一种全自动改性料粒径控制装置的制作方法
本技术属于料粒控制,尤其涉及一种全自动改性料粒径控制装置。
背景技术:
1、传统的塑料改性造粒机主要由挤出机、牵引装置、切割装置三大部分组成,三大部分分别使用不同的变频器对各自电机速度进行控制。生产过程中,特别是工艺调整、挤出量不稳定等情况下,无法根据挤出量实时调整牵引速度和切割速度,造成料条太粗切不断、颗粒太大无法过筛网、料条太细切割机无法压紧、料条卷住切割机辊轮等问题。
技术实现思路
1、本实用新型提供一种全自动改性料粒径控制装置,旨在解决上述存在的问题。
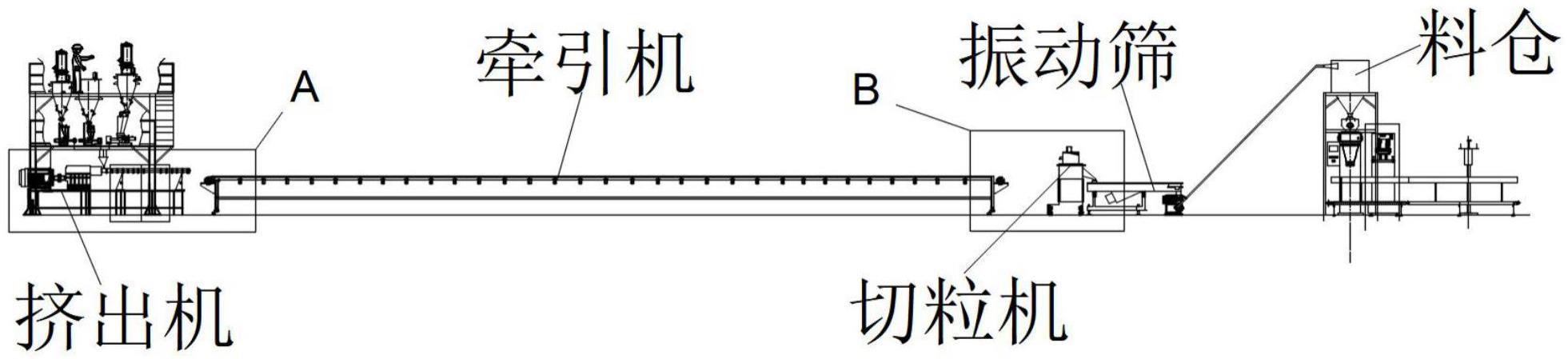
2、本实用新型是这样实现的,一种全自动改性料粒径控制装置,包括挤出机、牵引机和切粒机,所述牵引机包括牵引机电机和牵引机变频器,所述切粒机包括切粒机电机和切粒机变频器,所述牵引机电机和牵引机变频器设置在牵引机靠近切粒机的一端;所述牵引机靠近挤出机的一端安装有料条直径传感器和传送带线速度传感器,所述切粒机上设置有切粒机辊轮编码器;所述挤出机侧边安装有控制柜,所述控制柜内安装有plc控制器,所述牵引机变频器、切粒机变频器、料条直径传感器和传送带线速度传感器分别通过控制电路与所述plc控制器电性连接。
3、进一步的,所述控制电路包括电源、空开、热继电器和变频器电源输入端的接触器,所述料条直径传感器和传送带线速度传感器的输出端接入所述plc控制器的ai输入端,所述接触器通过pcl控制器的do信号连接空开,所述plc控制器通过通讯电缆分别与牵引机变频器、切粒机变频器电性连接,所述牵引机变频器、切粒机变频器的输出端分别与牵引机电机、切粒机电机电性连接。
4、进一步的,所述控制柜设置有调整参数的控制面板,所述控制面板通过六类网线与plc控制器连接,控制面板与plc之间的通讯协议为modbustcp。
5、进一步的,所述plc控制器与牵引机变频器、切粒机变频器之间的通讯协议均为modbustcp。
6、进一步的,所述控制面板为触摸面板。
7、与现有技术相比,本实用新型的有益效果是:本实用新型公开一种全自动改性料粒径控制装置,可实时检测料条直径,自动完成改性造粒后端速度与挤出机挤出量的匹配;一方面,每一条生产线可节约一至两名操作人员,降低人工费用机劳动强度;另一方面,保证制品颗粒均匀,提高产品质量,减少因人为疏忽造成的产品质量问题及生产故障。
技术特征:
1.一种全自动改性料粒径控制装置,包括挤出机、牵引机和切粒机,其特征在于:所述牵引机包括牵引机电机和牵引机变频器,所述切粒机包括切粒机电机和切粒机变频器,所述牵引机电机和牵引机变频器设置在牵引机靠近切粒机的一端;所述牵引机靠近挤出机的一端安装有料条直径传感器和传送带线速度传感器,所述切粒机上设置有切粒机辊轮编码器;所述挤出机侧边安装有控制柜,所述控制柜内安装有plc控制器,所述牵引机变频器、切粒机变频器、料条直径传感器和传送带线速度传感器分别通过控制电路与所述plc控制器电性连接。
2.根据权利要求1所述的一种全自动改性料粒径控制装置,其特征在于:所述控制电路包括电源、空开、热继电器和变频器电源输入端的接触器,所述料条直径传感器和传送带线速度传感器的输出端接入所述plc控制器的ai输入端,所述接触器通过pcl控制器的do信号连接空开,所述plc控制器通过通讯电缆分别与牵引机变频器、切粒机变频器电性连接,所述牵引机变频器、切粒机变频器的输出端分别与牵引机电机、切粒机电机电性连接。
3.根据权利要求1所述的一种全自动改性料粒径控制装置,其特征在于:所述控制柜设置有调整参数的控制面板,所述控制面板通过六类网线与plc控制器连接,控制面板与plc控制器之间的通讯协议为modbustcp。
4.根据权利要求2所述的一种全自动改性料粒径控制装置,其特征在于:所述plc控制器与牵引机变频器、切粒机变频器之间的通讯协议均为modbustcp。
5.根据权利要求3所述的一种全自动改性料粒径控制装置,其特征在于:所述控制面板为触摸面板。
技术总结
本技术公开一种全自动改性料粒径控制装置,包括挤出机、牵引机和切粒机,所述牵引机包括牵引机电机和牵引机变频器,所述切粒机包括切粒机电机和切粒机变频器,所述牵引机电机和牵引机变频器设置在牵引机靠近切粒机的一端;所述牵引机靠近挤出机的一端安装有料条直径传感器和传送带线速度传感器,所述切粒机上设置有切粒机辊轮编码器;本技术公开一种全自动改性料粒径控制装置,可实时检测料条直径,自动完成改性造粒后端速度与挤出机挤出量的匹配;一方面,每一条生产线可节约一至两名操作人员,降低人工费用机劳动强度;另一方面,保证制品颗粒均匀,提高产品质量,减少因人为疏忽造成的产品质量问题及生产故障。
技术研发人员:朱江,冷安金
受保护的技术使用者:重庆智灏科技有限责任公司
技术研发日:20221228
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!