一种口红管生产用吹塑模具的制作方法
本技术涉及模具,具体涉及一种口红管生产用吹塑模具。
背景技术:
1、口红管生产用吹塑模具是一种用于口红生产时制作口红管的模具,通过开设好的模槽在模槽内吹入口红管原料,凝固后成型,属于口红管制造中常用的成型工具;在口红管制造中,需要对吹塑模具进行冷却,传统的冷却方式有两种,一种是圆形的水管螺旋在吹塑模具内部,水管的一端进水冷一端出水,从而与模具换热,这种方法冷水与模具的接触面积少,冷却效果较差,其次是在模具内开设空腔,圆管注水到空腔内,经过检索,现有技术(申请号:cn201921138625.9),文中记载了“一种新型口红管生产用吹塑模具,包括上模座和下模座,所述上模座的上部靠近前端居中位置固定安装有进水扁管,所述上模座的后部居中位置固定安装有出水扁管,所述上模座的下表面居中位置开设有上模槽,所述下模座的上表面居中位置开设有下模槽,所述下模座的上部边缘位置固定安装有导柱,所述上模座的内部开设有空腔,所述导柱的外表面开设有活动槽,所述活动槽的内部嵌设有钢珠,所述上模座的下表面边缘位置开设有导孔。本实用新型所述的一种新型口红管生产用吹塑模具,设有进水扁管、出水扁管、活动槽和钢珠,能够增加冷却效果,同时也能够减少摩擦,提高模具的使用寿命”。
2、但是现有技术中口红管生产用吹塑模具通过进水扁管、空腔和出水扁管只能对上模座进行冷却,而口红管的成型腔由上两个模座合模构成,因此只能对成型腔的一侧进行冷却,导致冷却效果较差,效率较低,需要较多的进水量和进水时间,造成一定资源的浪费。
技术实现思路
1、为克服现有技术所存在的缺陷,现提供一种口红管生产用吹塑模具,以解决现有技术中的口红管生产用吹塑模具内部冷却效果较差,效率较低,且造成一定资源浪费的问题。
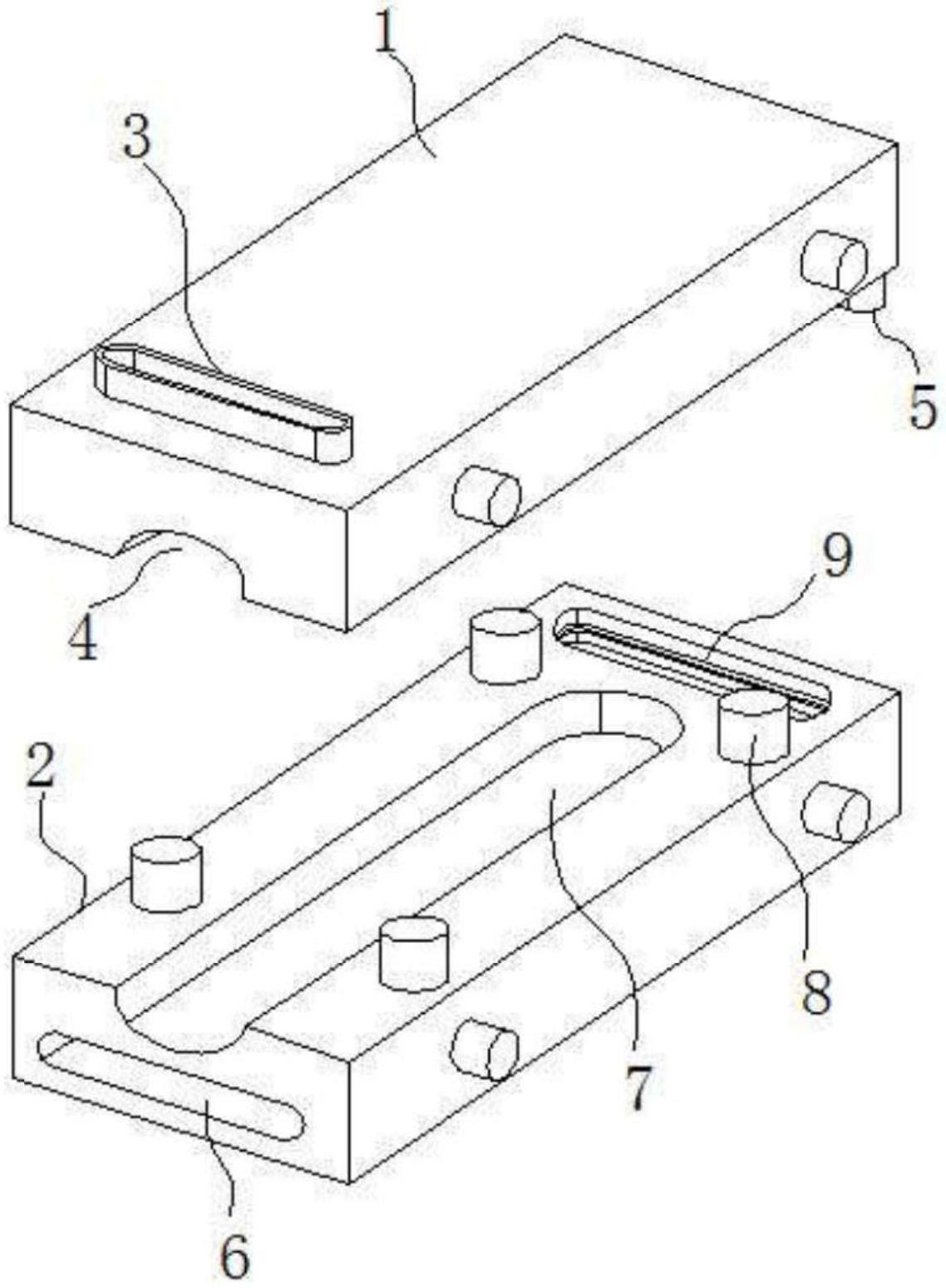
2、为实现上述目的,提供一种口红管生产用吹塑模具,包括:上模具和下模具,所述上模具的上端焊接有进水管,且上模具的内部开设有上冷却腔,并且上冷却腔的一端下侧连接有转接腔,转接腔的下端连接有连接管,所述下模具的内部开设有下冷却腔,且下模具的一端上侧开设有连接孔,并且连接孔与下冷却腔连通,连接孔与连接管匹配插接。
3、进一步的,所述上模具的下端开设有导向孔,且导向孔位于上模腔的外侧,并且导向孔设置有关于上模腔对称的两组。
4、进一步的,所述下模具的上端焊接有导向柱,且导向柱与导向孔匹配插接。
5、进一步的,所述下模具的上端开设有下模腔,且下模腔远离连接孔的一端设置有开口端,另一端设置为封堵端,并且下模腔与上模腔形状尺寸一致。
6、进一步的,所述进水管的管口形状设置为长方形,且长方形两端的宽边做弧形倒角,并且进水管和连接管分别位于上模具的两端上下侧,进水管与上冷却腔连通。
7、进一步的,所述上冷却腔和下冷却腔的宽度一致,且大于上模腔和下模腔的宽度。
8、进一步的,所述连接管的外部形状与进水管相同,且在连接管的外壁嵌装有密封圈,并且密封圈与连接孔的内壁开设的环形卡槽匹配卡接。
9、本实用新型的有益效果在于,在上模具和下模具合模时,上下模腔构成成型腔空间,便于形成口红管体壳状结构,利用进水管、上冷却腔、转接腔、连接管、连接孔和下冷却腔,使得便于在上模具和下模具的内部形成冷水通道,冷水通道上下模腔包围,使得在冷却水通过时,可同时对上模腔和下模腔进行冷却,进而加快了冷却效率,提高的冷却效果,缩短单次成型冷却时间,提高生产效率,并且节省了水资源。
技术特征:
1.一种口红管生产用吹塑模具,包括:上模具(1)和下模具(2),其特征在于:所述上模具(1)的上端焊接有进水管(3),且上模具(1)的内部开设有上冷却腔(12),并且上冷却腔(12)的一端下侧连接有转接腔(13),转接腔(13)的下端连接有连接管(5),所述下模具(2)的内部开设有下冷却腔(6),且下模具(2)的一端上侧开设有连接孔(9),并且连接孔(9)与下冷却腔(6)连通,连接孔(9)与连接管(5)匹配插接。
2.根据权利要求1所述的一种口红管生产用吹塑模具,其特征在于,所述上模具(1)的下端开设有导向孔(10),且导向孔(10)位于上模腔(4)的外侧,并且导向孔(10)设置有关于上模腔(4)对称的两组。
3.根据权利要求1所述的一种口红管生产用吹塑模具,其特征在于,所述下模具(2)的上端焊接有导向柱(8),且导向柱(8)与导向孔(10)匹配插接。
4.根据权利要求1所述的一种口红管生产用吹塑模具,其特征在于,所述下模具(2)的上端开设有下模腔(7),且下模腔(7)远离连接孔(9)的一端设置有开口端,另一端设置为封堵端,并且下模腔(7)与上模腔(4)形状尺寸一致。
5.根据权利要求1所述的一种口红管生产用吹塑模具,其特征在于,所述进水管(3)的管口形状设置为长方形,且长方形两端的宽边做弧形倒角,并且进水管(3)和连接管(5)分别位于上模具(1)的两端上下侧,进水管(3)与上冷却腔(12)连通。
6.根据权利要求1所述的一种口红管生产用吹塑模具,其特征在于,所述上冷却腔(12)和下冷却腔(6)的宽度一致,且大于上模腔(4)和下模腔(7)的宽度。
7.根据权利要求1所述的一种口红管生产用吹塑模具,其特征在于,所述连接管(5)的外部形状与进水管(3)相同,且在连接管(5)的外壁嵌装有密封圈(11),并且密封圈(11)与连接孔(9)的内壁开设的环形卡槽(14)匹配卡接。
技术总结
本技术提供了一种口红管生产用吹塑模具,涉及模具领域,包括:上模具和下模具,所述上模具的上端焊接有进水管,且上模具的内部开设有上冷却腔,并且上冷却腔的一端下侧连接有转接腔,转接腔的下端连接有连接管,所述下模具的内部开设有下冷却腔,且下模具的一端上侧开设有连接孔,并且连接孔与下冷却腔连通,连接孔与连接管匹配插接。本技术解决了现有技术中的口红管生产用吹塑模具内部冷却效果较差,效率较低,且造成一定资源浪费问题。
技术研发人员:陈文俊
受保护的技术使用者:宣臻创新科技(安徽)有限公司
技术研发日:20221231
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!