一种自动压合热压机的制作方法
本技术涉及一种自动压合热压机,属于自动化设备。
背景技术:
1、热压机是塑料等工件加工的常用设备,用于对产品进行热压加工;目前的热压机大多采用模具或夹治具来固定工件,对工件的固定效果有限,而热压动作的力非常大,如果工件的装夹固定不到位,或者在热压过程中,不能保持对工件的固定效果,则会导致热压失效,甚至会损伤工件。
技术实现思路
1、本实用新型目的是为了克服现有技术的不足而提供一种可以多向自动压紧并固定工件的自动压合热压机。
2、为达到上述目的,本实用新型采用的技术方案是:一种自动压合热压机,包含上柜体、下柜体和侧框架,上柜体与下柜体通过侧框架连接固定,上柜体上设置有热压机构,下柜体上设置有工作台面,工作台面上设置有工件进出机构和多个侧边压紧机构;所述工件进出机构用于带动工件进出热压加工位置,多个侧边压紧机构围绕热压加工位置设置,热压机构用于对热压加工位置上的工件进行热压加工。
3、优选的,所述热压机构包含热压气缸、上固定板、升降板、热压板和多根升降导柱;所述上固定板固定设置在上柜体上,热压气缸设置在上固定板上,多根升降导柱与上固定板固定连接;所述升降板位于上固定板的下方,热压气缸带动升降板沿升降导柱升降,热压板设置在升降板的下侧;热压板用于热压工件。
4、优选的,所述工件进出机构包含进出驱动组件、工作滑台和工件支撑组件,进出驱动组件带动工作滑台进出热压加工位置,工件支撑组件设置在工作滑台上,工件支撑组件用于支撑工件。
5、优选的,所述工件支撑组件包含预定位块和双向内撑气缸,预定位块位于双向内撑气缸的前侧,双向内撑气缸的工作端位于其左右两侧,双向内撑气缸左右两侧的工作端上设置有内支撑块,内支撑块上设置有内撑滑座,工作滑台上设置有内撑滑轨,内撑滑座通过滑块与内撑滑轨配合,双向内撑气缸带动左右两侧的内支撑块沿内撑滑轨滑动。
6、优选的,所述热压加工位置的前侧和左右两侧各设置有一组侧边压紧机构。
7、优选的,所述侧边压紧机构包含侧压气缸、侧向压板和侧压滑座,侧向压板设置在侧压气缸的工作端,侧向压板上设置有与工件配合的侧向压紧块;所述侧压滑座上设置有侧向滑轨,侧向压板上设置有与侧向滑轨配合的滑块,侧压气缸带动侧向压板沿侧向滑轨滑动。
8、优选的,所述侧边压紧机构还包含限位挡块,限位挡块位于侧向压板的行程终点位置。
9、优选的,所述侧框架的左右两侧设置有安全光栅。
10、由于上述技术方案的运用,本实用新型与现有技术相比具有下列优点:
11、本实用新型方案的自动压合热压机,优化了机器结构,在工作台面上设计了工件进出机构和多个侧边压紧机构,来取代常规的工装夹治具;通过工件进出机构与多个侧边压紧机构配合,可以更加牢固有效地固定工件,使工件能够稳定得承受热压,防止损伤工件,提高加工效果;并且自动化的装夹机构提高了上下料的效率,进而提高产品的总体加工效率。
技术特征:
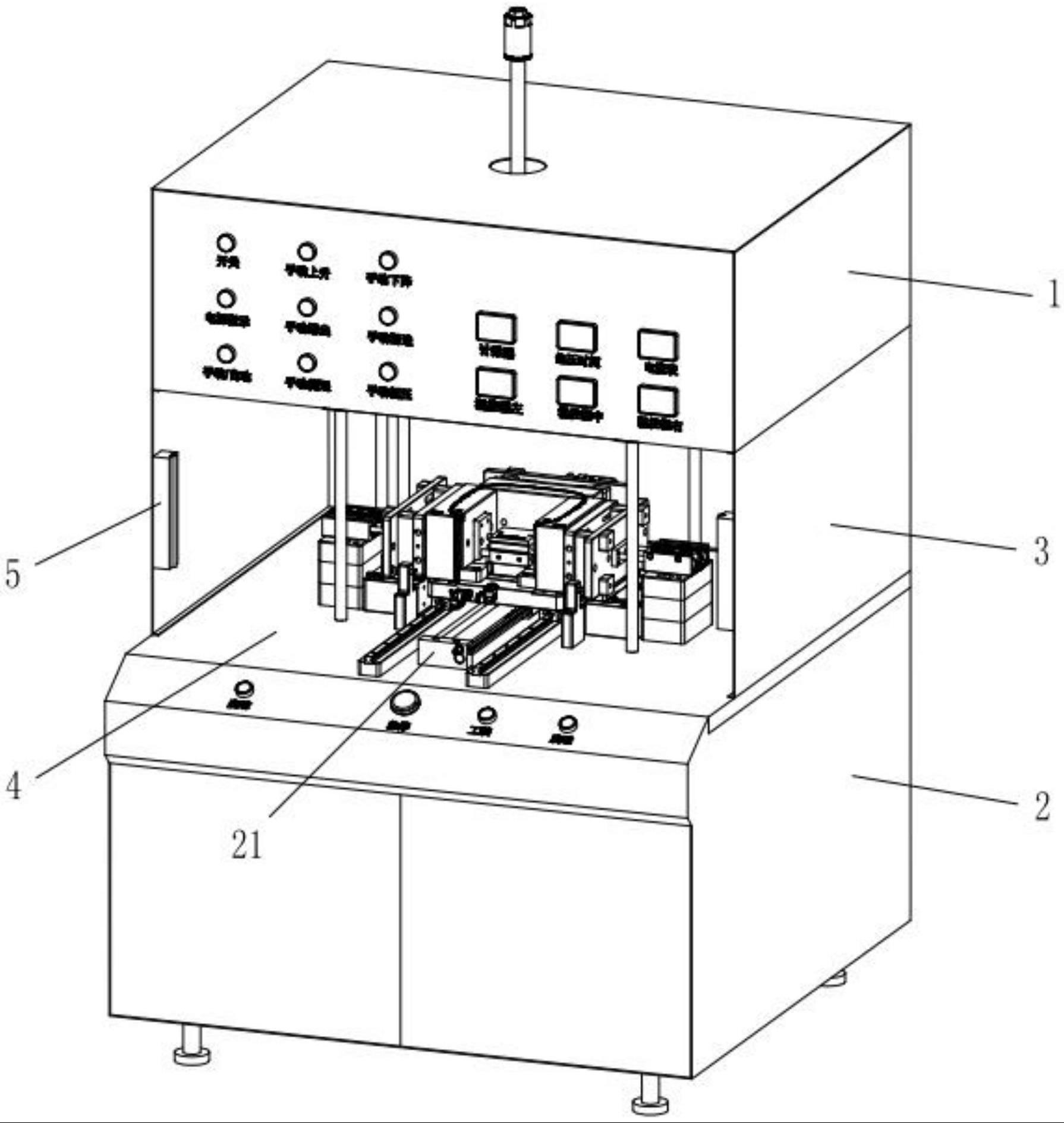
1.一种自动压合热压机,其特征在于:包含上柜体(1)、下柜体(2)和侧框架(3),上柜体(1)与下柜体(2)通过侧框架(3)连接固定,上柜体(1)上设置有热压机构,下柜体(2)上设置有工作台面(4),工作台面(4)上设置有工件进出机构和多个侧边压紧机构;所述工件进出机构用于带动工件进出热压加工位置,多个侧边压紧机构围绕热压加工位置设置,热压机构用于对热压加工位置上的工件进行热压加工。
2.根据权利要求1所述的自动压合热压机,其特征在于:所述热压机构包含热压气缸(11)、上固定板(12)、升降板(13)、热压板(14)和多根升降导柱(15);所述上固定板(12)固定设置在上柜体(1)上,热压气缸(11)设置在上固定板(12)上,多根升降导柱(15)与上固定板(12)固定连接;所述升降板(13)位于上固定板(12)的下方,热压气缸(11)带动升降板(13)沿升降导柱(15)升降,热压板(14)设置在升降板(13)的下侧;热压板(14)用于热压工件。
3.根据权利要求1所述的自动压合热压机,其特征在于:所述工件进出机构包含进出驱动组件(21)、工作滑台(22)和工件支撑组件,进出驱动组件(21)带动工作滑台(22)进出热压加工位置,工件支撑组件设置在工作滑台(22)上,工件支撑组件用于支撑工件。
4.根据权利要求3所述的自动压合热压机,其特征在于:所述工件支撑组件包含预定位块(23)和双向内撑气缸(24),预定位块(23)位于双向内撑气缸(24)的前侧,双向内撑气缸(24)的工作端位于其左右两侧,双向内撑气缸(24)左右两侧的工作端上设置有内支撑块(25),内支撑块(25)上设置有内撑滑座(26),工作滑台(22)上设置有内撑滑轨,内撑滑座(26)通过滑块与内撑滑轨配合,双向内撑气缸(24)带动左右两侧的内支撑块(25)沿内撑滑轨滑动。
5.根据权利要求1所述的自动压合热压机,其特征在于:所述热压加工位置的前侧和左右两侧各设置有一组侧边压紧机构。
6.根据权利要求1或5所述的自动压合热压机,其特征在于:所述侧边压紧机构包含侧压气缸(31)、侧向压板(32)和侧压滑座(33),侧向压板(32)设置在侧压气缸(31)的工作端,侧向压板(32)上设置有与工件配合的侧向压紧块(34);所述侧压滑座(33)上设置有侧向滑轨,侧向压板(32)上设置有与侧向滑轨配合的滑块,侧压气缸(31)带动侧向压板(32)沿侧向滑轨滑动。
7.根据权利要求6所述的自动压合热压机,其特征在于:所述侧边压紧机构还包含限位挡块(35),限位挡块(35)位于侧向压板(32)的行程终点位置。
8.根据权利要求1所述的自动压合热压机,其特征在于:所述侧框架(3)的左右两侧设置有安全光栅(5)。
技术总结
本技术涉及一种自动压合热压机,包含上柜体、下柜体和侧框架,上柜体与下柜体通过侧框架连接固定,上柜体上设置有热压机构,下柜体上设置有工作台面,工作台面上设置有工件进出机构和多个侧边压紧机构;工件进出机构用于带动工件进出热压加工位置,多个侧边压紧机构围绕热压加工位置设置,热压机构用于对热压加工位置上的工件进行热压加工;本方案优化了机器结构通过工件进出机构与多个侧边压紧机构配合,可以更加牢固有效地固定工件,使工件能够稳定得承受热压,防止损伤工件,提高加工效果;并且自动化的装夹机构提高了上下料的效率,进而提高产品的总体加工效率。
技术研发人员:崔建国,张政华
受保护的技术使用者:吴江市新申铝业科技发展有限公司
技术研发日:20221214
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!