一种模具制品顶出结构的制作方法
本技术涉及一种模具,具体是一种模具制品顶出结构。
背景技术:
1、塑胶制品倒扣部分的模具抽芯结构通过是滑块和斜顶。斜顶相对制作简单,占用模具空间少,而且可以协助顶出,故很多制品的扣位一般取用斜顶结构。如果制品周边较多扣位做斜顶,在顶出高度超出制品高度时,制品就有可能跟其中一支或多支斜顶走。
2、中国专利申请号201420648805.2公开一种具有顶针的模具,包括上模板和下模板,上模板和下模板通过导柱串接,上模板的上方还有一上固定板,上模板与上固定板固接;下模板的下方还有一下固定板,下固定板上设有连接柱,下模板、连接柱和下固定板之间通过锁紧螺杆固接;下模板和下固定板之间还有顶板,顶板上设有斜顶、用于将成型的产品顶出的顶针;顶针的上端面设有一个圆柱形凸起,圆柱形凸起的高度为 1mm。该实用新型的顶针的上端面设有一个高度为 1mm 的圆柱形凸起,这样在开模顶出的过程中该圆柱形凸起可防止产品跟着斜顶走,从而杜绝产品卡在斜顶里拿不出来的情况。
3、申请人在基于上述模具结构下进一步改进。
技术实现思路
1、本实用新型的目的旨在提供一种模具制品顶出结构,通过顶针一端的边缘另一部分凸出制品的内圈胶位,由于顶针比制品内圈胶位高,制品脱模时,无论制品跟任何一支斜顶针走, 顶针始终挡在制品内圈胶位中,以保证正常出模,能有效实现自动化生产。
2、按此目的设计的一种模具制品顶出结构,包括若干个用于顶出制品的顶针、配合顶针顶出制品的斜顶针,顶针沿制品的内圈均布设置,制品内圈对应顶针一端的边缘部分设有封胶位,顶针一端的边缘另一部分凸出制品的内圈胶位,由于顶针比制品内圈胶位高,制品脱模时,无论制品跟任何一支斜顶针走, 顶针始终挡在制品内圈胶位中,以保证正常出模,能有效实现自动化生产。
3、制品内圈对应顶针一端的边缘部分设有2-3mm的封胶位。
4、顶针一端的边缘另一部分凸出制品内圈胶位1-2mm。
5、顶针一端设有倒角位。
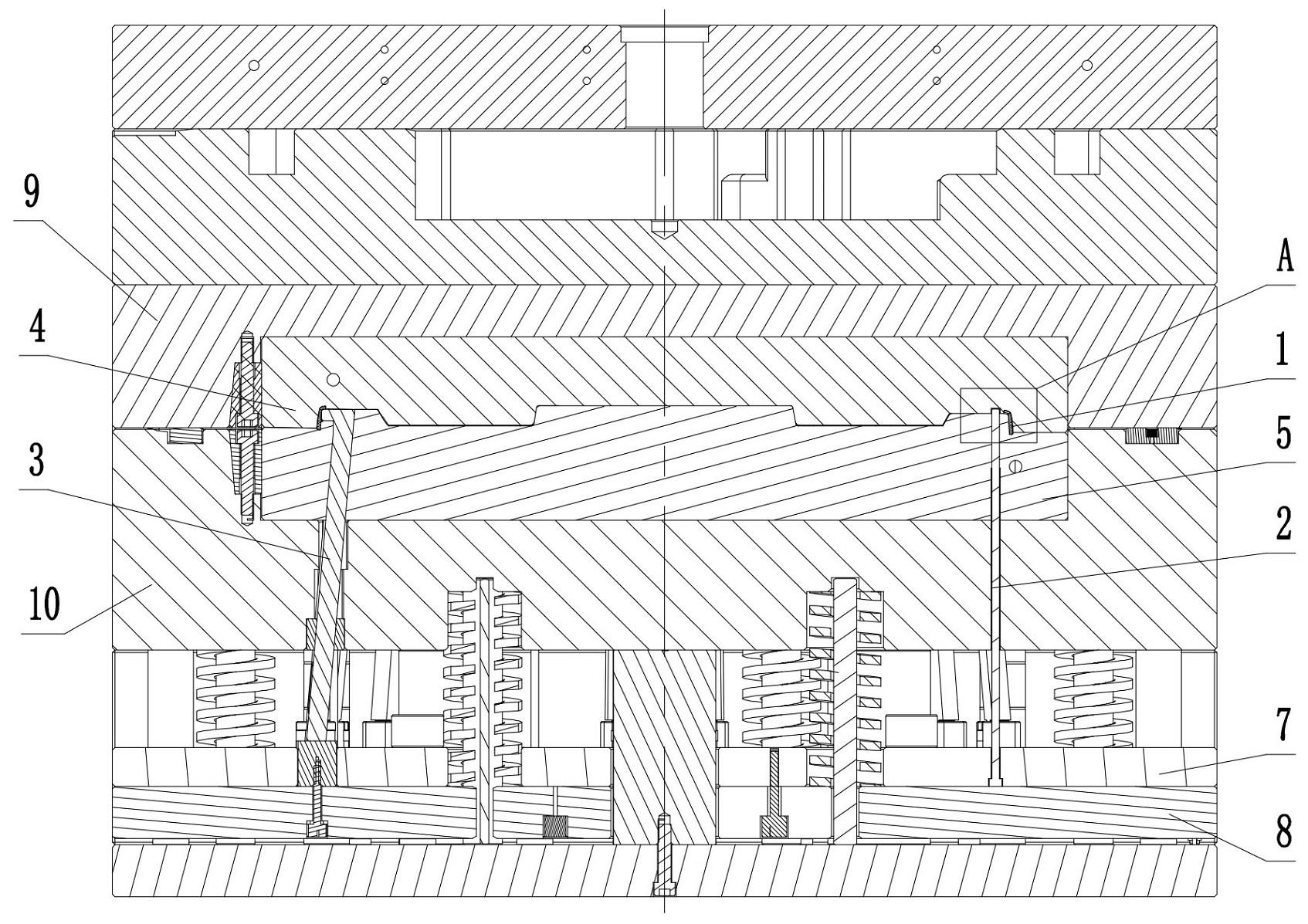
6、制品成型时处于上模镶件与下模镶件之间;顶针、斜顶针分别贯穿下模镶件,且斜顶针一端接触制品的内圈胶位;上模镶件对应顶针凸出制品的内圈胶位处设有避空孔。
7、顶针、斜顶针二者另一端分别定位安装在针板上。
8、针板底部设有配合固定顶针、斜顶针另一端的底针板,顶针、斜顶针通过底针板固定在针板上。
9、模具在开模过程中,上模镶件与下模镶件分离,底针板、针板在外力作用下带动顶针、斜顶针同步运动并顶出制品,以使制品脱离下模镶件。
10、上模镶件固定嵌入上模板的内腔中。
11、下模镶件固定嵌入下模板的内腔中。
12、本实用新型有益效果如下:
13、由于该制品没有多余的空间分布顶针,排除用顶针协助顶出制品并对其进行定位。故采用上述定位结构,其方案就是在制品内圈均匀分布6支顶针,制品内圈胶位离顶针边留3mm左右的封胶位,顶针高度比内圈胶位高1~2mm。模具顶出时,斜顶、顶针同时顶出,制品在斜顶的作用下逐渐脱出后模镶件。因为制品内圈的顶针比制品内圈胶位高,无论制品跟任何一支斜顶走, 顶针始终挡在制品内圈,以保证正常出模,实现自动化生产。
技术特征:
1.一种模具制品顶出结构,包括若干个用于顶出制品(1)的顶针(2)、配合顶针(2)顶出制品(1)的斜顶针(3),其特征在于:顶针(2)沿制品(1)的内圈均布设置,制品(1)内圈对应顶针(2)一端的边缘部分设有封胶位,顶针(2)一端的边缘另一部分凸出制品(1)的内圈胶位。
2.根据权利要求1所述的模具制品顶出结构,其特征在于:制品(1)内圈对应顶针(2)一端的边缘部分设有2-3mm的封胶位。
3.根据权利要求1所述的模具制品顶出结构,其特征在于:顶针(2)一端的边缘另一部分凸出制品(1)内圈胶位1-2mm。
4.根据权利要求1所述的模具制品顶出结构,其特征在于:顶针(2)一端设有倒角位。
5.根据权利要求1所述的模具制品顶出结构,其特征在于:制品(1)成型时处于上模镶件(4)与下模镶件(5)之间;顶针(2)、斜顶针(3)分别贯穿下模镶件(5),且斜顶针(3)一端接触制品(1)的内圈胶位;上模镶件(4)对应顶针(2)凸出制品(1)的内圈胶位处设有避空孔(6)。
6.根据权利要求5所述的模具制品顶出结构,其特征在于:顶针(2)、斜顶针(3)二者另一端分别定位安装在针板(7)上。
7.根据权利要求6所述的模具制品顶出结构,其特征在于:针板(7)底部设有配合固定顶针(2)、斜顶针(3)另一端的底针板(8),顶针(2)、斜顶针(3)通过底针板(8)固定在针板(7)上。
8.根据权利要求5所述的模具制品顶出结构,其特征在于:上模镶件(4)固定嵌入上模板(9)的内腔中。
9.根据权利要求5所述的模具制品顶出结构,其特征在于:下模镶件(5)固定嵌入下模板(10)的内腔中。
技术总结
本技术涉及一种模具制品顶出结构,包括若干个用于顶出制品的顶针、配合顶针顶出制品的斜顶针,顶针沿制品的内圈均布设置,制品内圈对应顶针一端的边缘部分设有封胶位,顶针一端的边缘另一部分凸出制品的内圈胶位,由于顶针比制品内圈胶位高,制品脱模时,无论制品跟任何一支斜顶针走,顶针始终挡在制品内圈胶位中,以保证正常出模,能有效实现自动化生产。制品内圈对应顶针一端的边缘部分设有2‑3mm的封胶位。顶针一端的边缘另一部分凸出制品内圈胶位1‑2mm。顶针一端设有倒角位。制品成型时处于上模镶件与下模镶件之间;顶针、斜顶针分别贯穿下模镶件,且斜顶针一端接触制品的内圈胶位;上模镶件对应顶针设有避空孔。
技术研发人员:王权兵
受保护的技术使用者:广东格兰仕集团有限公司
技术研发日:20221230
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!