一种箱体槽口的圆弧化模具的制作方法
本技术涉及一种模具,尤其涉及一种箱体槽口的圆弧化模具。
背景技术:
1、一种软化烟箱掩盖的折弯装置(公开号:cn 215965658)中公开了用于焊接箱体的模具,但其在焊接过程中,由于箱体由空心瓦楞pp塑料板制成,焊料容易从箱体搭接口的两端开口处溢出。溢出的焊料在冷却后堵塞于搭接口两端。这不仅影响搭接后箱体的美观度,同时也影响了箱盖的开合。因此,搭接完成后,操作人员不得不手工将焊料从箱体上刮下,从而增加了操作人员的工作量,同时操作过程中也容易产生废品,进而提高箱体的制备成本。
技术实现思路
1、为解决上述技术问题,本实用新型的目的是提供一种焊接时不易产生溢料的箱体槽口的圆弧化模具。
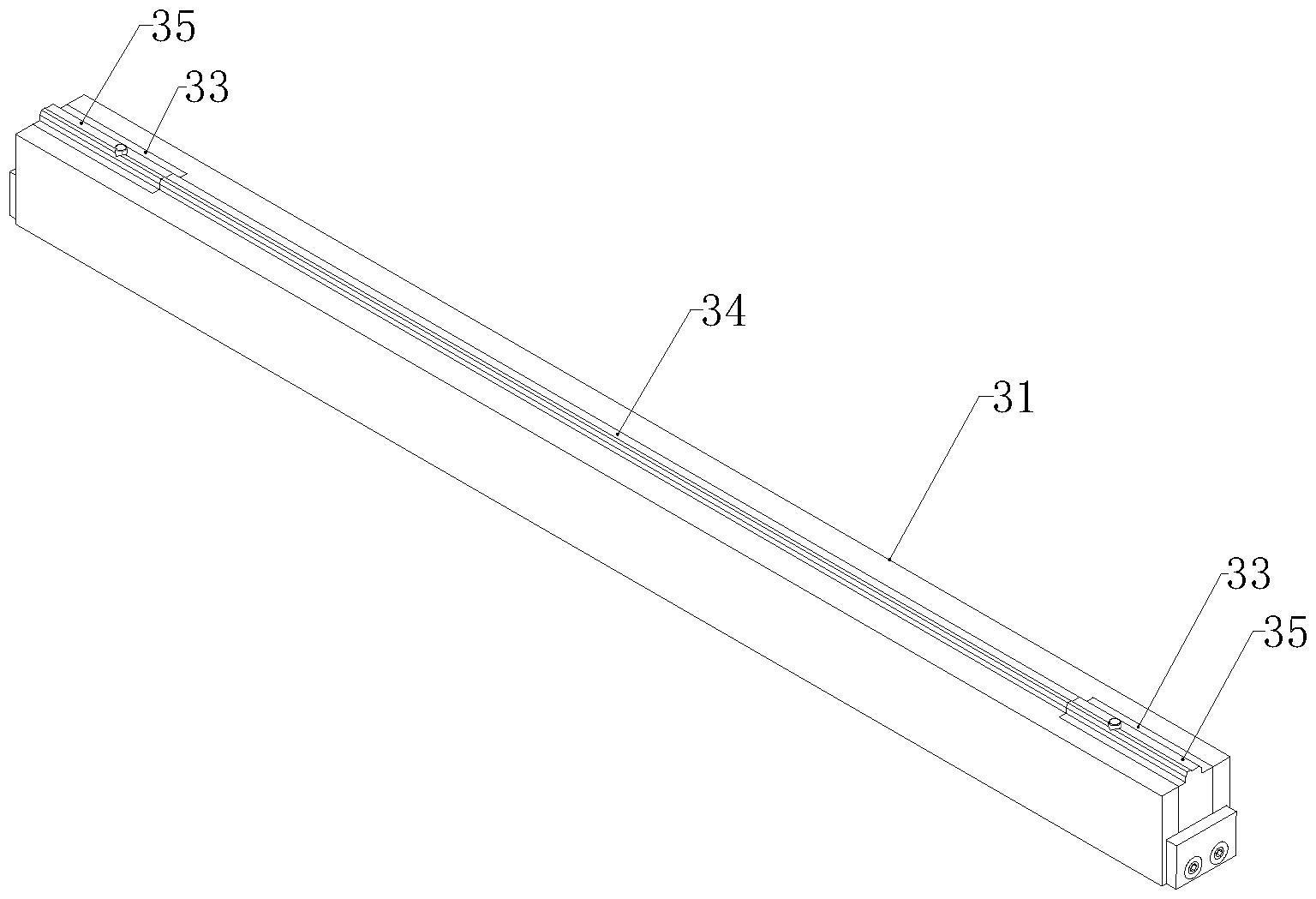
2、本实用新型的箱体槽口的圆弧化模具,包括下模体,下模体的两端分别开设有容纳槽,容纳槽内固设有安装块,下模体的表面设有位于两容纳槽之间的第一凸条,安装块的顶面设有与第一凸条共线的第二凸条,安装块的内部设有上面小下面大的同心圆柱孔,小孔穿过第二凸条,大孔穿过安装块的下表面,小孔和大孔贯通,同心圆柱孔内设有弹性装置、及销柱,弹性装置的一端与下模体接触,另一端套住销柱底端的凸台,销柱的底端插进弹性装置内,销柱的顶端穿过安装块并凸伸出第二凸条的表面,弹性装置设置于该同心圆柱孔内。
3、本实用新型的箱体槽口的圆弧化模具,其下模体的两端分别设置有用于安装安装块的容纳槽,安装块内设置弹性装置、销柱。销柱的顶端在弹性装置弹力作用下,从安装块表面的第二凸条穿出。下模体两端的销柱,使得焊接装置在焊接箱体时,箱体的搭接口能够在两端销柱的封堵下,防止溢料现象的发生,从而保证了焊接的质量。
4、进一步的,本实用新型的箱体槽口的圆弧化模具,所述容纳槽内还设置截面与安装块一致的补偿块。
5、操作人员可根据箱体的宽度选用补偿块的数量,以使两侧销柱的距离与该箱体的宽度适应。
6、进一步的,本实用新型的箱体槽口的圆弧化模具,所述下模体的两端设置有固定板,固定板通过螺栓将安装块固定于容纳槽内。
7、固定板的设置实现了对安装块等部件的固定。
8、进一步的,本实用新型的箱体槽口的圆弧化模具,第一凸条及第二凸条均为矩形条。
9、将第一凸条和第二凸条均设置为矩形条,使得箱体焊接口能够更好地与第一凸条和第二凸条的表面紧密接触。
10、进一步的,本实用新型的箱体槽口的圆弧化模具,第一凸条或第二凸条上设有第三凸条,所述弹性装置为弹簧,所述下模体安装在安装座上,安装座固设于安装架上。
11、第三凸条的设置可实现对箱体边缘的定位。具体的,第三凸条可设置于第一凸条或第二凸条的顶面,其可为矩形条状,其截面宽度较第一凸条和第二凸条更小,其顶端与箱体的表面齐平或略低。焊接时,箱体端盖的底面与第一凸条和第二凸条接触,其侧面与该第三凸条接触,从而实现了对箱体的定位和压线作用。定位后,另一侧的箱体端盖便可堆叠于该箱体端盖的表面,以待焊接。
12、上述说明仅是本实用新型技术方案的概述,为了能够更清楚地了解本实用新型的技术手段,并依照说明书的内容予以具体实施,以下以本实用新型的实施例对其进行详细说明。
技术特征:
1.一种箱体槽口的圆弧化模具,包括下模体(31),其特征在于:下模体的两端分别开设有容纳槽(32),容纳槽内固设有安装块(33),下模体的表面设有位于两容纳槽之间的第一凸条(34),安装块的顶面设有与第一凸条共线的第二凸条(35),安装块的内部设有上面小下面大的同心圆柱孔(36),小孔穿过第二凸条,大孔穿过安装块的下表面,小孔和大孔贯通,同心圆柱孔内设有弹性装置(37)、及销柱(38),弹性装置的一端与下模体接触,另一端套住销柱底端的凸台,销柱的底端插进弹性装置内,销柱的顶端穿过安装块并凸伸出第二凸条的表面,弹性装置设置于该同心圆柱孔内。
2.根据权利要求1所述的箱体槽口的圆弧化模具,其特征在于:所述容纳槽内还设置截面与安装块一致的补偿块。
3.根据权利要求1所述的箱体槽口的圆弧化模具,其特征在于:所述下模体的两端设置有固定板(41),固定板通过螺栓将安装块固定于容纳槽内。
4.根据权利要求1所述的箱体槽口的圆弧化模具,其特征在于:第一凸条及第二凸条均为矩形条。
5.根据权利要求4所述的箱体槽口的圆弧化模具,其特征在于:第一凸条和第二凸条上均设有第三凸条,所述弹性装置为弹簧,所述下模体安装在安装座(17)上,安装座固设于安装架(42)上。
技术总结
本技术涉及一种箱体的箱体槽口的圆弧化模具,包括下模体,下模体的两端分别开设有容纳槽,容纳槽内固设有安装块,下模体的表面设有位于两容纳槽之间的第一凸条,安装块的顶面设有与第一凸条共线的第二凸条,安装块的内部设有两个同心圆柱安装孔,安装孔内设有弹性装置及销柱,弹性装置的一端与下模体接触,另一端套住销柱的底端,销柱的底端插进弹性装置内,销柱的顶端穿过安装块并凸伸出第二凸条的表面。本技术的箱体的箱体槽口的圆弧化模具,其下模体的两端分别设置有安装块,安装块内设置弹性装置、销柱。下模体两端的销柱,使得焊接装置在焊接箱体时,箱体的搭接口能够在两端销柱的封堵下,防止溢料现象的发生,从而保证了焊接的质量。
技术研发人员:张晓苏
受保护的技术使用者:洛阳诚冠自动控制技术有限公司
技术研发日:20221217
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!