连续纤维增强热塑性复合片材及生产系统的制作方法
本技术涉及复合片材的,具体而言涉及一种连续纤维增强热塑性复合片材及生产系统。
背景技术:
1、纤维增强热塑性塑料(fiber reinforced thermoplastic plastic,简称frtp)是由纤维及热塑性塑料制成的复合材料,连续纤维作为增强体,赋予了复合材料优异的刚度和强度,聚合物树脂作为基体,起到传递和分散载荷的作用。常用的纤维材料有玻璃纤维、碳纤维、芳纶纤维等,这些纤维材料都具有高强度、高模量的特点,其中,玻璃纤维因其低成本优势,用量最大。
2、然而复合材料中的每一个连续纤维通常是由纱线形成。由于纱线是以大股单丝聚集而成,例如每根纱线由千根以上的单丝聚集而成,因此,纱线的浸渍效果较差,在制作复合片材的过程中容易出现树脂缺失、纤维包覆不完全等问题。
3、现有技术中对纤维增强热塑性复合片材的生产制造一般采用喷淋-热压法、融帘-辊压法或浸渍-挤出法,为保证纤维在树脂中的浸润效果,需要采用更高熔融指数的树脂材料,限制了树脂的选用范围。
4、因此,需要一种连续纤维增强热塑性复合片材及生产系统,以至少部分地解决以上问题。
技术实现思路
1、在本实用新型的内容部分中引入了一系列简化形式的概念,这将在具体实施方式部分中进一步详细说明。本实用新型的内容部分并不意味着要试图限定出所要求保护的技术方案的关键特征和必要技术特征,更不意味着试图确定所要求保护的技术方案的保护范围。
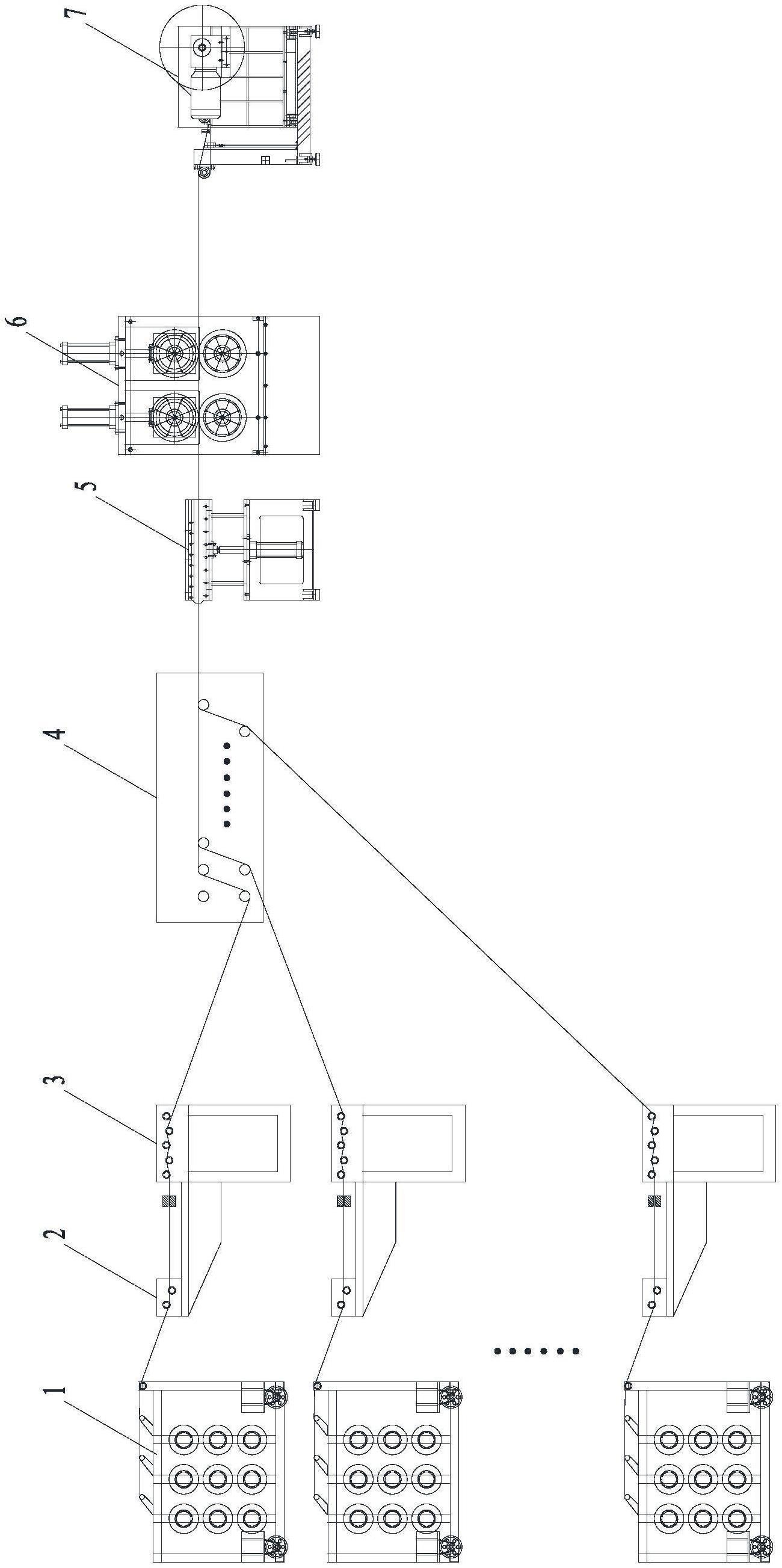
2、为至少部分地解决上述问题,根据本实用新型的一个方面,提供了一种连续纤维增强热塑性复合片材的生产系统,其包括:
3、分纱设备,用于将连续纤维纱线分散成平行运行的丝束,所述丝束包含1-100根单丝;
4、浸渍设备,所述浸渍设备位于所述分纱设备的下游,用于将所述丝束包覆浸渍于热塑性树脂中,所述浸渍设备包括树脂挤出设备,所述树脂挤出设备用于提供熔融的热塑性树脂;
5、合股设备,所述合股设备位于所述浸渍设备的下游,用于通过拉挤将包覆有所述热塑性树脂的所述丝束形成复合片材;
6、定型设备,所述定型设备位于所述合股设备的下游,用于通过冷却辊将所述复合片材冷却定型。
7、根据本实用新型,利用该生产系统,可以将连续纤维纱线分散成丝束再浸渍,连续纤维的浸润效果好,包覆于连续纤维上的树脂完整、无缺失,连续纤维包覆完全,扩大了树脂和纤维的选用范围,浸润效率高,提高复合片材的生产速度。
8、优选地,还包括放卷设备,所述放卷设备位于所述分纱设备的上游,用于沿预定方向引出所述连续纤维纱线。
9、优选地,还包括排纱设备,所述排纱设备位于所述浸渍设备和所述合股设备之间,用于将充分浸渍后带有所述热塑性树脂的所述丝束引入所述排纱设备,令所述丝束平行排布运行。
10、优选地,还包括收卷设备,所述收卷设备位于所述定型设备的下游,用于将定型后的所述复合片材引入所述收卷设备中,完成收卷。
11、优选地,所述丝束包含1根单丝,并且/或者,所述单丝的直径为10-20μm。
12、优选地,所述合股设备的挤出口的形状根据所需所述复合片材的截面形状定型。
13、优选地,所述冷却辊设置有匹配所述复合片材构型的表面结构,用于充分接触所述复合片材并冷却。
14、优选地,所述生产系统包括一组及以上所述放卷设备、所述分纱设备和所述浸渍设备。
15、优选地,所述生产系统包括两组及以上所述放卷设备、所述分纱设备和所述浸渍设备。
16、根据本实用新型的另一方面,提供了一种连续纤维增强热塑性复合片材,使用根据上述任一项所述的生产系统制备,并且包括热塑性树脂和由连续纤维纱线分纱形成的丝束,所述丝束分布于所述热塑性树脂中,所述丝束包含1-100根单丝。
技术特征:
1.一种连续纤维增强热塑性复合片材的生产系统,其特征在于,包括:
2.根据权利要求1所述的生产系统,其特征在于,还包括放卷设备,所述放卷设备位于所述分纱设备的上游,用于沿预定方向引出所述连续纤维纱线。
3.根据权利要求1所述的生产系统,其特征在于,还包括排纱设备,所述排纱设备位于所述浸渍设备和所述合股设备之间,用于将充分浸渍后带有所述热塑性树脂的所述丝束引入所述排纱设备,令所述丝束平行排布运行。
4.根据权利要求1所述的生产系统,其特征在于,还包括收卷设备,所述收卷设备位于所述定型设备的下游,用于将定型后的所述复合片材引入所述收卷设备中,完成收卷。
5.根据权利要求1所述的生产系统,其特征在于,所述丝束包含1根单丝,并且/或者,所述单丝的直径为10-20μm。
6.根据权利要求1所述的生产系统,其特征在于,所述合股设备的挤出口的形状根据所需所述复合片材的截面形状定型。
7.根据权利要求1所述的生产系统,其特征在于,所述冷却辊设置有匹配所述复合片材构型的表面结构,用于充分接触所述复合片材并冷却。
8.根据权利要求2所述的生产系统,其特征在于,所述生产系统包括一组及以上所述放卷设备、所述分纱设备和所述浸渍设备。
9.根据权利要求8所述的生产系统,其特征在于,所述生产系统包括两组及以上所述放卷设备、所述分纱设备和所述浸渍设备。
10.一种连续纤维增强热塑性复合片材,其特征在于,使用根据权利要求1至9中任一项所述的生产系统制备,并且包括热塑性树脂和由连续纤维纱线分纱形成的丝束,所述丝束分布于所述热塑性树脂中,所述丝束包含1-100根单丝。
技术总结
本技术公开了一种连续纤维增强热塑性复合片材及生产系统。该生产系统包括:分纱设备,用于将连续纤维纱线分散成平行运行的丝束,丝束包含1‑100根单丝;浸渍设备,浸渍设备位于分纱设备的下游,用于将丝束包覆浸渍于热塑性树脂中,浸渍设备包括树脂挤出设备,树脂挤出设备用于提供熔融的热塑性树脂;合股设备,合股设备位于浸渍设备的下游,用于通过拉挤将包覆有热塑性树脂的丝束形成复合片材;定型设备,定型设备位于合股设备的下游,用于通过冷却辊将复合片材冷却定型。利用本技术,连续纤维的浸润效果好,包覆于连续纤维上的树脂完整、无缺失,连续纤维包覆完全,扩大了树脂和纤维的选用范围,浸润效率高,提高复合片材的生产速度。
技术研发人员:樊平燕,石清云,李颖,吴海深,丁昌杰,张纪凯,姜淮
受保护的技术使用者:青岛中集创赢复合材料科技有限公司
技术研发日:20221219
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!