一种便于出料的热流道模具的制作方法
本技术涉及热流道模具结构领域,尤其涉及一种便于出料的热流道模具。
背景技术:
1、热流道系统将融化的塑料注入到模具的空腔中,通过对模具进行加热来进行注塑成型,具有缩短制件成型周期、提高效率、节省塑料原料、减少废品、提高产品质量、消除后粗工序的优点,有利于生产自动化和扩大注塑成型工艺应用范围。
2、在现有技术中,热流道模具在使用时,当产品成型后,通常使以人工的方式将模具取出,而人工方式不仅劳动强度大、取出效率低,而且容易出现工人烫伤等情况。
技术实现思路
1、本实用新型要解决的技术问题是提供一种便于出料的热流道模具,解决现有技术中人工取产品带来的劳动强度大、取出效率低、易出现工人烫伤情况的问题。
2、为解决上述技术问题,本实用新型的技术方案为:一种便于出料的热流道模具,其创新点在于:包括
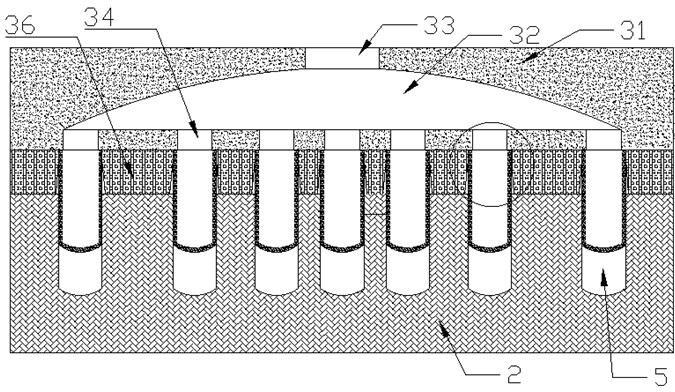
3、上模座,所述上模座的底部开设有上部容纳腔,用于安装上模仁,且在上模仁的底部安装有若干型芯,且相邻两个所述型芯之间的距离自上模仁中部至上模仁周部方向上逐步增大;
4、下模座,所述下模座的顶部开设有上部容纳腔,用于安装下模仁,且在下模仁的顶部开设有与所述型芯相对应的型腔,将上、下模座合模,使得型腔与型芯之间组成产品成型腔;
5、取料机构,所述取料机构可移动设置,包括一夹持部以及一吸吹部,且所述吸吹部安装在所述夹持部的顶部,吸吹部包括一吸吹盒体,所述吸吹盒体内部设有一空腔,在吸吹盒体顶部开设有连通所述空腔的上部风口,在吸吹盒体底部开设有若干连通所述空腔的下部风口,所述下部风口的尺寸小于所述型腔的尺寸,且所述下部风口与所述型腔一一对应,所述夹持部包括一夹持块,在所述夹持块上设有若干与所述型腔一一对应的通孔,且所述通孔的尺寸不小于所述型腔的尺寸。
6、进一步的,所述取料机构设置在所述下模座的上方一侧处,且夹持部的底端略高于所述下模座的顶端,将取料机构与一直线电机的输出端连接,通过所述直线电机驱动取料机构在水平方向上移动。
7、进一步的,所述取料机构还包括一负压风机,且所述负压风机与所述上部风口通过一风管连接。
8、进一步的,所述上模仁的内部还开设有一主热流通道,在所述型芯的一侧中部设有一浇口,且在型芯与上模仁之间设有连通所述主热流通道与所述浇口的支热流通道,且在主热流通道与支热流通道的周部都设有电加热丝。
9、进一步的,所述夹持部的通孔尺寸自下而上递减。
10、进一步的,所述夹持块包括第一半夹持块和第二半夹持块,且第一半夹持块固定在所述吸吹盒体底部,第二夹持块滑动设置在所述吸吹盒体底部,且第一、二半夹持块的内侧均开设有若干半圆槽,则第一、二半夹持块的半圆槽组成所述通孔。
11、本实用新型的优点在于:
12、1)本实用新型中,当产品成型后,将上、下模座脱模,然后将取料机构移动至下模座的竖直上方,利用负压风机将下模座上的产品吸附进夹持部的通孔中,然后将取料机构移动至远离下模座,再利用负压风机将夹持部通孔中的产品吹落,不需要人工取产品,降低让人工劳动强度,一次即可取出下模座上所有的成型产品,取出效率高,不会出现工人烫伤的情况;
13、2)本实用新型中,浇口设置在型芯的侧边中部,原料通过主热流通道、支热流通道后自浇口进入产品成型腔中,冷却成型即为产品成品,无需后期加工,不会产生废料,节省生产成本,提高产量;
14、3)在主热流通道与支热流通道的周部都设有电加热丝,防止原料在主热流通道或支热流通道中受冷成固态,确保生产流畅度;
15、4)夹持部的通孔尺寸自下而上递减,为产品受到吸风上升过程中提供导向作用;
16、5)夹持块包括固定在所述吸吹盒体底部的第一半夹持块和滑动设置在所述吸吹盒体底部的第二夹持块,且第一、二半夹持块的内侧均开设有若干半圆槽,则第一、二半夹持块的半圆槽组成所述通孔,可在取料机构吸取产品并移动至远离下模座后驱动第二半夹持块远离第一半夹持块,提高产品掉落的顺畅程度;
17、6)型芯之间的距离自上模仁中部至上模仁周部方向上逐步增大,则相对应的型腔之间的距离自下模仁中部至下模仁周部方向上逐步增大,从而将主热流通道与支热流通道中的原料能同步均匀送入各个产品成型腔中,提高成型效率。
技术特征:
1.一种便于出料的热流道模具,其特征在于:包括
2.根据权利要求1所述的一种便于出料的热流道模具,其特征在于:所述取料机构设置在所述下模座的上方一侧处,且夹持部的底端略高于所述下模座的顶端,将取料机构与一直线电机的输出端连接,通过所述直线电机驱动取料机构在水平方向上移动。
3.根据权利要求1所述的一种便于出料的热流道模具,其特征在于:所述取料机构还包括一负压风机,且所述负压风机与所述上部风口通过一风管连接。
4.根据权利要求1所述的一种便于出料的热流道模具,其特征在于:所述上模仁的内部还开设有一主热流通道,在所述型芯的一侧中部设有一浇口,且在型芯与上模仁之间设有连通所述主热流通道与所述浇口的支热流通道,且在主热流通道与支热流通道的周部都设有电加热丝。
5.根据权利要求1所述的一种便于出料的热流道模具,其特征在于:所述夹持部的通孔尺寸自下而上递减。
6.根据权利要求1所述的一种便于出料的热流道模具,其特征在于:所述夹持块包括第一半夹持块和第二半夹持块,且第一半夹持块固定在所述吸吹盒体底部,第二夹持块滑动设置在所述吸吹盒体底部,且第一、二半夹持块的内侧均开设有若干半圆槽,则第一、二半夹持块的半圆槽组成所述通孔。
技术总结
本技术涉及热流道模具结构领域,尤其涉及一种便于出料的热流道模具,包括上模座,下模座,取料机构,当产品成型后,将上、下模座脱模,然后将取料机构移动至下模座的竖直上方,利用负压风机将下模座上的产品吸附进夹持部的通孔中,然后将取料机构移动至远离下模座,再利用负压风机将夹持部通孔中的产品吹落,不需要人工取产品,降低让人工劳动强度,一次即可取出下模座上所有的成型产品,取出效率高,不会出现工人烫伤的情况;浇口设置在型芯的侧边中部,原料通过主热流通道、支热流通道后自浇口进入产品成型腔中,冷却成型即为产品成品,无需后期加工,不会产生废料,节省生产成本,提高产量。
技术研发人员:罗昌锴,鲍祥,王华军
受保护的技术使用者:曼弗雷智能装备科技(南通)有限公司
技术研发日:20221128
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!