音响内部塑胶件模具的制作方法
本技术属于注塑模具,更具体地说,特别涉及音响内部塑胶件模具。
背景技术:
1、注塑成型又称注射模塑成型,它是一种注射兼模塑的成型方法;注塑成型方法的优点是生产速度快、效率高,操作可实现自动化,花色品种多,形状可以由简到繁,尺寸可以由大到小,而且制品尺寸精确,产品易更新换代,能成形状复杂的制件,注塑成型适用于大量生产与形状复杂产品等成型加工领域。
2、目前的音响内部塑胶件模具,未设置脱模结构,导致成型后的音响内部塑胶件不方便脱模,降低了音响内部塑胶件的成型效率。
技术实现思路
1、为了解决上述技术问题,本实用新型提供音响内部塑胶件模具,以解决现有未设置脱模结构,导致成型后的音响内部塑胶件不方便脱模的问题。
2、本实用新型音响内部塑胶件模具的目的与功效,由以下具体技术手段所达成:
3、音响内部塑胶件模具,包括安装组件、音响内部塑胶件成型组件、敲打脱模组件和驱动组件;
4、所述音响内部塑胶件成型组件安装在安装组件的内部;所述敲打脱模组件共设有两组,且两组敲打脱模组件安装在音响内部塑胶件成型组件的左右两侧;所述驱动组件共设有两组,且两组驱动组件安装在音响内部塑胶件成型组件的左右两侧,并且两组驱动组件位于两组敲打脱模组件的下方;
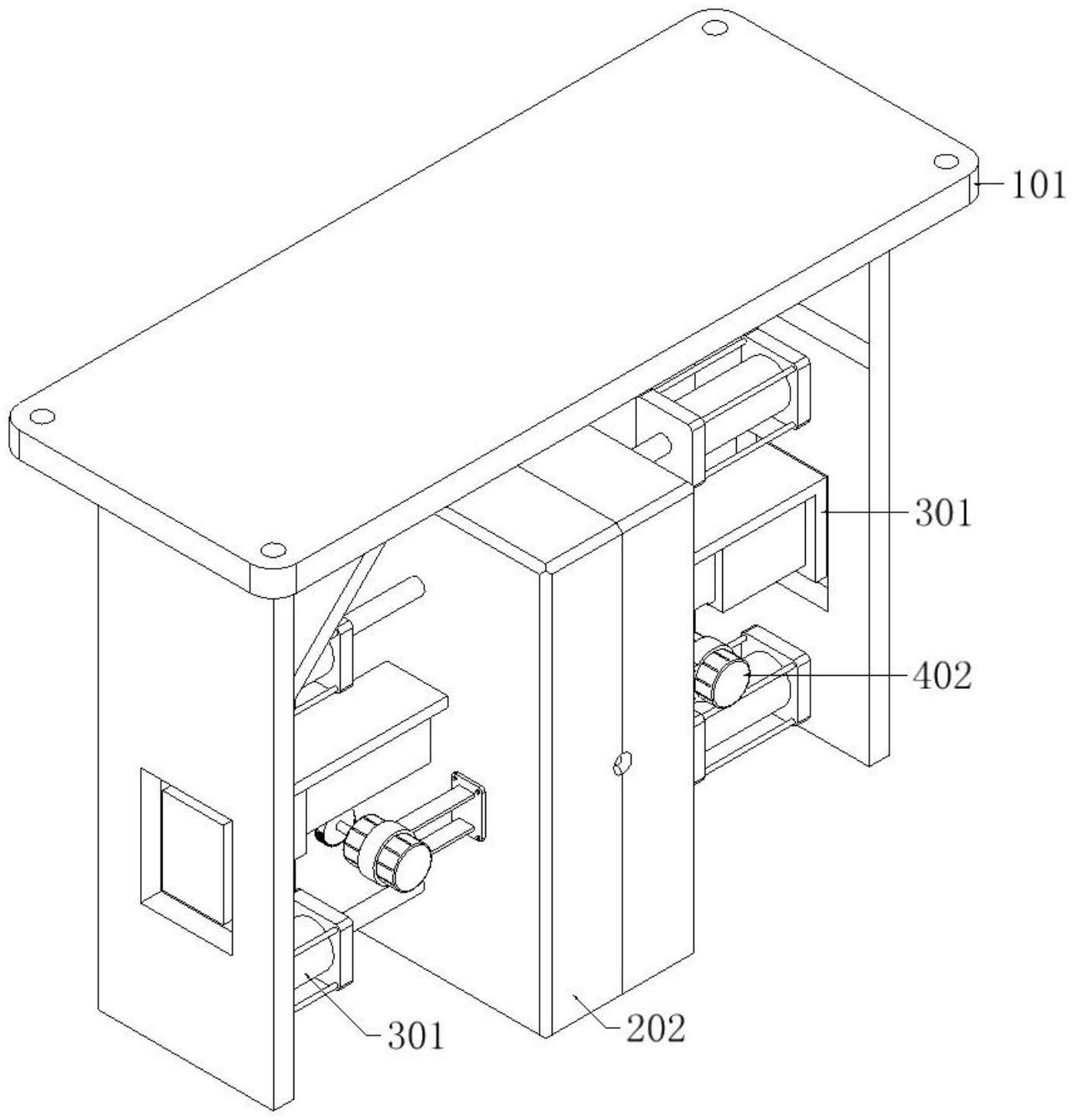
5、所述安装组件包括:安装板、安装孔、安装框和加固板;所述安装板的拐角处设置有安装孔;所述安装框固定安装在安装板的底部;所述加固板共设有两个,且两个加固板固定安装在安装框的内部。
6、进一步的,所述敲打脱模组件还包括:齿条和复位弹簧;所述齿条固定安装在敲打脱模块的底部;所述复位弹簧共设有两个,且两个复位弹簧安装在敲打脱模块的内部。
7、进一步的,所述音响内部塑胶件成型组件包括:直线驱动器和成型块a;所述直线驱动器共设有四个,且四个直线驱动器与安装框固定连接;所述成型块a与左侧的两个直线驱动器固定连接。
8、进一步的,所述驱动组件包括:固定架和电机;所述固定架与成型块a固定连接;所述电机固定安装在固定架的内部。
9、进一步的,所述音响内部塑胶件成型组件还包括:成型块b;所述成型块b与右侧的两个直线驱动器固定连接,且成型块a和成型块b的内部设置有音响内部塑胶件。
10、进一步的,所述驱动组件还包括:缺齿轮;所述缺齿轮固定安装在电机上,且缺齿轮与齿条啮合连接。
11、进一步的,所述敲打脱模组件包括:l型板、安装座和敲打脱模块;所述l型板与成型块a固定连接;所述安装座固定安装在l型板上;所述敲打脱模块滑动安装在安装座的内部,且敲打脱模块的外端与成型块a接触。
12、与现有技术相比,本实用新型具有如下有益效果:
13、1、该音响内部塑胶件模具,因四个直线驱动器与安装框固定连接,且成型块a与左侧的两个直线驱动器固定连接,并且成型块b与右侧的两个直线驱动器固定连接,当四个直线驱动器工作时,成型块a和成型块b同时移动,实现了成型块a和成型块b的自动开合。
14、2、该音响内部塑胶件模具,因缺齿轮固定安装在电机上,且缺齿轮与齿条啮合连接,当缺齿轮与齿条啮合时,敲打脱模块向外移动,又因两个复位弹簧安装在敲打脱模块的内部,当缺齿轮与齿条分离时,敲打脱模块在两个复位弹簧的作用下复位,对成型块a和成型块b起到了敲打作用,便于成型块a和成型块b内部的音响内部塑胶件脱落,提高了音响内部塑胶件的加工效率。
技术特征:
1.音响内部塑胶件模具,其特征在于:包括安装组件(1)、音响内部塑胶件成型组件(2)、敲打脱模组件(3)和驱动组件(4);
2.如权利要求1所述的音响内部塑胶件模具,其特征在于:所述音响内部塑胶件成型组件(2)包括:直线驱动器(201)和成型块a(202);所述直线驱动器(201)共设有四个,且四个直线驱动器(201)与安装框(102)固定连接;所述成型块a(202)与左侧的两个直线驱动器(201)固定连接。
3.如权利要求2所述的音响内部塑胶件模具,其特征在于:所述音响内部塑胶件成型组件(2)还包括:成型块b(203);所述成型块b(203)与右侧的两个直线驱动器(201)固定连接,且成型块a(202)和成型块b(203)的内部设置有音响内部塑胶件。
4.如权利要求2所述的音响内部塑胶件模具,其特征在于:所述敲打脱模组件(3)包括:l型板(301)、安装座(302)和敲打脱模块(303);所述l型板(301)与成型块a(202)固定连接;所述安装座(302)固定安装在l型板(301)上;所述敲打脱模块(303)滑动安装在安装座(302)的内部,且敲打脱模块(303)的外端与成型块a(202)接触。
5.如权利要求4所述的音响内部塑胶件模具,其特征在于:所述敲打脱模组件(3)还包括:齿条(304)和复位弹簧(305);所述齿条(304)固定安装在敲打脱模块(303)的底部;所述复位弹簧(305)共设有两个,且两个复位弹簧(305)安装在敲打脱模块(303)的内部。
6.如权利要求5所述的音响内部塑胶件模具,其特征在于:所述驱动组件(4)包括:固定架(401)和电机(402);所述固定架(401)与成型块a(202)固定连接;所述电机(402)固定安装在固定架(401)的内部。
7.如权利要求6所述的音响内部塑胶件模具,其特征在于:所述驱动组件(4)还包括:缺齿轮(403);所述缺齿轮(403)固定安装在电机(402)上,且缺齿轮(403)与齿条(304)啮合连接。
技术总结
本技术提供音响内部塑胶件模具,涉及注塑模具技术领域,以解决现有未设置脱模结构,导致成型后的音响内部塑胶件不方便脱模的问题,包括安装组件;所述音响内部塑胶件成型组件安装在安装组件的内部;所述敲打脱模组件共设有两组,且两组敲打脱模组件安装在音响内部塑胶件成型组件的左右两侧;所述安装板的拐角处设置有安装孔;所述安装框固定安装在安装板的底部;该音响内部塑胶件模具,当缺齿轮与齿条啮合时,敲打脱模块向外移动,当缺齿轮与齿条分离时,敲打脱模块在两个复位弹簧的作用下复位,对成型块A和成型块B起到了敲打作用,便于成型块A和成型块B内部的音响内部塑胶件脱落,提高了音响内部塑胶件的加工效率。
技术研发人员:朱海英,金凯
受保护的技术使用者:深圳市鼎盛利模具有限公司
技术研发日:20221215
技术公布日:2024/1/11
- 还没有人留言评论。精彩留言会获得点赞!