一种碳纤维复合材料帽檐成型模具的制作方法
本技术涉及一种碳纤维复合材料,尤其涉及一种碳纤维复合材料帽檐成型模具。
背景技术:
1、由于碳纤维材料优异的性能,在汽车、航天、轨道交通中都有非常广泛的应用。在目前的轨交上,驾驶室多为钢制,其结构重量大,影响速度,不具备轻量化优势;为了实现轻量化,部分装饰件或结构件开始采用玻璃钢复合材料或碳纤维复合材料。例如轨交驾驶室控制台上的帽檐,已经有采用碳纤维复合材料制备,但由于帽檐由帽檐主体、帽檐左板、帽檐右板组成,现有技术需要三套模具成型去分别成型,此外,帽檐主体上的金属灯槽和金属嵌件需要通过二次胶结上去,造成制造工时长,生产成本高。
技术实现思路
1、为克服现有技术的不足,本实用新型提供了一种碳纤维复合材料帽檐成型模具,具体技术方案是:
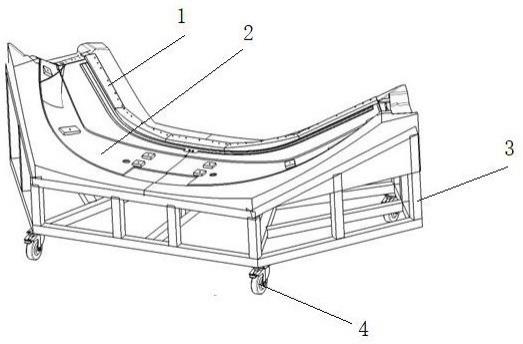
2、一种碳纤维复合材料帽檐成型模具,包括金属支撑架、模具主体、挡块、帽檐左板隔条、帽檐右板隔条、均压盖板组成。
3、所述金属支撑架上设置有模具主体;所述模具主体上设置有“c”型模腔,模腔内部对称设置有若干个凸台安装座,每个凸台安装座对应设置一个凸台。所述凸台安装座和凸台为活动设置,且存在沿“z”方向上拔模角。
4、所述模腔一侧设置有若干挡块,所述挡块与模具主体通过直销钉进行定位,通过内六角螺丝进行固定。
5、所述帽檐左板隔条和帽檐右板隔条将模腔分为三部分,用于分别成型帽檐左板、帽檐主体、帽檐右板;所述帽檐左板和帽檐右板材质为铝合金,其形状为帽檐主体与帽檐左板(或帽檐右板)的间隙形状,由cnc加工制成。
6、进一步的,还包括过线槽施压块,所述过线槽施压块用于成型帽檐主体中的过线槽,在制备帽檐主体时,通过在帽檐主体铺层过程中放置过线槽施压块,脱模后取出,形成过线槽。所述过线槽施压块材质为硅橡胶,是通过将液体硅橡胶按照配比混合均匀后进行真空脱泡,待液体硅橡胶中气泡完全去除后将其灌注到相应模具中固化成型的。
7、所述均压盖板设置在帽檐主体上,当帽檐主体铺层结束后放置均压盖板,成型后取下,其盖压制件部分可以形成光滑的外观面。所述均压盖板材质为304不锈钢板,厚度为0.3mm-1mm,其形状与需要加压的曲面形状相一致。
8、所述金属支撑架底部还设置有万向轮,可方便模具搬运移动。
9、本发明的有益效果:
10、(1)使用一套模具一次成型帽檐主体、帽檐左板、帽檐右板三个零件,相比现有技术每个零件分别采用各一套模具成型,整体缩短了制造工时,降低生产成本;
11、(2)帽檐主体中的金属灯槽和金属嵌件于帽檐主体之间采用巩固化一体成型,节省了后续胶装工序,节约了制造时间;
12、(3)使用了304不锈钢均压盖板,保证贴袋面光滑无褶皱,以达到喷漆所需要的表面平整程度。
技术特征:
1.一种碳纤维复合材料帽檐成型模具,其特征在于包括金属支撑架、模具主体、挡块、帽檐左板隔条、帽檐右板隔条、均压盖板组成;所述金属支撑架上设置模具主体,所述模具主体上设置有模腔;所述帽檐左板隔条设置在模腔左端;所述帽檐右板隔条设置在模腔右端;所述帽檐左板隔条、帽檐右板隔条将模腔分成三部分,分别对应成型帽檐左板、帽檐主体、帽檐右板;所述挡块有若干块,设置于模腔一侧;所述均压盖板设置于帽檐主体上表面,其一侧与设置挡块一侧的模腔边缘连接。
2.根据权利要求1所述的一种碳纤维复合材料帽檐成型模具,其特征在于所述模腔内部还对称设置有若干个凸台安装座,每个凸台安装座对应设置有一个凸台。
3.根据权利要求2所述的一种碳纤维复合材料帽檐成型模具,其特征在于所述凸台安装座和凸台为活动设置,且存在沿“z”方向上拔模角。
4.根据权利要求1所述的一种碳纤维复合材料帽檐成型模具,其特征在于所述挡块与模具主体通过直销钉进行定位,通过内六角螺丝进行固定。
5.根据权利要求1所述的一种碳纤维复合材料帽檐成型模具,其特征在于还包括设置在金属支撑架底部的万向轮。
6.根据权利要求1所述的一种碳纤维复合材料帽檐成型模具,其特征在于还包括过线槽施压块,所述过线槽施压块为硅橡胶。
技术总结
本技术公开了一种用于制备碳纤维复合材料帽檐的成型模具,包括金属支撑架、模具主体、挡块、帽檐左板隔条、帽檐右板隔条、均压盖板组成;所述金属支撑架上设置模具主体,所述模具主体上设置有模腔;所述帽檐左板隔条设置在模腔左端;所述帽檐右板隔条设置在模腔右端;所述帽檐左板隔条、帽檐右板隔条将模腔分成三部分,分别对应成型帽檐左板、帽檐主体、帽檐右板;所述挡块有若干块,设置于模腔一侧;所述均压盖板设置于帽檐主体上表面,其一侧与设置挡块一侧的模腔边缘连接。该模具可一次成型帽檐主体、帽檐左板、帽檐右板,缩短了产品成型周期,且成型产品外观光滑,达到喷漆所要求的的表面平整程度。
技术研发人员:顾勇涛,姜康,苏彬彬
受保护的技术使用者:江苏亨睿航空工业有限公司
技术研发日:20221231
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!