一种磁吸快速定位模具的制作方法
本技术涉及注塑模具,尤其是一种磁吸快速定位模具。
背景技术:
1、注塑成型又称注射模塑成型,它是一种注射兼模塑的成型方法。注塑成型方法的优点是生产速度快、效率高,操作可实现自动化,花色品种多,形状可以由简到繁,尺寸可以由大到小,而且制品尺寸精确,产品易更新换代,能成形状复杂的制件,注塑成型适用于大量生产与形状复杂产品等成型加工领域。
2、目前,注塑模具在生产的过程中,分为两种情况:一是单纯用于塑胶的注塑,二是用于五金件的注塑,对于五金件的注塑,一般是将五金件置于型腔中,再通过注入塑胶,将五金件固定在塑胶模具上,进而形成五金制品。但是,现有的注塑模具在注塑五金件时,主要存在的问题是:(1)将五金件放置在型腔中(可放置在型腔的侧面或者底面,放置在型腔的侧面时,只需在侧面内壁设置安装孔即可),但是不能固定连接,机台在运作时会产生震动,震动容易使得五金件掉落,压坏模具,使得模具生产的异常率升高,不利于提高生产效率和品质合格率;(2)部分五金件需要置于安装孔内,目的是在注塑完成后,五金件的部分地方需要凸出模具设置。然而,型腔内部设置安装孔一般是对应某一产品,若需要注塑不同规格大小的产品时,则需对模具进行重新开孔,这样一来将会耗费人力物力,降低生产效率。
技术实现思路
1、针对现有技术的不足,本实用新型提供一种磁吸快速定位模具,该模具通过改进后,能够有效解决上述背景技术中所提出的问题。
2、本实用新型的技术方案为:
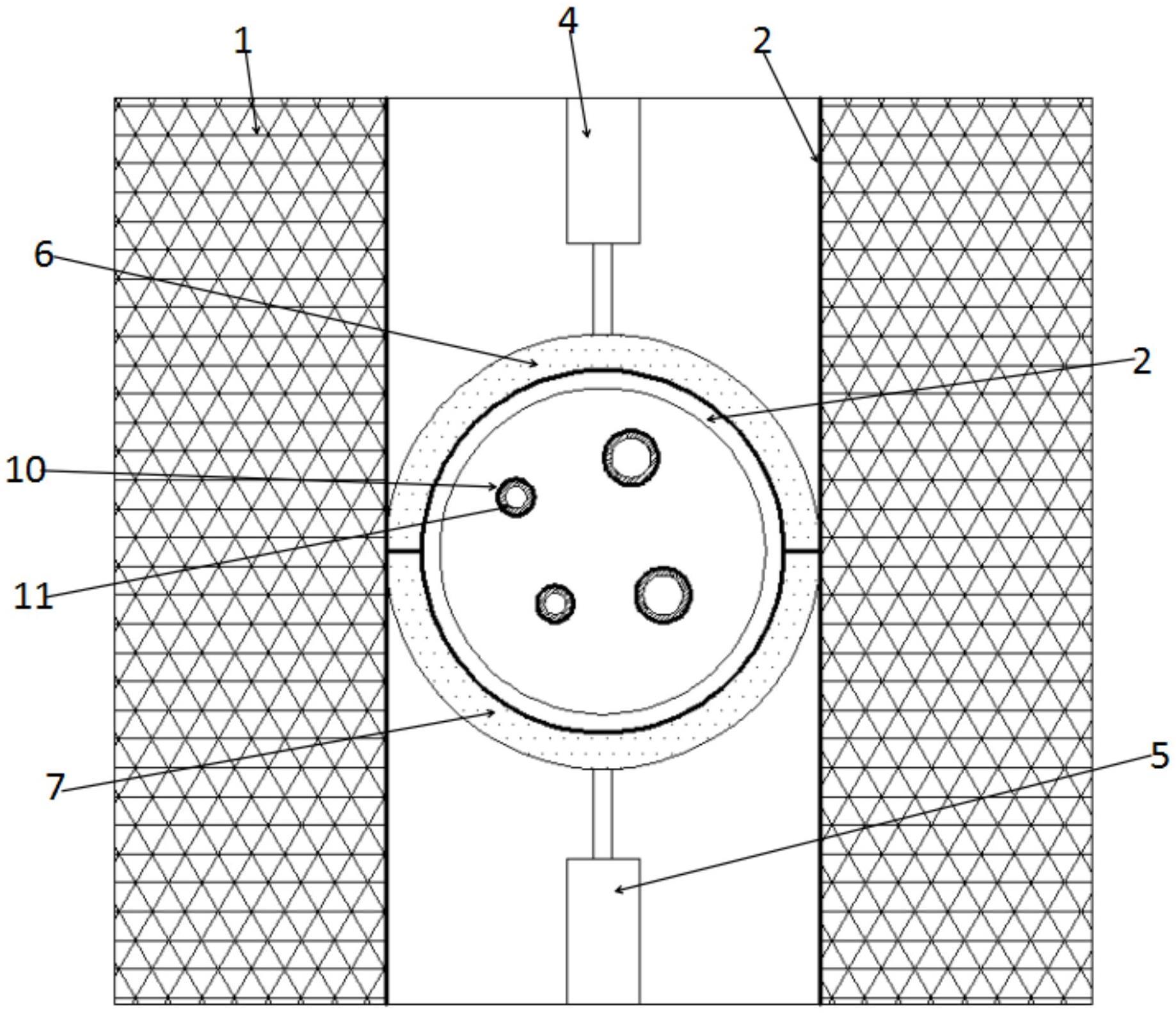
3、一种磁吸快速定位模具,其特征在于:它包括模具本体,所述模具本体的内部设置有型腔,所述型腔的外部设置有安装槽,所述模具本体的内部安装槽处且位于型腔的前后端分别固定安装有第一气缸和第二气缸,所述第一气缸和第二气缸上的推杆端分别固定连接有第一磁铁块和第二磁铁块,所述模具本体的内部安装槽处且位于型腔的底部固定安装有第三气缸,所述第三气缸上的推杆端固定连接有第三磁铁块,所述型腔的内底面和内侧面均设置有若干个安装盲孔,所述安装盲孔的内壁均设置有内螺纹,所述安装盲孔通过内螺纹螺纹连接有安装连接壳体。
4、进一步的,所述型腔俯视呈圆形结构设置。
5、进一步的,所述第一磁铁块和第二磁铁块俯视均呈半圆形结构设置。
6、进一步的,所述第三磁铁块俯视呈圆形,所述第三磁铁块的直径与型腔底面直径相同。
7、进一步的,所述安装连接壳体的内部空心结构设置,且安装连接壳体的顶面开口设置。
8、进一步的,所述型腔的底面设置有通孔。
9、本实用新型的有益效果为:
10、(1)本实用新型通过设有第一磁铁块、第二磁铁块和第三磁铁块,在第一气缸、第二气缸和第三气缸的推动下,能够使得磁铁块贴合在型腔对应的外壁上,通过磁性吸住五金件,防止注塑合模时,机台运动中五金件掉落,压坏模具,降低异常率,有效提高生产效率和品质合格率;
11、(2)通过在安装盲孔的内壁均设置有内螺纹,以及通过内螺纹螺纹连接有安装连接壳体,需要安装不同规格的产品时,可螺纹连接对应尺寸的安装连接壳体,使得该产品能够置于安装连接壳体的内部,再进行注塑工作,与现有技术相比,并不需要重新开孔操作,减少生产工艺,提高生产效率以及降低生产成本。
技术特征:
1.一种磁吸快速定位模具,其特征在于:它包括模具本体(1),所述模具本体(1)的内部设置有型腔(2),所述型腔(2)的外部设置有安装槽(3),所述模具本体(1)的内部安装槽(3)处且位于型腔(2)的前后端分别固定安装有第一气缸(4)和第二气缸(5),所述第一气缸(4)和第二气缸(5)上的推杆端分别固定连接有第一磁铁块(6)和第二磁铁块(7),所述模具本体(1)的内部安装槽(3)处且位于型腔(2)的底部固定安装有第三气缸(8),所述第三气缸(8)上的推杆端固定连接有第三磁铁块(9),所述型腔(2)的内底面和内侧面均设置有若干个安装盲孔(10),所述安装盲孔(10)的内壁均设置有内螺纹(11),所述安装盲孔(10)通过内螺纹(11)螺纹连接有安装连接壳体(12)。
2.根据权利要求1所述的一种磁吸快速定位模具,其特征在于:所述型腔(2)俯视呈圆形结构设置。
3.根据权利要求2所述的一种磁吸快速定位模具,其特征在于:所述第一磁铁块(6)和第二磁铁块(7)俯视均呈半圆形结构设置。
4.根据权利要求3所述的一种磁吸快速定位模具,其特征在于:所述第三磁铁块(9)俯视呈圆形,所述第三磁铁块(9)的直径与型腔(2)底面直径相同。
5.根据权利要求4所述的一种磁吸快速定位模具,其特征在于:所述安装连接壳体(12)的内部空心结构设置,且安装连接壳体(12)的顶面开口设置。
6.根据权利要求5所述的一种磁吸快速定位模具,其特征在于:所述型腔(2)的底面设置有通孔。
技术总结
本技术涉及注塑模具技术领域,尤其是一种磁吸快速定位模具,它包括模具本体,所述模具本体的内部设置有型腔,所述第一气缸和第二气缸上的推杆端分别固定连接有第一磁铁块和第二磁铁块,所述型腔的内底面和内侧面均设置有若干个安装盲孔,所述安装盲孔的内壁均设置有内螺纹,所述安装盲孔通过内螺纹螺纹连接有安装连接壳体;本技术能够使得磁铁块贴合在型腔对应的外壁上,通过磁性吸住五金件,防止注塑合模时,机台运动中五金件掉落,降低异常率,有效提高生产效率和品质合格率;此外,需要安装不同规格的产品时,可螺纹连接对应尺寸的安装连接壳体,与现有技术相比,并不需要重新开孔操作,提高生产效率以及降低生产成本。
技术研发人员:李金强
受保护的技术使用者:东莞市磊强实业有限公司
技术研发日:20221214
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!