一种快速装配轮胎模具的制作方法
本技术涉及轮胎模具领域,具体涉及一种快速装配轮胎模具。
背景技术:
1、随着轮胎厂工业化的开展,实现机械自动化装配已是趋势,对于目前采用的螺钉连接,以侧板和上盖/底座为例,不仅模具上均需要加工定位台阶进行定位,而且在拆装上影响效率,增加工人的劳动强度,此外还会对轮胎厂工业化的开展带来不便,轮胎厂对其装配并不规范,为提高组装效率,轮胎厂使用“风炮”对连接螺钉不能按照标准力矩进行紧固,这不仅会大大降低模具的使用寿命,而且存在较大的安全和质量隐患。
2、针对上述现有技术存在的问题,本实用新型设计制造了一种快速装配轮胎模具,来克服上述缺陷。
技术实现思路
1、对于现有技术中所存在的问题,本实用新型提供的一种快速装配轮胎模具,取消了背面定位台,实现了侧板背部与上盖或底座的整个背面接触,增大了热量传递面积,而且还能够提高装配效率,无需重复紧固螺钉。
2、为了实现上述目的,本实用新型采用的技术方案如下:一种快速装配轮胎模具,包括侧板,所述侧板背部圆周均布连接有若干定位销钉,所述定位销钉上设有气动锁紧定位机构,所述气动锁紧定位机构可快速定位锁紧或松开所述定位销钉;
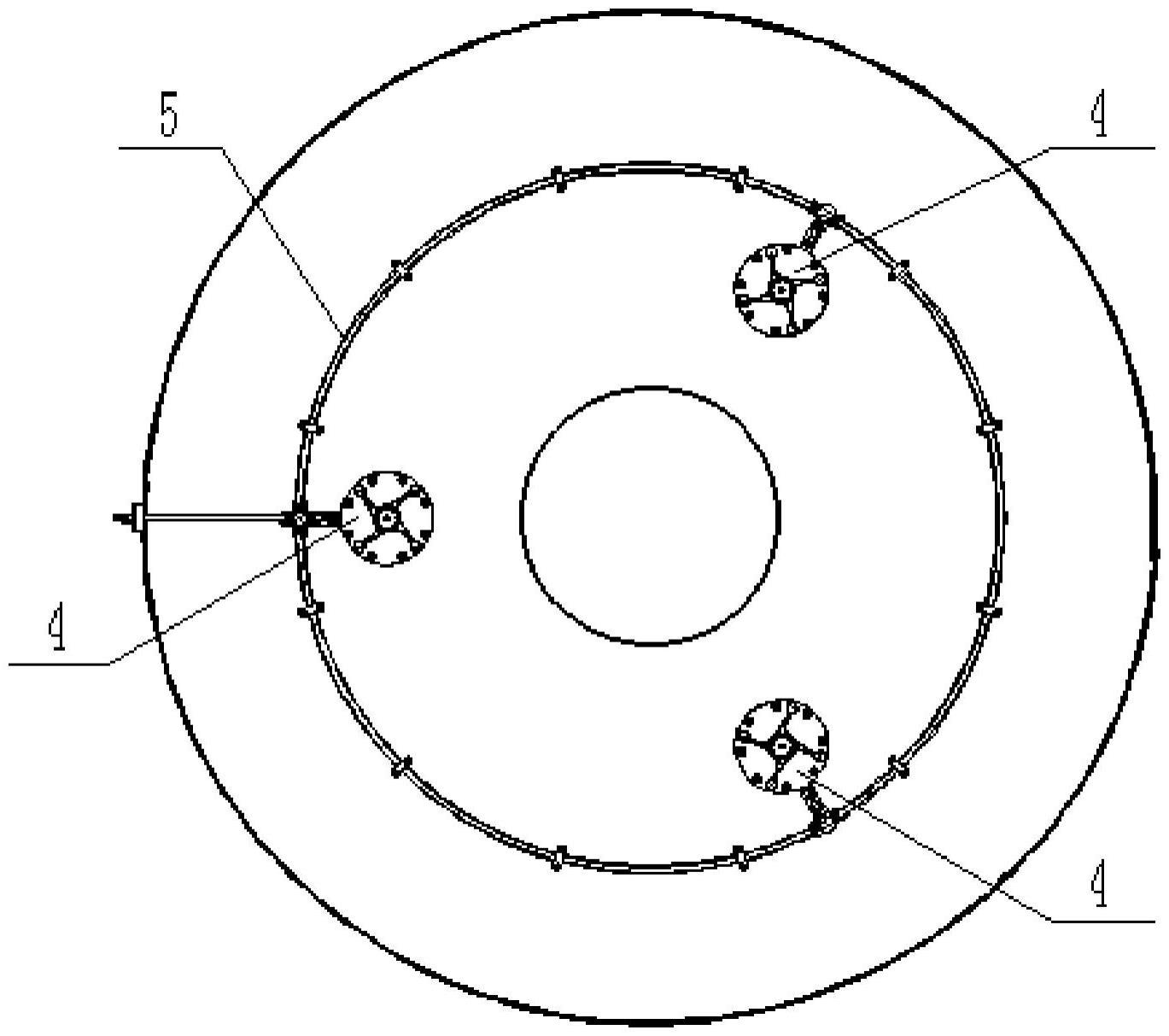
3、还包括上盖和底座,所述气动锁紧定位机构分别固连在轮胎模具的上盖和底座内侧,所述上盖和底座内侧均设有周向排布气路环槽,若干所述气动锁紧定位机构与周向排布气路环槽之间均设有内接径向气路槽,所述周向排布气路环槽还连接有一道外接径向气路槽,所述外接径向气路槽延伸至所述上盖或底座的外侧圆周;
4、所述周向排布气路环槽、内接径向气路槽、外接径向气路槽中均设有气管。
5、优选的,所述上盖和底座内侧均圆周均布有若干安装槽,所述安装槽数量与位置能够与所述定位销钉对应,所述气动锁紧定位机构固连在所述安装槽中。
6、优选的,所述定位销钉和所述气动锁紧定位机构的数量至少设有3套。
7、优选的,所述气管设为不锈钢或橡胶材质,所述气管上设有锁紧压片紧固。
8、优选的,所述周向排布气路环槽与所述内接径向气路槽的气管连接处均设有气管接头,所述外接径向气路槽与所述周向排布气路环槽的气管连接处也设有气管接头。
9、优选的,还包括气路转换板,所述气路转换板设置在外接径向气路槽径向外端的所述上盖或底座的侧壁上;
10、所述气路转换板一端连接外接气嘴,所述气路转换板另一端连接设置在所述外接径向气路槽的气管。
11、优选的,所述气动锁紧定位机构包括外壳,所述外壳中设有空腔,所述外壳侧壁上设有气孔与所述空腔连通;
12、所述外壳一端设有与定位销钉配合的通孔,所述外壳另一端设有定位底座封闭所述空腔,所述定位底座内侧设有插孔,所述插孔连通于所述通孔下方,所述插孔与所述通孔形成用于锁紧定位销钉的定位空间,所述定位底座的内侧端部与所述外壳之间形成与所述空腔连通的限位槽;
13、还包括压缩座,所述压缩座上下套设在所述定位底座内侧的外侧壁上,所述压缩座包括上翅和下翅,所述上翅的外径小于下翅的外径,所述外壳的内部设有与所述压缩座配合的台阶,所述上翅和下翅分别紧贴在所述台阶位置内侧壁上,所述气孔与台阶处连通;
14、所述压缩座与所述定位底座之间设有弹性件,所述限位槽中可移动的圆周设置有若干滚珠,所述压缩座在底部弹性件作用下抵顶滚珠,使所述滚珠至所述定位空间夹紧所述定位销钉,或,外部气体进入所述气孔,推动所述压缩座滑动并释放所述滚珠。
15、优选的,所述定位销钉头部设有销钉套,所述销钉套的侧壁设有与所述滚珠配合的定位槽,所述销钉套的最大外径小于所述通孔的直径。
16、优选的,所述上翅与所述空腔的内侧壁之间设有密封圈,所述下翅与所述空腔的内侧壁之间也设有密封圈。
17、优选的,所述压缩座与所述定位底座内侧的外侧壁之间设有密封圈;所述定位底座与所述外壳之间也设有密封圈。
18、该实用新型的有益之处在于:
19、1.本实用新型借助气动锁紧定位机构和定位销钉,提高了装配效率,无需重复紧固螺钉,降低了操作人员的劳动强度,且由于上述结构取消了上盖、底座分别与侧板定位的定位凸台,因此任意两者的厚度减小了,有利于原材料成本节省,同时也更加满足模具的轻量化的需求,且由于取消了定位凸台,可以实现侧板背面与上盖或底座的全面接触,增大了热量传递面积,更加利于热传导。
技术特征:
1.一种快速装配轮胎模具,其特征在于,包括侧板,所述侧板背部圆周均布连接有若干定位销钉,所述定位销钉上设有气动锁紧定位机构,所述气动锁紧定位机构可快速定位锁紧或松开所述定位销钉;
2.根据权利要求1所述的一种快速装配轮胎模具,其特征在于,所述上盖和底座内侧均圆周均布有若干安装槽,所述安装槽数量与位置能够与所述定位销钉对应,所述气动锁紧定位机构固连在所述安装槽中。
3.根据权利要求1所述的一种快速装配轮胎模具,其特征在于,所述定位销钉和所述气动锁紧定位机构的数量至少设有3套。
4.根据权利要求1所述的一种快速装配轮胎模具,其特征在于,所述气管设为不锈钢或橡胶材质,所述气管上设有锁紧压片紧固。
5.根据权利要求1所述的一种快速装配轮胎模具,其特征在于,所述周向排布气路环槽与所述内接径向气路槽的气管连接处均设有气管接头,所述外接径向气路槽与所述周向排布气路环槽的气管连接处也设有气管接头。
6.根据权利要求1所述的一种快速装配轮胎模具,其特征在于,还包括气路转换板,所述气路转换板设置在外接径向气路槽径向外端的所述上盖或底座的侧壁上;
7.根据权利要求1所述的一种快速装配轮胎模具,其特征在于,所述气动锁紧定位机构包括外壳,所述外壳中设有空腔,所述外壳侧壁上设有气孔与所述空腔连通;
8.根据权利要求7所述的一种快速装配轮胎模具,其特征在于,所述定位销钉头部设有销钉套,所述销钉套的侧壁设有与所述滚珠配合的定位槽,所述销钉套的最大外径小于所述通孔的直径。
9.根据权利要求7所述的一种快速装配轮胎模具,其特征在于,所述上翅与所述空腔的内侧壁之间设有密封圈,所述下翅与所述空腔的内侧壁之间也设有密封圈。
10.根据权利要求7所述的一种快速装配轮胎模具,其特征在于,所述压缩座与所述定位底座内侧的外侧壁之间设有密封圈;所述定位底座与所述外壳之间也设有密封圈。
技术总结
本技术公开了一种快速装配轮胎模具,它属于轮胎模具领域,包括侧板,侧板背部圆周均布连接有若干定位销钉,定位销钉上设有气动锁紧定位机构,还包括上盖和底座,气动锁紧定位机构分别固连在轮胎模具的上盖和底座内侧,上盖和底座内侧均设有周向排布气路环槽,若干气动锁紧定位机构与周向排布气路环槽之间均设有内接径向气路槽,周向排布气路环槽还连接有一道外接径向气路槽,外接径向气路槽延伸至上盖或底座的外侧圆周;上述气路槽中均设有气管。本技术通过上述结构取消了背面定位台,实现了侧板背部与上盖或底座的整个背面接触,增大了热量传递面积,而且还能够提高装配效率,无需重复紧固螺钉。
技术研发人员:陈道银,仲超,庞啸,黄翔龙,刘卫华,王乐,刘鹏,孙晓东
受保护的技术使用者:山东豪迈机械科技股份有限公司
技术研发日:20221229
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!