑轨(3)进行滑动调节,本技术的压框升降同步齿条通过伞齿和同步轴进行传动,在压框升降气缸的作用下实现压框的上下运动,高效便捷。
技术研发人员:陆丽忠
受保护的技术使用者:南通博旭科技有限公司
技术研发日:20221118
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!