热压模具的制作方法
本申请属于防水套加工,尤其涉及一种热压模具。
背景技术:
1、目前,防水套在加工过程中通常采用热压方式为防水套封边,具体通过热压模具垂直下压将两片原料在电流和压力的作用下融合在一起,以完成防水套的密封工序。目前的热压模具在热压防水套时因长时间进行加热会导致温度难以控制,进而导致材料挤压过度并向防水套内部溢出,并导致两片原料之间存在溢出的余料而影响防水套开口处夹子的密封效果;同时防水套在热压过程中还易出现破洞的情况,即热压模具易戳破防水套,导致防水套良率较低。
技术实现思路
1、针对上述问题,本申请提供了一种热压模具,至少解决了在先技术中防水套热压过程中易出现溢胶和破洞从而导致良率较低的问题。
2、本申请实施例提供一种热压模具,包括:
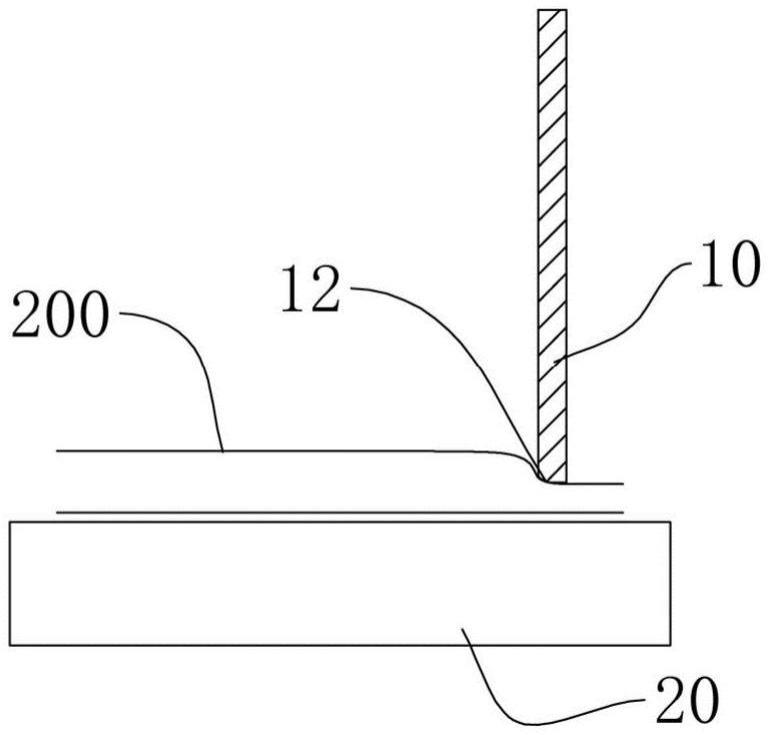
3、刀模,所述刀模包括第一压合面和第二压合面,所述第一压合面用于与所述防水套抵接,所述第二压合面与所述第一压合面相连且与所述第一压合面之间存在夹角。
4、在一实施例中,所述第二压合面的宽度小于所述第一压合面的宽度。
5、在一实施例中,所述第二压合面为平面或曲面。
6、在一实施例中,所述刀模还包括内侧面,所述第二压合面连接于所述第一压合面与所述内侧面之间,且所述内侧面与所述第一压合面垂直;
7、所述内侧面位于所述第一压合面背离所述防水套的一侧,且所述内侧面位于第一压合面背离所述防水套的边缘的一侧。
8、在一实施例中,所述第一压合面上凹设有线条图案。
9、在一实施例中,所述热压模具还包括底模,所述底模与所述刀模相对间隔设置,所述底模包括朝向所述刀模一侧设置的承载面,所述承载面能够抵接于所述第一压合面;
10、所述刀模能够向靠近所述底模方向运动并压合位于所述底模上的所述防水套。
11、在一实施例中,所述承载面上凹设有与所述刀模相对的凹槽,所述第一压合面和所述第二压合面于所述承载面的投影均位于所述凹槽内。
12、在一实施例中,所述凹槽内设有具有弹性的弹性支撑件。
13、在一实施例中,所述承载面上设有与所述刀模相对的布条,所述第一压合面和所述第二压合面于所述承载面的投影均位于所述布条上。
14、在一实施例中,所述布条的材质为聚酯纤维、玻璃纤维、涤纶纤维中的任一种。
15、本申请针对在先技术中防水套热压过程中易出现溢胶和破洞从而导致良率较低的问题作出改进设计,在刀模压合防水套的第一压合面的一侧增设第二压合面,并使第二压合面相对第一压合面倾斜,以减少刀模棱边对防水套的压力,从而改善溢胶进入防水套内部影响防水套夹合的情况,同时还能避免刀模戳破防水套;
16、本申请结构简洁,通过设置第二压合面,有效的改善了防水套加工过程中的溢胶和破洞的问题,提高了产品的密封性能,提高了产品良率,实用性强。
技术特征:
1.一种热压模具,用于防水套的成型,其特征在于,包括:
2.根据权利要求1所述的热压模具,其特征在于,所述第二压合面的宽度小于所述第一压合面的宽度。
3.根据权利要求1所述的热压模具,其特征在于,所述第二压合面为平面或曲面。
4.根据权利要求1所述的热压模具,其特征在于,所述刀模还包括内侧面,所述第二压合面连接于所述第一压合面与所述内侧面之间,且所述内侧面与所述第一压合面垂直;
5.根据权利要求1-4中任一项所述的热压模具,其特征在于,所述第一压合面上凹设有线条图案。
6.根据权利要求1-4中任一项所述的热压模具,其特征在于,所述热压模具还包括底模,所述底模与所述刀模相对间隔设置,所述底模包括朝向所述刀模一侧设置的承载面,所述承载面能够抵接于所述第一压合面;
7.根据权利要求6所述的热压模具,其特征在于,所述承载面上凹设有与所述刀模相对的凹槽,所述第一压合面和所述第二压合面于所述承载面的投影均位于所述凹槽内。
8.根据权利要求7所述的热压模具,其特征在于,所述凹槽内设有弹性支撑件,所述弹性支撑件朝向所述刀模的一面与所述承载面齐平或凸出于所述承载面。
9.根据权利要求6所述的热压模具,其特征在于,所述承载面上设有与所述刀模相对的布条,所述第一压合面和所述第二压合面于所述承载面的投影均位于所述布条上。
10.根据权利要求9所述的热压模具,其特征在于,所述布条的材质为聚酯纤维、玻璃纤维、涤纶纤维中的任一种。
技术总结
本申请适用于防水套加工技术领域,提出一种热压模具,包括:刀模,所述刀模包括第一压合面和第二压合面,所述第一压合面用于与所述防水套抵接,所述第二压合面与所述第一压合面相连且与所述第一压合面之间存在夹角;本申请在刀模压合防水套的第一压合面一侧增设第二压合面,并使第二压合面相对第一压合面倾斜,以减少刀模棱边对防水套的压力,从而改善溢胶的情况,同时还能避免刀模戳破防水套,提高了产品的密封性能,提高了产品良率。
技术研发人员:姚亚伟,陈锦润
受保护的技术使用者:深圳淬剑谷科技有限公司
技术研发日:20221219
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!