一种树脂挤出模具的制作方法
本技术属于挤出模具,尤其涉及一种树脂挤出模具。
背景技术:
1、挤出模具属于成型模具的一种,其出料方式是通过挤出动作实现。现有的流延挤出模具一般适用于挤出常规温度下的产品(比如eva的熔点在70度时,挤出温度一般在180-210度左右,挤出温度远远高于熔点温度),无法做低温挤出产品。由于树脂热稳定性差,需要满足低温挤出的需求,挤出机的温度仅比树脂的熔点略高,因此,树脂在模腔内的流动变差,不会充分达到熔融的状态,粘度增加,导致树脂在模腔内受到的压力不均匀,挤出效果较差,厚薄均匀性差,缺料甚至不能成膜,不能实现批量化生产。
技术实现思路
1、为了解决现有技术存在的问题,本实用新型提供了一种树脂挤出模具。
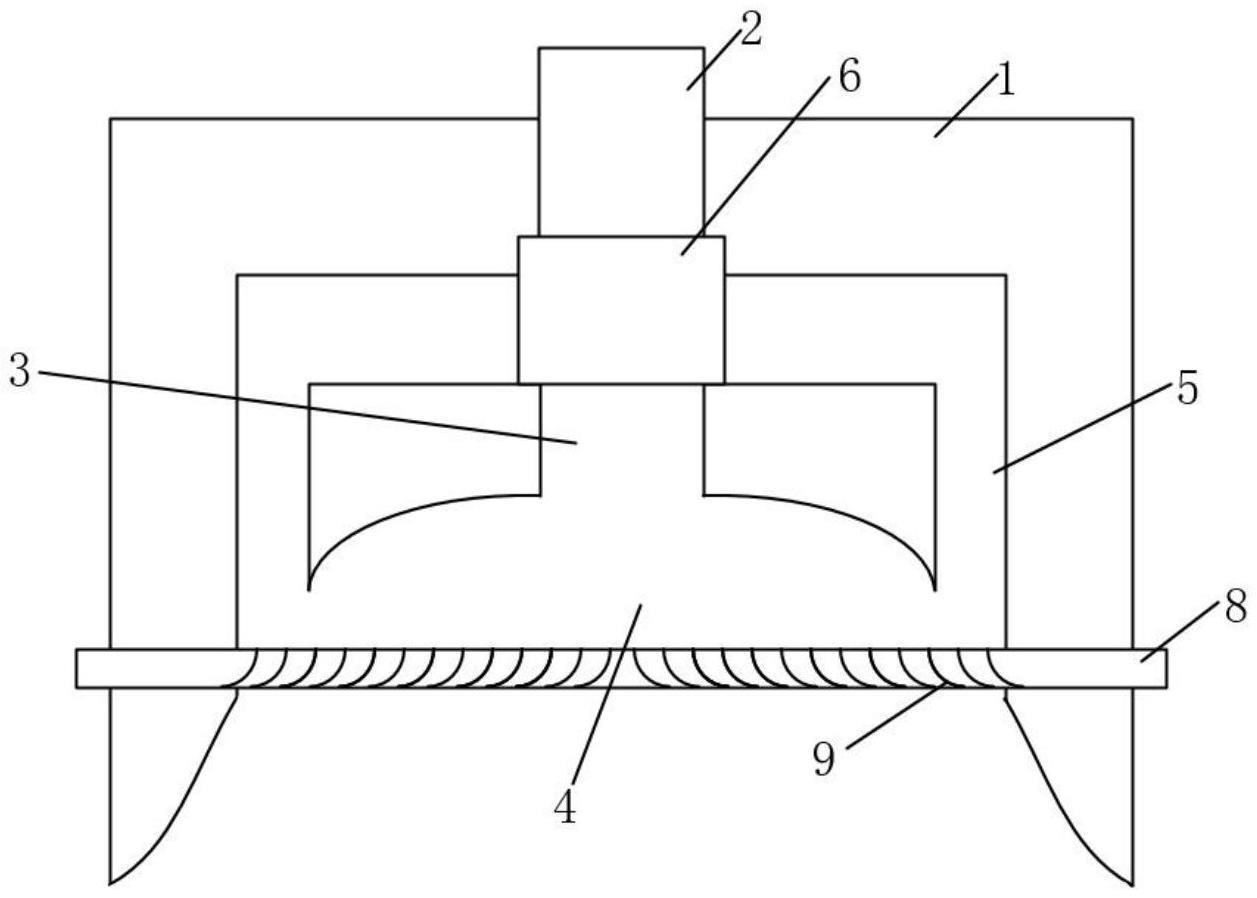
2、本实用新型是这样实现的,一种树脂挤出模具,所述树脂挤出模具设置有模具本体;
3、所述模具本体中部设置有模颈,所述模颈下端通过主流道连通有模腔;
4、所述主流道两侧分别设置有副流道,所述副流道上端与所述模颈连通,所述副流道下端与所述模腔连通。
5、优选地,所述模颈下端设置有计量泵,所述模颈通过所述计量泵分别与所述主流道和所述副流道连通;
6、所述计量泵设置有三个出口,所述三个出口分别与所述主流道和所述主流道两侧设置的所述副流道连接。
7、优选地,所述计量泵通过连接轴固定于所述模具本体内。
8、优选地,所述模腔内转动设置有搅拌轴,所述搅拌轴上设置有外螺槽,所述搅拌轴外侧设置有镀铬层。
9、优选地,所述主流道两侧设置的副流道为对称结构,所述副流道的直径小于所述主流道的直径。
10、第一、本实用新型通过在主流道两侧设置副流道,能够增加树脂在模具内的流动能力,提高模腔内压力的均匀性,使下料的稳定性更好,进而使挤出模具挤出的流延膜具有更好的挤出效果;
11、第二、本实用新型的计量泵设置在模具体内,可以减少计量泵到模具之间的过程流道,减少压力损失,使模腔内压力更精准且稳定;
12、第三、本实用新型通过搅拌轴将模腔内由主流道和副流道流出来的树脂模腔一侧带动,能够进一步均衡模腔压力,提高树脂的挤出效果。
技术特征:
1.一种树脂挤出模具,其特征在于,所述树脂挤出模具设置有模具本体;
2.根据权利要求1所述的树脂挤出模具,其特征在于,所述计量泵通过连接轴固定于所述模具本体内。
3.根据权利要求1所述的树脂挤出模具,其特征在于,所述主流道两侧设置的副流道为对称结构,所述副流道的直径小于所述主流道的直径。
技术总结
本技术属于挤出模具技术领域,公开了一种树脂挤出模具,该树脂挤出模具设置有模具本体;模具本体中部设置有模颈,模颈下端通过主流道连通有模腔;主流道两侧分别设置有副流道,副流道上端与模颈连通,副流道下端与模腔连通。模颈下端设置有计量泵,模颈通过计量泵分别与主流道和副流道连通;计量泵设置有三个出口,三个出口分别与主流道和主流道两侧设置的副流道连接。本技术通过在主流道两侧设置副流道,能够增加树脂在模具内的流动能力,提高模腔内压力的均匀性,使下料的稳定性更好,进而使挤出模具挤出的流延膜具有更好的挤出效果。
技术研发人员:田志峰
受保护的技术使用者:宜兴市王者塑封有限公司
技术研发日:20221122
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!